10 réponses -
Accéder à la dernière réponse
#1


Theonewelder En ligne le 08/07/2021 à 05:48 (15 messages sur soudeurs.com)
Sujet : Question Posée Identification de défaut de soudure ?
Bonjour à tous,
je viens vers vous pour poser une question :
j'ai des défauts sur mes pièces inox. (cette série en tout cas).
Voir photos:

voici mes pistes :
Cela ressemble à des pièces mal dégraissées, or après un bain ultrasons de 15 minutes au solvex 2000, je doute fort qu'il soit resté quelque gras que ce soit.
Pièces étanches, controlées test hélium.
Tungstène torium (oui c'est mal), neuf et bien affuté.
Soudage au positionneur pas de problème de gaz particulier ni d'inclusion de tungstène.
Manifestement il se passe quelque chose mais je me retourne la tête dessus et je ne comprends pas d'où ça vient.
voici ma config des fois que quelqu'un à eu un problème similaire avec ce matos :
Poste Textrix 230 AC DC
Argon pur air liquide
tungstène diam 2 thorium
courant de soudage : 110A pulsé 0.15sec/55%0.05sec
Sur la photo on voit des petits points noirs, mais à certains endroits cela fait comme des flaques carrément, mais qui après décapage restent brillantes et non noires comme ces points.
Après observation à la loupe, on voit que c'est quelque chose qui est monté du bain de fusion qui flotte dessus mais lors du soudage on ne voit pas de défaut de bain, par ailleurs ces défauts ne provoquent pas de fuite.
Est-il possible que le métal de base soit contaminé "à l'interieur"?
Si quelqu'un à déjà eu des expériences de défauts similaires je suis preneur car je donne ma langue au chat !
Merci d'avance,
#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Lorsque j’observe ce type de points noirs sur la surface d’une soudure TIG en inox cela vient souvent de la contamination du bout incandescent du fil d’apport qui sort du cône d’inertage de la torche donc qui s’oxyde à l’air puis qui est replongé dans le bain de fusion.
Est ce possible dans votre cas ?
Quelle est la nuance de votre matériau ?
Bien cordialement
#3
Theonewelder En ligne le 08/07/2021 à 05:48 (15 messages sur soudeurs.com)
Bonsoir, merci pour la rapidité de réponse !
La soudure a été faite sans apport avec une préparation en lèvre de soudage (W), et un emmanchement.
Les deux éléments sont à priori en inox 304L, mais j'ai un doute sur une des pièces, il est possible que ce soit du 316, mais je ne pense pas que cela vienne de là, j'en ai fait à la pelle des 304 avec 316 et c’est la première fois que je constate cela. peut être que le flux gazeux est dévié et que la fusion se produise sans gaz mais à ce moment là cela aurait été évident dans le bain pendant le soudage je pense.
j'ai pensé à un "mini-rochage", mais cela n'a pas l'air d'être cela, je vais essayer de mettre une vue avec microscope dans la soirée.
Bien que ce soit des pièces très massives ( 10mm d'épaisseur ), et inertées, il n'est pas impossible que de l'air ce soit coincé dans la lèvre entre les pièces au moment du pointage, et surgit au moment de la fusion, mais encore une fois je n'ai absolument rien vu dans le bain c'est bien ce qui m'étonne !
Bien cordialement,
AS
#4
Theonewelder En ligne le 08/07/2021 à 05:48 (15 messages sur soudeurs.com)
Voici les photos au microscope.
Désolé pour la qualité j'ai fait avec les moyens du bord :cool:
Avant décapage électrochimique "tâche" et points :
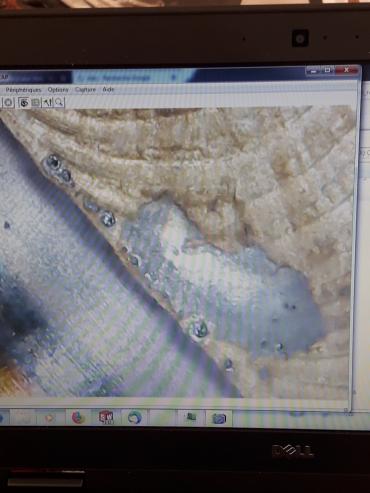
Après décapage (une autre pièce) :

