
21 réponses -
Accéder à la dernière réponse
#1


dscwelder En ligne le 17/02/2019 à 17:09 (60 messages sur soudeurs.com)
Sujet : Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
Salut,
Alors voila j'aimerais connaitre vos technique pour préparer votre soudure en tuyauterie inox en radio avec pénétration et donc du jour,
Car on ne peut pas pointer comme le carbone forcément !
Pour ma part j'ai déjà testé :
- Un petit coude au bout du boyau d'azote que le tuyauteur tient en pointant et permet de faire des points sans rochage le top ! mais pas toujours évident voir possible à mettre en pratique.
- Des cavaliers (bout de plat) soudés à l'exterieur du chanfrein mais ça tire beaucoup ...
- Des points "pont" passant par au dessus du chanfrein mais ça tire beaucoup trop cette fois ci !
- Faire une petite chambre avec le film soluble peut être pas mal, mais on en a pas à disposition.
Une autre chose quand ça ce resserre trop, un coup de meule dans le chanfrein le problème c'est que parfois l'inox laisse une bavure qui ne fond pas en soudant.
Si vous avez des solutions ça m'intéresse.
En prenant les cas ou l'ont est par exemple en position, ou il y a 6 mètres de chaque côté et que l'on ne peut pas "retravailler" de l'intérieur du tuyau.

#2


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonsoir dscwelder,
Pour éviter les points rochés, vous pouvez positionner des morceaux de rond inoxydable longueur 5-10mm.
Vous choisissez le diamètre en fonction de vos épaisseurs de tuyauterie et jeu appliqué pour les pointer sur l'extérieur des tubes, positionnés dans le V du chanfrein.
Vous en répartissez entre 3 et 6 (ou plus ) suivant vos diamètres et vous les enlevez à la meule quand vous arrivez dessus lors du soudage.
Cordialement,
#3

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
changer de préparation avec des chanfreins en tulipe sans jour comme ceci. 
#4

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Pour information ce type de préparation ci-dessus est préférentiellement réservé au soudage TIG automatique orbital
Si vous utilisez cette préparation en TIG manuel il faut un talon de 1 mm avec des bords droit de 1,5 mm de chaque côté du chanfrein de la tulipe pour assurer une bonne pénétration.
Attention à l’angle d’ouverture de la tulipe au moins 25° en TIG manuel
Bonne journée.
Bien cordialement
#5

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
D'accord avec Blondin.
Parmi toutes les solutions empiriques citées plus haut, les meilleures sont les petits ronds inox D6 à D12 placés dans le chanfrein pour les petits diamètres.
Et les petits plats inox placés en cavalier pour les grands diamètres.
On fait sauter ronds ou plats à la meule en avançant.
Avec le problème de la gestion du scotch alu ou papier qui brûle, se décolle...
C'est long et fastidieux, et à chaque fois que l'on utilise la meule, on pollue la chambre et il faut attendre que l'inertage soit correct avant de reprendre la progression de la soudure.
La meilleure solution technique pour le pointage et le soudage reste le mariage des clamps, des chambres (en disques ou à vessies) et d'un moniteur de purge.
Mais toujours avec du scotch alu ou papier.




