25 réponses -
Accéder à la dernière réponse
#1


ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Sujet : Question Posée Quelle intensité pour la soudure d'un fond sur tube ?
Bonjour à tous,
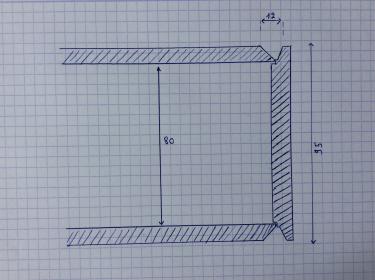
Considérant que je dois souder un fond (10 mm d'épaisseur) au bout d'un tube de vérin (diamètre 80 int -95 ext, ), acier St52 pour ces deux composants, chanfreins en V, combien de passes devrais-je réaliser pour effectuer cette soudure à l'aide de mon Mig 250, fil SG2 de 1.0 mm, et avec quelle intensité (donc vitesse de fil) pour chaque passe ?
Merci d'avance pour vos réponses :)
#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir,
Un croquis explicatif motivera certainement les troupes
Vous utilisez quel type de gaz de soudage ?
Bien cordialement,
#3

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,les soudures se font elles en position ou en rotation....
#4
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Bonjour,
La soudure se fera sur vireur (non motorisé). Le gaz utilisé est du stargon C15 de Praxair (85% Argon, 15% CO2).
D’avance merci :)
#5
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ptinut
Pour de la tôle de 12 mm en acier S355K2+N à plat
Avec du fil plein massif diamètre 1,2 mm
Courant lisse
6 / 7 Mètres par minute (vitesse de dévidage de fil)
200 / 230 ampères (intensité de soudage)
22 / 24 Volts (tension de soudage)
20 / 25 cm / minute (vitesse de soudage)
3 couches
Diminuer l’intensité en dernière passe pour ne pas effondrer le bord du disque ou plaquer un disque en cuivre pour absorber l’énergie de soudage
Bien cordialement
#6
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Bonjour Dominique,
merci pour ces renseignements plus que complets. Par contre pour avoir déjà essayé ces paramètres ( vitesse de dévidage de plus ou moins 10 m/ min en 1 mm) , j’ai assez de difficultés de ne pas me laisser dépasser par le bain de fusion , surtout que la surface est arrondie (soit le bain de fusion dépasse en coulant vers l’avant, soit il s’accumule en arrière de la soudure en formant une sur épaisseur). Il y aurait il un moyen de remédier à cela ? Dois je tourner le vireur beaucoup plus rapidement pour ne laisser qu’ un dépôt minime ? Est ce que travailler en mode short arc pour un meilleur contrôle pourrait assurer une pénétration correcte ?
cordialement
#7
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Je vous souhaite bon courage,avec ce type de gaz,et de plus avec un vireur non motorisé.
Il vous sera difficile d'avoir une soudure acceptable .
Il est évident qu'il vous faudra au moins trois passes et plus selon la finition voulu.
Je commencerais par une pénétration entre 5 et 7 mètre par minute donc entre 19.5 et 21 volts.
Ensuite la passe de remplissage entre 9 et 11 mètres par minutes et dont 25 et 28 volts.
Et pour finir deux passes de finition dans les paramètres précédents.
J'ai quelques réalisations sur mon blog aller y jetez un œil.
Cordialement.
#8


BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Bonjour ptinut,
Vu votre faible diamètre, il faut éviter d'être trop chaud afin d'éviter le coulement du bain de fusion en avant (MF) ou arrière ( bombé) comme vous avez déjà experimenté.
Donc personnellement, je trouve que les paramètres déjà cités sont trop important pour cette configuration.
Je vous conseille de ne pas dépasser 170A (vitesse de fil selon votre diamètre de métal d'apport) et 26/27V (au plus bas du spray arc).
Le cours circuit (ou short arc) n'est pas nécessaire car vous n'avez pas de risques d'effondrement en première passe dû à votre préparation des bords.
Avec le chanfrein de 12mm de large, je vous conseille en dernière passe ces mêmes paramètres avec certainement une vitesse d'avance moindre si une petite oscillation est nécessaire pour bien fondre les 2 bords. Par contre, à réaliser une fois que la température de la pièce est à moins de 100°C afin d'éviter les effondrements.
ATTENTION, vous ne devez pas souder au sommet (12h00) mais juste avant ou après pour que la solidification du bain de fusion se réalise au point le plus haut.
Je vous conseille donc, comme vous n'avez pas de positionneur motorisé de vous faire aider pour la rotation.
Une personne avec une cagoule qui gerera la vitesse de rotation afin que la solidification du bain soit au point le plus haut.