Autre pièce :
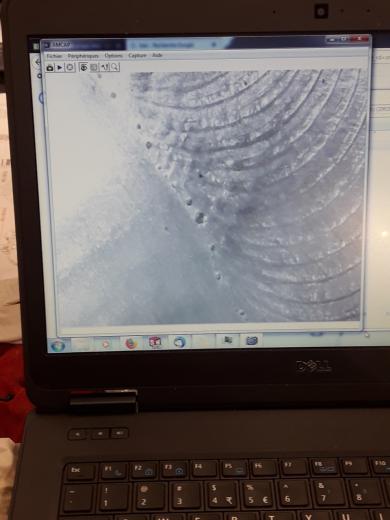
les petits points ressemblent effectivement à un bon vieux rochage, mais je n'explique pas les taches.
A mon avis c'est du au fait de l'emmanchement des pièces qui a du coincer de l'air qui a soufflé mon argon par en dessous par micro pores trop petites pour les voir.
Des fois juste le fait d'expliquer...:rolleyes:
qu'en pensez vous ?
Très intéressant ce microscope par ailleurs !
#5

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
employez une torche avec un diffuseur,
si oui celui est il propre ,
votre tungstène est t'elle bien centrée par apport au trou de la buse, le bouchon de la torche est t'il bien étant , pas de fissure du plastique,
vos pièces outre le nettoyage avaient elles bien ébavurées,
avec vous vérifiez le débit de gaz en sortie de buse avec ce genre de bidule

#6
Theonewelder En ligne le 08/07/2021 à 05:48 (15 messages sur soudeurs.com)
Bonjout Tungstène,
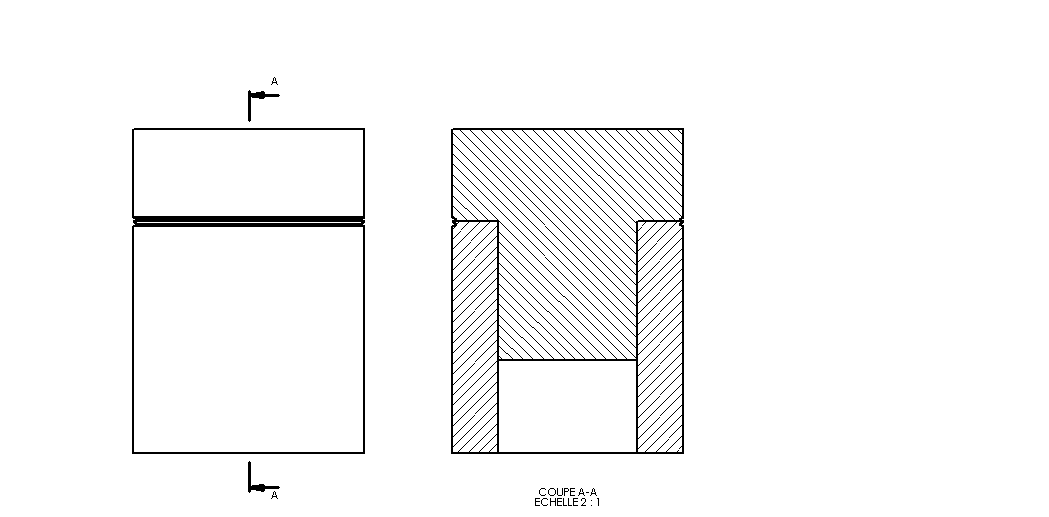
A priori RAS au niveau de la torche et du gaz, voici un dessin de la partie à souder sur la pièce, je pencherais plutôt pour de l'air coincé dans l'emmanchement entre les pièces (il y a un trou au milieu aussi que je n'ai pas représenté).
L’intérieur était inerté mais de l'air a pu se coincer lors du montage, et les pièces présentant un jeu serré, l'argon n'a pu aller chasser le vilain oxygène. (je pense)
#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir
J’ai du mal à croire que ces points d’impuretés puissent être la conséquence de présence d’air dans la jonction de votre assemblage.
Pour moi c’est plus une décomposition des impuretés présentes dans vos métaux de base et dans votre bain de fusion qui se fixent sur les bords de la zone de liaison entre soudure et métal de base.
C’est superficiel.
Avez vous réalisé un ressuage coloré ?
Est ce que ces points ressuent ?
Bien cordialement
#8


Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
Bonsoir,
Par élimination :
Ce défaut n’apparaît-il que sur cette préparation ?
Si vous faites une soudure sur une pièce martyr inox , présente-t-elle également ces défauts ?
#9


Bonjour,
Excellent idée, très logique ! (j'aime)
Il faudrait faire un cordon similaire sur chacune des deux pièces séparées, avec et sans passage au bain de Solvex, pour voir si la matière même de l'une ou l'autre provoque ce phénomène... CQFD.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Tharkey
Bonsoir,
Par élimination :
Ce défaut n’apparaît-il que sur cette préparation ? Si vous faites une soudure sur une pièce martyr inox , présente-t-elle également ces défauts ?
Bonjour,
Excellent idée, très logique ! (j'aime)
Il faudrait faire un cordon similaire sur chacune des deux pièces séparées, avec et sans passage au bain de Solvex, pour voir si la matière même de l'une ou l'autre provoque ce phénomène... CQFD.
Cordialement.
#10

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Mon grain de sel.
Je pense comme Theonewelder que ces impuretés peuvent provenir de résidus d'air coincés dans cet emmanchement.
Pour y pallier il faudrait bouger un peu la pièce emmanchée durant l'inertage préalablement à la soudure.
J'ai constaté le même phénomène en soudant sur tube inox épais.
De l'air restait coincé dans le chanfrein fermé par une bande adhésive papier.
Il suffisait alors de percer l'adhésif de quelques petits trous pour permettre à l'air de s'échapper.
Comme vous avez des pièces usinées, il peut s'agir aussi de corps gras issus de l'usinage.
Ils sont souvent difficiles à éliminer.
Bien cordialement
#11
Theonewelder En ligne le 08/07/2021 à 05:48 (15 messages sur soudeurs.com)
Bonjour,
Merci à tous pour vos réponses, et désolé de pas avoir pu revenir avant (c'est bien beau de trainer sur le forum mais faut sortir de la prod).
J'ai essayé une pièce martyr, et elle présente les mêmes défauts, mais je l'ai passée au bain avant, je n'ai plus de matière pour confirmer, et faire un essai sans bain. Le problème c'est qu'elle avait la même préparation donc on est pas très avancés :rolleyes:
Cela m’étonnerai beaucoup que ce soit un défaut du métal de base, mais bon on ne saura jamais (mon mécano n'en a plus non plus de cette coulée.
Pour les suivantes je préparerais d'autres pièces tests. Malheureusement la préapartion ne peut pas être autremant, à cause de la géométrie de l'ensemble duquel est tiré cette pièce. Je devrais en avoir des nouvelles dans quelques semaines, le client était malgré tout content (on fait du zèle on se dit "ça va pas passer"), et on se fait féliciter par le client ;)... De toute manière le but recherché était de descendre sous un certain taux de fuite, ce qui a été réussi donc pas de souci à ce niveau là, mais effectivement, sur les suivantes je vais demander des pièces essais au mécano pour tirer tout cela au clair !
Bonne soirée à tous et encore merci pour vos réponses !
ps En ce qui concerne le solvex, normalement il dégraisse vraiment bien, surtout en bain US tempéré à 65 degrés, donc j'élimine l'option "graisse résiduelle", ce serait bien la première fois que ça me le fait !