Il existe de nombreux modèles pour tous diamètres et applications.
L'investissement est conséquent mais il est vite amorti en vitesse, qualité et confort.
Je vois encore trop souvent des tuyauteurs et soudeurs sur chantier et même en atelier, réaliser leurs assemblages à deux (perte de temps, imprécisions), et leurs inertages avec des bouts de carton, des disques à meuler, des chiffons...
Dans ce pays on travaille encore beaucoup avec la b... et le couteau.
Pour la préparation du joint, une tulipe (!) demande un outillage spécifique (chanfreineuse).
Une tulipe à la meule c'est du grand art.
Un chanfrein habituel est suffisant, à partir de 80° pour les petites épaisseurs en allant vers 60° avec l'épaisseur qui augmente.
Le retrait étant très important en inox (ça tire !), il convient de laisser un jour important de 3 mm minimum (après pointage).
Avec un talon de 1 à 2 mm suivant l'épaisseur et le jour.
Pour le pointage la meilleure solution pour limiter le retrait, est de le réaliser des points pénétrants (des petits cordons de 15 à 30 mm) directement en fond de chanfrein.
Faciles à réaliser avec l'outillage décrit plus haut.
Cordialement,
#6
dscwelder En ligne le 17/02/2019 à 17:09 (60 messages sur soudeurs.com)
Salut,
Merci pour vos réponses, effectivement j'avais déjà testé les ronds pleins dans le chanfrein mais je n’étais pas satisfait, ça tirait trop, je n'avais surement pas souder suffisamment le morceau.
je travaille dans une assez grosse boite et c'est tout au scotch et disque à tronçonner lol
#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
C’est pourtant une technique très usitée en milieu tuyauterie nucléaire sur acier inoxydable sur diamètre supérieur à DN50 et épaisseur supérieure à 6 mm pour assurer un agrafage sans retrait intempestif.
Bien cordialement
#8
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Le coup de meule pour faire sauter le petit rond va introduire de l'air et des poussières de meulage dans la chambre.
Ces petits ronds prennent plus de temps et sont moins efficaces que des points pénétrants pour conserver le jour et assurer la pénétration.
Beaucoup de tuyauteries reculent aussi devant le coût des chambres (1 par diamètre !), des clamps et des testeurs de gaz.
Et il y a beaucoup de "pertes" de matériel sur les chantiers
Pourtant les gains de temps et de qualité sont évidents.
Cordialement
#9
Bonsoir SavoirFer,
OK pour les points pénétrants si tu as à faire à un soudeur qui assure grave sur les reprises et bouclages des points en pénétration.
Beaucoup de soudeurs professionnels que je rencontre meulent les départs et fins de leurs points pénétrants pour assurer la fusion des points.
Donc ils polluent aussi l’intérieur de leur inertage par l’air de la meule et sont obligés d’attendre le renouvellement du chambrage pendant trois à cinq minutes avant de reprendre le soudage.
J’ai qu’en même une petite préférence pour les pointages avec des ronds
Bien amicalement
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par SavoirFer
Bonjour,
Le coup de meule pour faire sauter le petit rond va introduire de l'air et des poussières de meulage dans la chambre.
Ces petits ronds prennent plus de temps et sont moins efficaces que des points pénétrants pour conserver le jour et assurer la pénétration.
Beaucoup de tuyauteries reculent aussi devant le coût des chambres (1 par diamètre !), des clamps et des testeurs de gaz.
Et il y a beaucoup de "pertes" de matériel sur les chantiers
Pourtant les gains de temps et de qualité sont évidents.
Cordialement
Bonsoir SavoirFer,
OK pour les points pénétrants si tu as à faire à un soudeur qui assure grave sur les reprises et bouclages des points en pénétration.
Beaucoup de soudeurs professionnels que je rencontre meulent les départs et fins de leurs points pénétrants pour assurer la fusion des points.
Donc ils polluent aussi l’intérieur de leur inertage par l’air de la meule et sont obligés d’attendre le renouvellement du chambrage pendant trois à cinq minutes avant de reprendre le soudage.
J’ai qu’en même une petite préférence pour les pointages avec des ronds
Bien amicalement
#10
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
L’utilisation de cavaliers pointés sur les génératrices externes des tubes à proximité du joint n’est absolument pas une bonne technique !
Vous allez dire pourquoi ?
Je vous réponds :
Parce que vous êtes obligé d’enlever les cavaliers et de supprimer les points de soudure réalisés sur la peau du tube et de faire obligatoirement un contrôle de surface par ressuage pour l’inox ou magnétoscopie pour le carbone pour vérifier l’intégrité du tube.
Bien cordialement
#11
dscwelder En ligne le 17/02/2019 à 17:09 (60 messages sur soudeurs.com)
Bonsoir,
Donc il est préférable de les pointer, juste à l'extrémité du chanfrein, de sorte à recharger la partie meuler ou refondre le surplus de matière avec la passe de finition par exemple non ?
#12
BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonsoir dscwelder,
Oui, sur l'arête du chanfrein.
Normalement, si vous tapez bien à la meuleuse sur le bord du rond et non sur le tube, aucun rechargement à prévoir.
Et dans le pire des cas, comme vous dites, vous débordez un peu si besoin lors de la passe de finition.
Cordialement,
#13
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour et bonne semaine à tous,
[QUOTE]L’utilisation de cavaliers pointés sur les génératrices externes des tubes à proximité du joint n’est absolument pas une bonne technique !
Vous allez dire pourquoi ?
Je vous réponds :
Parce que vous êtes obligé d’enlever les cavaliers et de supprimer les points de soudure réalisés sur la peau du tube et de faire obligatoirement un contrôle de surface par ressuage pour l’inox ou magnétoscopie pour le carbone pour vérifier l’intégrité du tube.
Ressuage ou magnétoscopie, si on se place dans un cadre normatif stricte (nucléaire...)
Dans le cas général, un p'tit coup d'meule propre sur le point et le tour est joué ! Ni vu ni connu par Monsieur l''Inspecteur.
Quand il y en a un.
Ces cavaliers ne sont à utiliser que pour les grands diamètres sans contrôle sévère, car ils sont encombrants pour la progression en pénétration TIG et gênants pour l'inertage..
Amicalement
#14
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour à tous,
Voici un exemple en photo d’un pointage avec rond dans le chanfrein sur tube carbone manganèse