Cordialement,
#9
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Je suis d’accord avec Dany62
Ce n’est pas facile à réaliser sur un vireur non motorisé
Sur un vireur non motorisé il faut réaliser chaque passe de soudure par demi diamètre de tube ou 180° de rotation.
Il faut meuler en sifflet pentu le démarrage et la fin du cordon avant de faire la reprise
Chaque cordon est blanchi et profilé à la meule avant d’attaquer la suite du soudage
Bien cordialement
#10
Bonjour
J'ai vérifié les données dans ma base
Je me suis trompé de type de pièce
Pour du tube 89 x 10 mm voici les infos à confirmer
Avec du fil plein massif diamètre 1,2 mm
Courant lisse
4 / 5 Mètres par minute (vitesse de dévidage de fil)
155 / 175 ampères (intensité de soudage)
20 / 22 Volts (tension de soudage)
12 / 15 cm / minute (vitesse de soudage)
3 couches
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par BLONDIN2170
Bonjour ptinut,
Vu votre faible diamètre, il faut éviter d'être trop chaud afin d'éviter le coulement du bain de fusion en avant (MF) ou arrière ( bombé) comme vous avez déjà experimenté.
Donc personnellement, je trouve que les paramètres déjà cités sont trop important pour cette configuration.
Je vous conseille de ne pas dépasser 170A (vitesse de fil selon votre diamètre de métal d'apport) et 26/27V (au plus bas du spray arc).
Le cours circuit (ou short arc) n'est pas nécessaire car vous n'avez pas de risques d'effondrement en première passe dû à votre préparation des bords.
Avec le chanfrein de 12mm de large, je vous conseille en dernière passe ces mêmes paramètres avec certainement une vitesse d'avance moindre si une petite oscillation est nécessaire pour bien fondre les 2 bords. Par contre, à réaliser une fois que la température de la pièce est à moins de 100°C afin d'éviter les effondrements.
ATTENTION, vous ne devez pas souder au sommet (12h00) mais juste avant ou après pour que la solidification du bain de fusion se réalise au point le plus haut.
Je vous conseille donc, comme vous n'avez pas de positionneur motorisé de vous faire aider pour la rotation.
Une personne avec une cagoule qui gerera la vitesse de rotation afin que la solidification du bain soit au point le plus haut.
Cordialement,
Bonjour
J'ai vérifié les données dans ma base
Je me suis trompé de type de pièce
Pour du tube 89 x 10 mm voici les infos à confirmer
Avec du fil plein massif diamètre 1,2 mm
Courant lisse
4 / 5 Mètres par minute (vitesse de dévidage de fil)
155 / 175 ampères (intensité de soudage)
20 / 22 Volts (tension de soudage)
12 / 15 cm / minute (vitesse de soudage)
3 couches
#11
BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Bonjour Dominique,
A 20/22V avec un fil de Ø1.2mm vous avez quel régime de transfert ?
Cordialement,
#12
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Un transfert par court circuit
Cordialement
#13
BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Dominique,
Je pense qu'un remplissage en court circuit est un peu risqué sur les MF entre passes et sur les bords du chanfrein.
Un réglage en PA assez faible avec la bonne position de la torche serait certainement plus adapté.
Cordialement,
#14
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour BLONDIN2170
Oui vous avez raison il faudra être très prudent
Le choix du courant pulsé serait plus judicieux pour ce tube
Mais je n’ai pas de réglages en courant pulsé pour ce type de configuration peu usité
Bien cordialement
#15
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Je suis d'accord ,je revois les paramètres a la baisse.
Pour les passes de remplissage essayez en cours circuit inférieur a 170 ampéres.
Je vous conseille à nouveau 6 et 7,2 mètres minutes avec une tension de de 21 volts
C'est vrai que pour un diamètre d'a peine 90mm cela fait
beaucoup sans vireur motorisé
. 
voici une réalisation dans les paramètres indiqués plus haut,
c'est un diamètre de tube. un peu plus gros.
#16
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Bonjour à tous et merci pour vos réponses :)
j'en conclus qu'il faudrait que je sois en mode spray arc mais avec des valeurs minimales pour ce type de transfert . A ce propos , j'envisage dans un avenir plus ou moins proche d'acheter un nouveau poste à souder. J'hésitais entre un Promig 400-4S de Gys ou un Neopulse 300 , toujours dans la même marque. Au vu de vos remarques précédentes, le Neopulse ne serait il pas plus indiqué pour travailler en spray arc avec des vitesses de fil plus confortables (même si sa puissance est moins élevée ) ? J'ai une utilisation de maximum 2-3h de travail par semaine.
