Cet article technique est un condensé d'informations techniques sur le détendeur-débitmètre.
C'est un accessoire de soudage indispensable au soudeur qui permet de réduire par détente la pression de stockage du gaz de protection comprimé dans la bouteille de 200 bar ou 300 bar à une pression de distribution de 2 à 3 bar.
1 - Définition du détendeur-débitmètre

Un manomètre indique la pression de stockage du gaz dans la bouteille en bar (gradué de 0 à 300 bar). Un débitmètre est couplé à l'appareil pour assurer le débit régulier (gradué généralement de 1 à 15 litres / minute ou bien 5 à 30 l / min) du gaz industriel de protection.
Pour les débits importants supérieurs à 25 l / min, il est nécessaire de placer un réchauffeur de gaz pour limiter le givrage du détendeur-débitmètre.
Il est utilisé pour les différents procédés de soudage avec gaz de protection (TIG/GTAW, MIG/MAG/GMAW, PLASMA/PAW, LASER....)
Une formule simple pour déterminer le débit de gaz en litres / minute est d'appliquer un litre de débit par millimètre de diamètre intérieur de la buse de soudage.
Exemple : si votre buse fait 16 millimètres, vous indiquez 16 litres / minute sur votre débitlitre.
Ce débit peut être adapté à la configuration de votre assemblage (intérieur de chanfrein, tôle plane, angle de tôle ...)
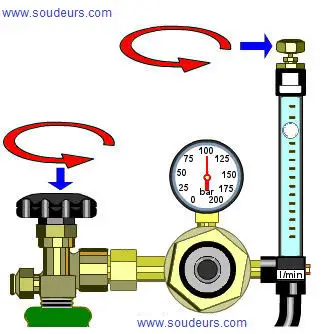 |
| Croquis du manodétendeur avec rotamètre |
2 - Les différents modèles de détendeurs-débitmètres
Il existe une multitude de modèles de détendeurs-débitmètres :
[*]à cadran à aiguille
[*]à bille ou rotamètre
[*]à orifice calibré
3 - Les différents raccords d'entrée sur les détendeurs-débitmètres
Selon la nature du gaz de protection utilisé, il existe deux types de raccords d'entrée à visser sur les détendeurs-débitmètres :
[*]Raccord d'entrée type NF-C (écrou à droite - argon, hélium, azote et mélanges)
[*]Raccord d'entrée type NF-E (écrou à gauche - mélanges avec hydrogène)


Le raccord de sortie est généralement du type M12 x 100
4 - Exemples de détendeurs-débitmètres
| EUROSAF | ROTAMETRE | EUROSAF BLINDE | MINIBLOC |
 |
 |
 |
 |
5 - Exemples de détendeur-débitmètre à double sortie

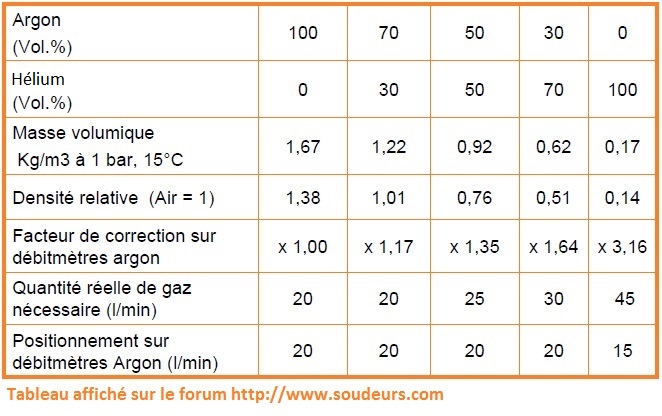
6 - Les coefficients de correction des débitmètres
Le dispositif de mesure du débit de gaz de protection appelé débitmètre doit être étalonné suivant le gaz utilisé (utiliser un débitmètre argon pour le gaz argon). Si vous êtes amené à utiliser un débitmètre argon avec un gaz de protection azote ou autre, sachez qu'il est nécessaire de réaliser une correction du débit affiché suite à la différence de densité et masse volumique des gaz (23° Celsius et 1,013 bar).
Selon la nature du gaz de soudage, un coefficient multiplicateur doit être appliqué au débit lu pour corriger la valeur réelle. Par exemple si vous utilisez un gaz type ARCAL 112 avec un minibloc Arcal, il faut multiplier le débit lu par 2,3 pour obtenir le débit réel (densité des gaz).
| Anhydride carbonique | masse volumique = 1,87 g / l |
| Argon | masse volumique = 1,65 g / l |
| Air | masse volumique = 1,21 g / l |
| Azote | masse volumique = 1,16 g / l |
| Hélium | masse volumique = 0,17 g / l |
| Hydrogène | masse volumique = 0,083 g / l |
Si vous utilisez un débitmètre Argon avec un gaz de protection Hélium, vous devez multiplier le débit par 3,15 (Air Liquide annonce 3,17) pour obtenir le débit réel de gaz d'hélium.