Pour un tube DN50 en position PH ou HL045
il faut placer soit 3 ronds
Un à 3H
Un à 9H
Un à 12H
soit 4 ronds
Un à 4H
Un à 8H
Un à 11H
Un à 13H
Bien cordialement
#15
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Voici une autre photo de pointage de tube inoxydable avec rond en acier inoxydable

Le jeu entre tubes me semble un peu trop faible
Toutefois l’angle d’ouverture du chanfrein est de 80° / 90°
Bien cordialement
#16
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Dominique,
[QUOTE]Le jeu entre tubes me semble un peu trop faible
Toutefois l’angle d’ouverture du chanfrein est de 80° / 90°
Un chanfrein taillé à la hache.
Je souhaite bien du plaisir au soudeur, s'il s'agit d'une pénétration radio.
Pas assez de jour et un angle qui va s'amenuisant en allant vers le fond du chanfrein.
Le contraire d'un chanfrein en tulipe.
C'est le type de joint qui nécessite une préparation irréprochable et donc l'achat d'une chanfreineuse.
...Et de clamp, et de systèmes d'inertage et de contrôles performants.
Cordialement
#17
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir SavoirFer,
Je suis complètement d’accord avec toi
Chanfreins réalisés sans soins à la meule
Je ne voulais qu’imager aux lecteurs le pointage avec un rond dans le chanfrein
J’ai grand mal à trouver des photographies pour représenter graphiquement nos différents propos.
Bien amicalement
#18
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Dominique,
[QUOTE]Je ne voulais qu’imager aux lecteurs le pointage avec un rond dans le chanfrein
J’ai grand mal à trouver des photographies pour représenter graphiquement nos différents propos.
Je reviens sur cette discussion qui m'avait donné l'idée de réaliser une éprouvette de démonstration regroupant les 3 moyens les plus courants d'assembler un joint de tubes.
J'ai pu la réaliser à l'ICAM de Nantes.
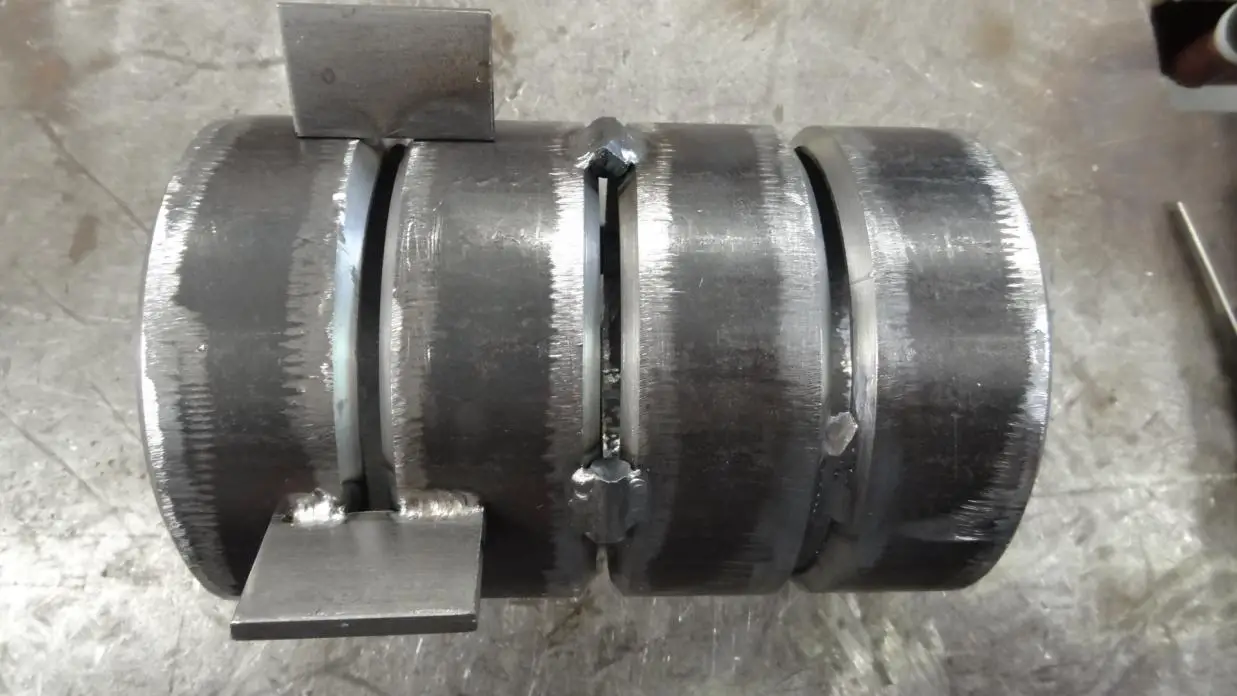
Je détaille la réalisation de ces assemblage dans cette discussion.
Amicalement,
#19