Sujets connexes les plus populaires
Demande de conseils pour Soudage acier sur galva
09/11/2004 08:23:09 - a2873770
Réponses : 3
Affichages : 26684
Affichages : 26684
Admin dusweld1
08/01/2005 20:00:36
Soudage fonte + inox
14/03/2013 13:14:08 - QCMGazier
Réponses : 8
Affichages : 9398
Affichages : 9398
Gilles_Parent
30/06/2013 03:16:11
Question Posée Soufflures à l'arc avec électrode enrobée basique ?
25/03/2017 20:48:32 - Raoul2003
Réponses : 32
Affichages : 5006
Affichages : 5006
Mr_green13200
28/01/2020 18:34:19
Question Posée Souder un cadre en tube carré 50x50x3
02/06/2014 19:28:57 - mehari68
Réponses : 13
Affichages : 12165
Affichages : 12165
tungstene
18/07/2017 15:47:05
Question Posée réglage pression et débit
08/12/2006 18:55:27 - jldan87
Réponses : 6
Affichages : 18765
Affichages : 18765
mecanix
03/02/2019 17:46:02
Question Posée aspect et couleur soudure tig inox
17/12/2013 16:11:21 - alain1964
Réponses : 46
Affichages : 22470
Affichages : 22470
olivaure
12/09/2021 07:38:13
inox 304l alimentaire ou non?
05/12/2007 20:18:47 - dragan626
Réponses : 3
Affichages : 35237
Affichages : 35237
OC75
31/01/2008 09:22:36
ETAIN POUR SOUDURE INOX CUIVRE
05/01/2011 15:56:49 - ESTHI
Réponses : 5
Affichages : 24065
Affichages : 24065
motobek1960
19/01/2011 00:11:34
Soudures acier-acier au chalumeau
14/07/2006 13:41:36 - marielle
Réponses : 8
Affichages : 18609
Affichages : 18609
Question Posée Au secours .... soudure acier avec poste oxy-acéthylène
09/07/2013 09:43:29 - cali32
Réponses : 8
Affichages : 3852
Affichages : 3852
Dominique ADMIN
12/07/2013 04:48:55
Question Posée Souder de l'inox et de l'acier ensemble sur un voilier.
11/01/2016 13:58:07 - annegaelle
Réponses : 5
Affichages : 3343
Affichages : 3343
jacky111
21/01/2016 22:59:54
Soudabilité acier galvanisé avec apport inox
27/04/2009 15:52:39 - ulysse83
Réponses : 2
Affichages : 6837
Affichages : 6837
ulysse83
03/05/2009 07:27:40
Soudure TIG sur Acier
10/08/2010 14:16:56 - Divxera
Réponses : 6
Affichages : 5558
Affichages : 5558
Admin dusweld1
22/08/2010 05:08:10
Comment souder deux arbres en acier bout a bout
18/02/2008 20:05:07 - andre30
Réponses : 13
Affichages : 12751
Affichages : 12751
BLONDIN2170
30/10/2016 08:40:32
Métal d'apport pour l'acier corten ?
02/07/2004 10:47:16 - donik
Réponses : 10
Affichages : 37169
Affichages : 37169
galette15
30/06/2020 17:38:41
Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
10/10/2017 18:33:03 - dscwelder
Réponses : 21
Affichages : 4056
Affichages : 4056
dany 62
20/02/2019 16:20:55
soudure fonte/acier
23/02/2008 21:18:37 - mhidu72
Réponses : 2
Affichages : 6153
Affichages : 6153
Admin dusweld1
28/02/2008 05:20:56
Question Posée Traitement thermique après soudage et/ou post-chauffage
10/12/2014 17:22:43 - Jupiv
Réponses : 2
Affichages : 3180
Affichages : 3180
Jupiv
15/12/2014 14:26:55
Demande d’aide Matériaux et type de soudure recommandés pour cadre moto
23/04/2019 14:44:38 - LeChardon
Réponses : 34
Affichages : 1141
Affichages : 1141
mecanix
08/11/2020 18:29:14
Question Posée soudure tig inox en alimentaire
24/01/2013 10:17:40 - atelier dynamo
Réponses : 12
Affichages : 9682
Affichages : 9682
BLONDIN2170
28/01/2013 21:23:49