Par exemple : 10 litres d'argon correspond à un débit de 10 x 3,15 = 31,5 litres d'hélium sur le débitmètre étalonné à l'argon.
| Type de débitmètre utilisé | Gaz utilisé pour le soudage | ||||
| Argon | Azote | Hélium | Oxygène
|
Hydrogène | |
| Air | 0.85 |
1.01 |
2.59 |
0.95 |
3.81 |
| Argon | 1.00 |
1.19 |
3.15 |
1.12 |
4.46 |
| Azote | 0.84 |
1.00 |
2.64 |
0.93 |
3.74 |
| Hydrogène | 0.22 |
0.27 |
0.71 |
0.25 |
1.00 |
| Oxygène | 0.90 |
1.97 |
2.83 |
1.00 |
3.99 |
Exemple :
J'utilise un manodétendeur débitmètre argon
Je dois réaliser une protection gazeuse envers avec de l'azote avec un débit de 10 litres par minute
masse volumique de l'argon = 1,65 g / l
masse volumique de l'azote = 1,16 g / l
Je dois régler mon débitlitre :
Q = 10 x 1,19 = 11,9 litres par minute
Voici les coefficients pour les principaux mélanges de gaz avec un débitmètre étalonné en argon (valeurs données par Manu - membre du site) :
Argon + 20% Hélium coefficient de correction : 1,10
Argon + 50% Hélium coefficient de correction : 1,35
Argon + 70% Hélium coefficient de correction : 1,64
Argon + 8% CO2 ou Argon + 18% CO2 pas de correction significative.
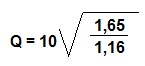
La formule mathématique (formule donnée par Manu - membre du site) pour déterminer le coefficient de correction est :
Racine carrée du rapport densité du gaz d'étalonnage sur densité du gaz mesuré
Avec des mélanges de gaz à base d’hélium le débit doit être modifié par rapport aux valeurs indicatives sur les débitlitres argon
7 - Le choix du débit de gaz de protection
Le débit de gaz à la torche doit être suffisant pour assurer une protection correcte du bain de fusion et du cordon de soudure.
Seule la nature du gaz a une influence sur la forme du cordon, la qualité de la protection et l'importance des éventuelles projections en MIG/MAG.
Le choix du débit de gaz de protection est fonction :
[*]du diamètre de la buse de protection de la torche de soudage
[*]du type d'assemblage (en fond de chanfrein, en finition, en angle)
[*]des conditions de travail (atelier ou chantier, courant d'air)
[*]de la nuance du métal à souder
La règle simple ou formule mnémotechnique pour déterminer le débit de gaz en litres / minute est d'appliquer un litre de débit de gaz par millimètre de diamètre intérieur de la buse de soudage.
Exemple : si votre buse fait 16 millimètres de diamètre, vous indiquez 16 litres / minute sur votre débitlitre.
Ce débit peut être adapté à la configuration de votre assemblage (intérieur de
chanfrein, tôle plane, angle de tôle ...)
Vous appliquerez plus de gaz à votre buse (+ 1 à 2 litres) si vous réalisez la finition d'un cordon par rapport à votre passe de pénétration.
Pour le MIG/MAG, la règle ci-dessus s'applique avec un coefficient de 1,2 pour l'acier carbone.
Pour les nuances carbone, il est recommandé d'appliquer entre 16 et 18 litres par minute pour une buse de Ø 14 mm.
Pour le MIG/MAG, la règle ci-dessus s'applique avec un coefficient de 1,35 pour l'acier inox.
Pour les nuances inox, il est recommandé d'appliquer entre 18 et 20 litres par minute pour une buse de Ø 14 mm.
Pour le MIG/MAG, la règle ci-dessus s'applique avec un coefficient de 1,5 pour
l'aluminium.
Pour les nuances aluminium, il est recommandé d'appliquer entre 20 et 22 litres par minute pour une buse de Ø 14 mm.
Pour déterminer le choix du type de gaz de protection à utiliser, nous vous invitons à lire les articles techniques :
8 - Comment vérifier le débit de gaz en sortie de buse de torche?