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
SavoirFer , pour le chanfrein taillé a la hache, même si il n'est pas bon dans la forme; il est réalisé a peu près proprement.
Le prix d'une machine a dresser est assez conséquent comme le matériel d'inertage.
Pour les chanfreins en tulipe , je pointe les tubes et j'attaque avec un disque a meuler sur la tranche. Je vérifie la profondeur a la jauge et le tour est joué.
Pour l'inertage je me fabrique des "souris" avec des disques d'EPDM ép 4mm et du contre plaqué ép 5mm , ça marche bien.
Il est bon de savoir que les capteurs des détecteurs d'oxygène sont a changer tout les 12/18 mois, ce qui est a ajouter au prix d'achat.
Cordialement
#20
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Yann,
Pour les moyens employés, tout dépendra du niveau de qualité et de rentabilité attendu.
Et de la représentation que l'on a du métier.
S'il s'agit d'un gros chantier de tuyauterie "radio" il faudra en passer par :
- Des coupes-tubes électriques, faciles à transporter, qui permettent une coupe rapide et parfaitement dressée.
L'alternative étant la bande à tracer et la tronçonneuse.
On n'est pas du tout dans les mêmes temps et qualités.


- Des chanfreineuses à tubes, légères, qui sculptent un chanfrein avec talon, en moins de 2 minutes.

Pour des entreprises spécialisées en tuyauterie, ces matériels sont rapidement amortis et soulagent fortement la santé de leurs salariés.
L'alternative étant la meuleuse d'angle, voire la D230 !
Avec pour résultats des "trucs dans l'oeil", de la surdité, des poumons encalaminés, des brûlures, des coupures, et éventuellement une opération du canal carpien...
J'ai pratiqué la tuyauterie de toutes ces façons et je milite pour l'achat de ces machines avec pour objectifs : Santé, qualité, rentabilité.
Bien cordialement,
#21
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
[QUOTE]Pour un tube DN50 en position PH ou HL045
il faut placer soit 3 ronds
Un à 3H
Un à 9H
Un à 12H
Ce type de pointage, à 3 points, est parfaitement réalisable pour la préparation d'un joint en vue du passage d'une QS.
Beaucoup de formation en soudage en font la démonstration, mais avec des points répartis à 120° l'un de l'autre.
Et pourtant le pointage à 3 points n'est jamais réalisé dans la pratique de l'assemblage en tuyauterie.
Quel que soit le diamètre.
Quand un tuyauteur pointe (ou fait pointer) son tuyau, il réalisera toujours au minimum 4 points (ou des multiples de 4 pour les grands diamètres).
Pour la raison simple qu'il doit régler et contrôler son assemblage à partir de ses axes.
On pointe toujours un tube sur ses axes.
Exemple pour un assemblage en PH :
- Point N°1, à 6h00
- Point N°2, à 12H00 avec contrôle horizontal
- Points N°3 et 4, à 3h00 et 9h00, avec contrôle latéral.
3 points ne permettent pas de "régler" le tube, et de maintenir ce réglage en cours de soudage.
Cordialement,
#22