Cordialement
#17

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Pour obtenir un spray arc très chaud et pénétrant, sans apporter trop de matière, il vous suffit de passer sur un diamètre de fil de 0,8 mm.
Ce sera sans douleur pour votre MIG 250 (le poste, pas l'avion), qui est calibré pour ce fil.
Avec par exemple ces paramètres à affiner ci-dessous.
1ère passe : 9 m/mn sous 20 V
2ème et 3ème passes : 14 m/mn sous 22 V
Pour réaliser un 360° sur votre positionneur vous pointez un bout de rond ou tube coudé, genre manivelle, au centre de votre fond.
Cordialement,
#18
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Bonjour SavoirFer, merci pour cette réponse , mais il me semblait que pour être en spray arc il fallait une intensité à partir de 200 A . Or d'après les tableaux, il me semble que nous n'atteignons pas ces valeurs en 0.8mm et 9m/min ?
#19
C'est juste, C'est du "globulaire chaud". Mais en spray arc, pour la passe de fond, vous risquez de défoncer le chanfrein, même avec une torche orientée vers le fond, même avec un fil de 0,8 mm.
Comme c'est un assemblage atypique, ça demande des essais.
Le fil de 0,8 mm vous aidera beaucoup à affiner vos réglage et déposera moins de métal pour un arc plus chaud.
Si c'est une opération que vous répétez régulièrement, vous pouvez aussi "automatiser" votre poste de travail en prévoyant un support pour votre main, voire pour votre torche.
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour ptinut,
il me semblait que pour être en spray arc il fallait une intensité à partir de 200 A . Or d'après les tableaux, il me semble que nous n'atteignons pas ces valeurs en 0.8mm et 9m/min
C'est juste, C'est du "globulaire chaud". Mais en spray arc, pour la passe de fond, vous risquez de défoncer le chanfrein, même avec une torche orientée vers le fond, même avec un fil de 0,8 mm.
Comme c'est un assemblage atypique, ça demande des essais.
Le fil de 0,8 mm vous aidera beaucoup à affiner vos réglage et déposera moins de métal pour un arc plus chaud.
Si c'est une opération que vous répétez régulièrement, vous pouvez aussi "automatiser" votre poste de travail en prévoyant un support pour votre main, voire pour votre torche.
Cordialement,
#20
Bonjour ptinut,
Le spray arc est vite accessible en montant la tension (hauteur d'arc).
Pour info, avec un fil Ø1mm ER316L, j'ai déjà été en spray arc à 130A sans problème, en courant lisse ou pulsé.
Cordialement,
BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Envoyé par ptinut
Bonjour SavoirFer, merci pour cette réponse , mais il me semblait que pour être en spray arc il fallait une intensité à partir de 200 A . Or d'après les tableaux, il me semble que nous n'atteignons pas ces valeurs en 0.8mm et 9m/min ?
Bonjour ptinut,
Le spray arc est vite accessible en montant la tension (hauteur d'arc).
Pour info, avec un fil Ø1mm ER316L, j'ai déjà été en spray arc à 130A sans problème, en courant lisse ou pulsé.
Cordialement,
#21
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Bonjour à tous ,
merci pour toutes vos réponses, mais je dois bien avouer que ça part un peu dans toutes les directions et que j' ai du mal à me faire une idée précise au final :confused: je pensais qu'on ne pouvait obtenir de spray arc en dessous de 200 A ( mis à part en courant pulsé) et que le mode globulaire était déconseillé
#22
BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Bonjour ptinut,
Le plus sûr, serait de faire des essais avec votre générateur et votre fil afin de descendre au plus bas l'intensité tout en restant en spray arc.
C'est vrai que d'une marque de générateur à un autre, cela peut varier.
Donc avec un fil diamètre 1,0 mm ou inférieur comme vous a précisé SavoirFer sur un chanfrein similaire et baisser les paramètres électriques au plus bas tout en évitant le court circuit et régime intermédiaire (grosse goutte).
Cordialement,
#23
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
merci Blondin270 pour ces précisions ! mais comment pourrais je savoir que je suis en mode spray arc et pas en globulaire ou short arc ? actuellement je soude souvent avec du 1mm en 5m/min, je n'ai pratiquement pas de projections et au "bruit" ça me semble pas mal , mais je ne saurais déterminer dans quel mode je suis ...
#24
BLONDIN2170 En ligne le 24/03/2026 à 09:43 (1224 messages sur soudeurs.com)
Bonsoir ptinut,
Les régimes de transfert sont fonction de la tension (V) de soudage et non de la vitesse de devidage ou amperage (A).
Voici un très bon document du site sur le sujet :
http://www.soudeurs.com/site/les-modes-de-transfert-darc-en-mag-gmaw-selon-le-diametre-de-fil-et-la-tension-de-soudage-364/
Bonne lecture.