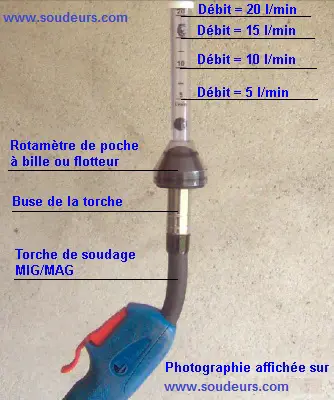 |
Un rotamètre de poche est un débitmètre avec un flotteur ou une bille pour la lecture directe du débit en sortie de buse de torche. La lecture se fait au niveau du diamètre maxi de la bille ou le haut du flotteur. Il permet, après avoir desserré vos galets d'entrainement du dévidoir de fil d'apport pour le procédé MAG S.A. / 135 ,de vérifier le débit réel de gaz à la sortie de la buse de la torche. Attention, il faut positionner la buse de la torche avec l'ouverture vers le plafond et la coiffer avec le rotamètre! Vous pourrez ainsi lire le débit réel de gaz de protection (en litres par minute) sur la colonne du rotamètre avec une assez bonne précision. Nous conseillons à tous les soudeurs d'utiliser un rotamètre à flotteur ou à bille (pipette de contrôle de débit de gaz) en sortie de buse de torche pour valider le débit appliqué au manodétendeur-débitmètre fixé à la bouteille de gaz C'est la seule façon de vérifier qu'il n'existe pas une fuite dans votre circuit d'amenée de gaz de protection à la torche. |
9 - Consignes d'utilisation des détendeurs-débitmètres
Il faut prendre soin de ces accessoires relativement fragiles et coûteux.
Le serrage du raccord d'entrée au pas de vis de la bouteille de gaz doit se faire à la main puis à l'aide d'une clé adaptée mais sans jamais forcer sur l'écrou de serrage.
Si vous constatez une fuite au niveau de l'écrou de serrage, changez le détendeur-débitmètre et faites le réviser.
Ne jamais graisser les différents organes du détendeur-débitmètre.
Ne resserrer jamais un raccord sous pression (fermer le robinet de la bouteille de gaz et purger le circuit avant de manipuler l'écrou de serrage)
Éviter de vous placer devant le détendeur-débitmètre lorsque vous ouvrez le robinet de la bouteille de gaz.
| Purger votre circuit d'alimentation de gaz de protection après chaque changement de la bouteille pour chasser l'air ambiant parasite. Vérifier régulièrement l'étanchéité de votre circuit d'alimentation en gaz de protection et la qualité de votre boyau de gaz. Toute fuite ou entrée d'air ambiant est préjudiciable à la qualité de votre soudure. Vérifier régulièrement la valeur du débit de gaz de protection en sortie de torche de soudage avec un rotamètre à bille (voir photographie ci-contre) pour comparer avec la valeur indiquée sur le cadran de votre débitmètre. Si une différence de plus de 30% est constatée entre le débitmètre et le rotamètre à bille, veuillez contrôler le circuit complet d'alimentation en gaz. |
 |
Conseils de ricou26 :
Pour tester votre Débitlitre sans le poste de soudure en fonctionnement
Avant cela la bouteille doit être fermée, vous pouvez débrancher la conduite souple qui va au poste pour que tout soit à zéro
Après le volant noir doit être dévissé au maximum les deux manomètres sont à zéro pour la pression bouteille et pour le débit de gaz en litres
Lorsque vous ouvrez la bouteille seul le mano de pression doit bouger et indiquer la pression de la bouteille et aucun gaz ne doit s'échapper par la sortie du détendeur
lorsque ensuite vous vissez un peu le volant noir le gaz s´échappe de la sortie du détendeur
vous mettez votre doigt à la sortie du détendeur et l´aiguille des litres dévie en fonction du vissage effectué
10 - Exemple de calcul de volume et temps restant selon la contenance de la bouteille et le débit
| coefficient K | volume de la bouteille en litres d'eau |
débit de gaz l/mn |
| 1,039 | 20 | 7 |
| pression en bar |
volume de gaz en litres | durée de gaz en heures | durée de gaz en minutes |
| 10 | 207 | 0 h | 29 |
| 20 | 415 | 0 h | 59 |
| 30 | 623 | 1 h | 29 |
| 40 | 831 | 1 h | 58 |
| 50 | 1039 | 2 h | 28 |
| 60 | 1246 | 2 h | 58 |
| 70 | 1454 | 3 h | 27 |
| 80 | 1662 | 3 h | 57 |
| 90 | 1870 | 4 h | 27 |
| 100 | 2078 | 4 h | 56 |
| 110 | 2285 | 5 h | 26 |
| 120 | 2493 | 5 h | 56 |
| 130 | 2701 | 6 h | 25 |
| 140 | 2909 | 6 h | 55 |
| 150 | 3117 | 7 h | 25 |
| 160 | 3324 | 7 h | 54 |
| 170 | 3532 | 8 h | 24 |
| 180 | 3740 | 8 h | 54 |
| 190 | 3948 | 9 h | 24 |
| 200 | 4156 | 9 h | 53 |
| 210 | 4363 | 10 h | 23 |
| 220 | 4571 | 10 h | 53 |
11 - Posez vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
12 - Quelques liens Internet utiles
13 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
14 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

Par: Dominique ADMIN