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,
Pour le pointage à mes début j'utilisais des ronds que ce soit pour l'inox ou l'acier.
Après avoir perdu assez de temps à enlever les ronds à la meule, j'ai changé de stratégie :
Pour le MAG des points pénétrés de 1 cm que je fais sauter au fur et à mesure de l'avancement.
Par contre pour le TIG des points de 1,5 cm que je blanchi au fur et a mesure de l'avancement.
Je peux vous garantir être conforme en radio ,"depuis le temps".
Selon le diamètre du tube et l’épaisseur entre 2.5 et 3.2 mm de jour avec un talon de 0.5 mm.
Pour les tous petits diamètres une baguette de 2 fera l'affaire.
Cordialement,
Sujets connexes les plus populaires
Demande de conseils pour Soudage acier sur galva
09/11/2004 08:23:09 - a2873770
Réponses : 3
Affichages : 26684
Affichages : 26684
Admin dusweld1
08/01/2005 20:00:36
Soudage fonte + inox
14/03/2013 13:14:08 - QCMGazier
Réponses : 8
Affichages : 9398
Affichages : 9398
Gilles_Parent
30/06/2013 03:16:11
Question Posée Soufflures à l'arc avec électrode enrobée basique ?
25/03/2017 20:48:32 - Raoul2003
Réponses : 32
Affichages : 5006
Affichages : 5006
Mr_green13200
28/01/2020 18:34:19
Question Posée Souder un cadre en tube carré 50x50x3
02/06/2014 19:28:57 - mehari68
Réponses : 13
Affichages : 12165
Affichages : 12165
tungstene
18/07/2017 15:47:05
Question Posée réglage pression et débit
08/12/2006 18:55:27 - jldan87
Réponses : 6
Affichages : 18765
Affichages : 18765
mecanix
03/02/2019 17:46:02
Question Posée aspect et couleur soudure tig inox
17/12/2013 16:11:21 - alain1964
Réponses : 46
Affichages : 22470
Affichages : 22470
olivaure
12/09/2021 07:38:13
inox 304l alimentaire ou non?
05/12/2007 20:18:47 - dragan626
Réponses : 3
Affichages : 35237
Affichages : 35237
OC75
31/01/2008 09:22:36
ETAIN POUR SOUDURE INOX CUIVRE
05/01/2011 15:56:49 - ESTHI
Réponses : 5
Affichages : 24065
Affichages : 24065
motobek1960
19/01/2011 00:11:34
Soudures acier-acier au chalumeau
14/07/2006 13:41:36 - marielle
Réponses : 8
Affichages : 18609
Affichages : 18609
Question Posée Au secours .... soudure acier avec poste oxy-acéthylène
09/07/2013 09:43:29 - cali32
Réponses : 8
Affichages : 3852
Affichages : 3852
Dominique ADMIN
12/07/2013 04:48:55
Question Posée Souder de l'inox et de l'acier ensemble sur un voilier.
11/01/2016 13:58:07 - annegaelle
Réponses : 5
Affichages : 3343
Affichages : 3343
jacky111
21/01/2016 22:59:54
Soudabilité acier galvanisé avec apport inox
27/04/2009 15:52:39 - ulysse83
Réponses : 2
Affichages : 6837
Affichages : 6837
ulysse83
03/05/2009 07:27:40
Soudure TIG sur Acier
10/08/2010 14:16:56 - Divxera
Réponses : 6
Affichages : 5558
Affichages : 5558
Admin dusweld1
22/08/2010 05:08:10
Comment souder deux arbres en acier bout a bout
18/02/2008 20:05:07 - andre30
Réponses : 13
Affichages : 12751
Affichages : 12751
BLONDIN2170
30/10/2016 08:40:32
Métal d'apport pour l'acier corten ?
02/07/2004 10:47:16 - donik
Réponses : 10
Affichages : 37169
Affichages : 37169
galette15
30/06/2020 17:38:41
Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
10/10/2017 18:33:03 - dscwelder
Réponses : 21
Affichages : 4056
Affichages : 4056
dany 62
20/02/2019 16:20:55
soudure fonte/acier
23/02/2008 21:18:37 - mhidu72
Réponses : 2
Affichages : 6153
Affichages : 6153
Admin dusweld1
28/02/2008 05:20:56
Question Posée Traitement thermique après soudage et/ou post-chauffage
10/12/2014 17:22:43 - Jupiv
Réponses : 2
Affichages : 3180
Affichages : 3180
Jupiv
15/12/2014 14:26:55
Demande d’aide Matériaux et type de soudure recommandés pour cadre moto
23/04/2019 14:44:38 - LeChardon
Réponses : 34
Affichages : 1141
Affichages : 1141
mecanix
08/11/2020 18:29:14
Question Posée soudure tig inox en alimentaire
24/01/2013 10:17:40 - atelier dynamo
Réponses : 12
Affichages : 9682
Affichages : 9682
BLONDIN2170
28/01/2013 21:23:49