Cordialement,
#25
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
Merci pour ces informations complémentaires Blondin270 :)
#26
ptinut En ligne le 19/03/2018 à 15:37 (25 messages sur soudeurs.com)
j'aurais une dernière question, les valeurs de tensions dans ce document sont elles mesurées à vide ou alors en soudant ?
Sujets connexes les plus populaires
Demande de conseils pour Soudage acier sur galva
09/11/2004 08:23:09 - a2873770
Réponses : 3
Affichages : 26684
Affichages : 26684
Admin dusweld1
08/01/2005 20:00:36
Soudage fonte + inox
14/03/2013 13:14:08 - QCMGazier
Réponses : 8
Affichages : 9398
Affichages : 9398
Gilles_Parent
30/06/2013 03:16:11
Question Posée Soufflures à l'arc avec électrode enrobée basique ?
25/03/2017 20:48:32 - Raoul2003
Réponses : 32
Affichages : 5006
Affichages : 5006
Mr_green13200
28/01/2020 18:34:19
Question Posée Souder un cadre en tube carré 50x50x3
02/06/2014 19:28:57 - mehari68
Réponses : 13
Affichages : 12165
Affichages : 12165
tungstene
18/07/2017 15:47:05
Question Posée réglage pression et débit
08/12/2006 18:55:27 - jldan87
Réponses : 6
Affichages : 18765
Affichages : 18765
mecanix
03/02/2019 17:46:02
Question Posée aspect et couleur soudure tig inox
17/12/2013 16:11:21 - alain1964
Réponses : 46
Affichages : 22470
Affichages : 22470
olivaure
12/09/2021 07:38:13
inox 304l alimentaire ou non?
05/12/2007 20:18:47 - dragan626
Réponses : 3
Affichages : 35237
Affichages : 35237
OC75
31/01/2008 09:22:36
ETAIN POUR SOUDURE INOX CUIVRE
05/01/2011 15:56:49 - ESTHI
Réponses : 5
Affichages : 24065
Affichages : 24065
motobek1960
19/01/2011 00:11:34
Soudures acier-acier au chalumeau
14/07/2006 13:41:36 - marielle
Réponses : 8
Affichages : 18609
Affichages : 18609
Question Posée Au secours .... soudure acier avec poste oxy-acéthylène
09/07/2013 09:43:29 - cali32
Réponses : 8
Affichages : 3852
Affichages : 3852
Dominique ADMIN
12/07/2013 04:48:55
Question Posée Souder de l'inox et de l'acier ensemble sur un voilier.
11/01/2016 13:58:07 - annegaelle
Réponses : 5
Affichages : 3343
Affichages : 3343
jacky111
21/01/2016 22:59:54
Soudabilité acier galvanisé avec apport inox
27/04/2009 15:52:39 - ulysse83
Réponses : 2
Affichages : 6837
Affichages : 6837
ulysse83
03/05/2009 07:27:40
Soudure TIG sur Acier
10/08/2010 14:16:56 - Divxera
Réponses : 6
Affichages : 5558
Affichages : 5558
Admin dusweld1
22/08/2010 05:08:10
Comment souder deux arbres en acier bout a bout
18/02/2008 20:05:07 - andre30
Réponses : 13
Affichages : 12751
Affichages : 12751
BLONDIN2170
30/10/2016 08:40:32
Métal d'apport pour l'acier corten ?
02/07/2004 10:47:16 - donik
Réponses : 10
Affichages : 37169
Affichages : 37169
galette15
30/06/2020 17:38:41
Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
10/10/2017 18:33:03 - dscwelder
Réponses : 21
Affichages : 4056
Affichages : 4056
dany 62
20/02/2019 16:20:55
soudure fonte/acier
23/02/2008 21:18:37 - mhidu72
Réponses : 2
Affichages : 6153
Affichages : 6153
Admin dusweld1
28/02/2008 05:20:56
Question Posée Traitement thermique après soudage et/ou post-chauffage
10/12/2014 17:22:43 - Jupiv
Réponses : 2
Affichages : 3180
Affichages : 3180
Jupiv
15/12/2014 14:26:55
Demande d’aide Matériaux et type de soudure recommandés pour cadre moto
23/04/2019 14:44:38 - LeChardon
Réponses : 34
Affichages : 1141
Affichages : 1141
mecanix
08/11/2020 18:29:14
Question Posée soudure tig inox en alimentaire
24/01/2013 10:17:40 - atelier dynamo
Réponses : 12
Affichages : 9682
Affichages : 9682
BLONDIN2170
28/01/2013 21:23:49