12 réponses -
Accéder à la dernière réponse
#1


loic61170 En ligne le 24/09/2015 à 18:13 (4 messages sur soudeurs.com)
Sujet : Question Posée Soudage sur une pièce trempée !!!
Bonsoir
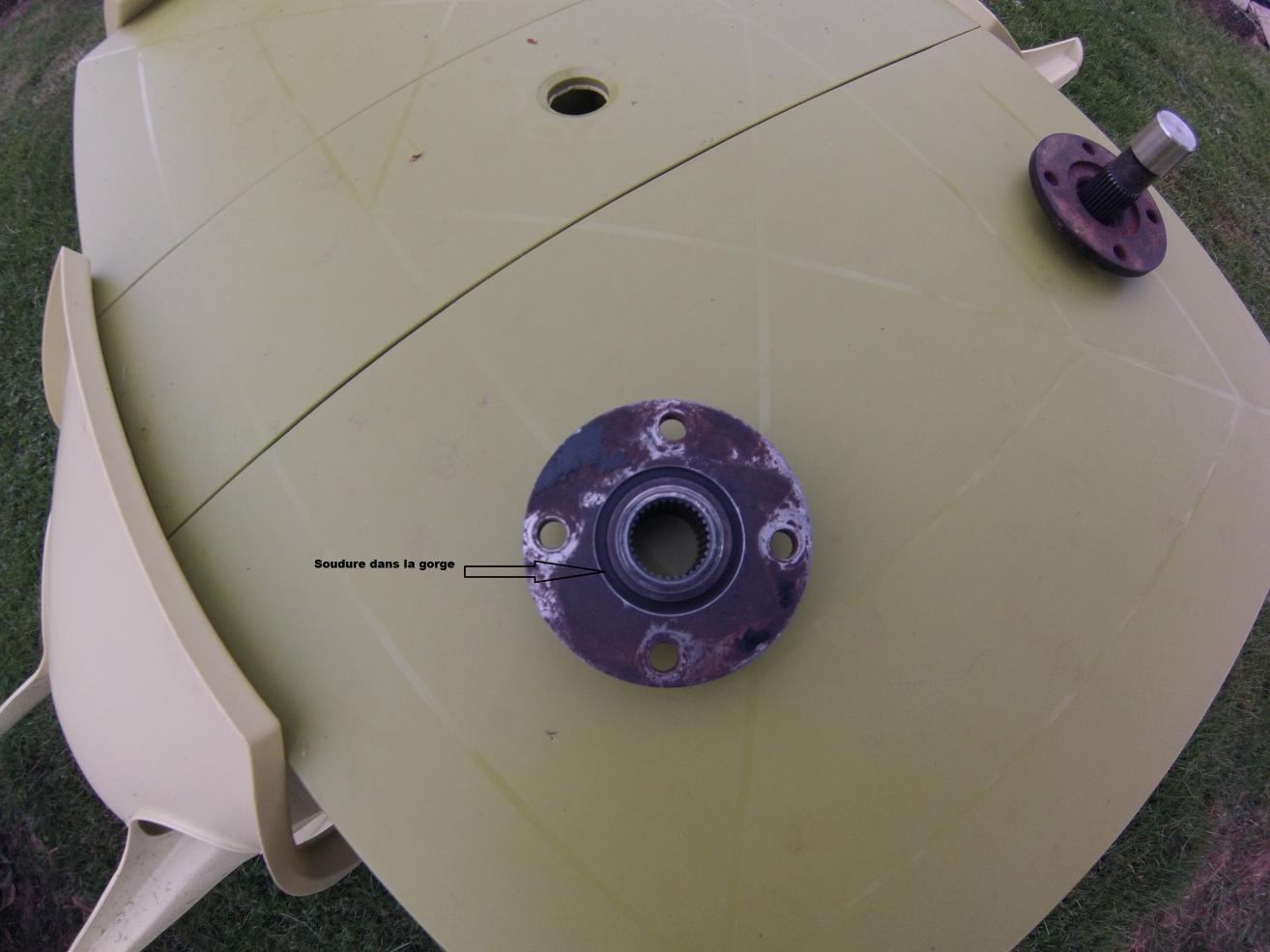
je recherche quelqu'un qui pourrait m'éclairer pour souder sur un arbre primaire d'une boite de vitesse,
Cette pièce est protégée ( Trempée ) il y à que les deux brides qui ne sont pas trempées.
Je suis un jeune soudeur qui à 19 ans, je pratique la soudure depuis environ 5 ans mais je connais pas les caractéristiques pour souder une pièce ( Acier trempé ).
Si quelqu'un peut m'aidez ça serait sympathique ;)
Je possède un semi automatique fil fourré ou avec gaz mais je sais pas si je doit la faire par un autre procédé ( exemple Tig/Mag )
Ps: je vous mes les photos pour vous faire voir comme je procède...


#2
greenmy En ligne le 01/06/2021 à 19:09 (30 messages sur soudeurs.com)
bonsoir loic
sur la photo ce n'est pas un arbre primaire que l'on vois;on dirait une tulipe d'enter ou de sortie d'une boite de transfert (et si c'est le cas,tu souderas ça plus facilement) hormis le problème du centrage pour q'il n'y est pas de vibration , mais c'est faisable (c'est un montage sur un proto 4x4 ???)
bonne soirée
#3
Bonjour alors c'est bien un arbre de sortie de boite de vitesse, Donc je peut le faire avec un Semi automatique avec gaz ou sans ? ( Fil Fourré ). Donc déjà je suis obliger ( enfin préférable) de chauffer ma pièce entre 300 et 600 degrés. Et une fois souder de la laisser se refroidir lentement.
Y'a t-il un procédé mieux que le Semi Automatique car je veux que ça soie étanche, j'ai penser au tig mais je mis connais pas trop ...
Puisque mes brides sont enclencher dans mon axe primaire de ma boite de vitesse et qu'il sont boulonnées es que je doit souder mes deux brides ensembles ? c'est la grande question ;) Pour mon centrage ça c'est réglé ^_^ je sais comment faire, et oui c'est un proto 4x4 ( Nisan Patrol 3.3 ) .
Merci pour t'a réponse Greenmy
loic61170 En ligne le 24/09/2015 à 18:13 (4 messages sur soudeurs.com)
Envoyé par greenmy
bonsoir loic
sur la photo ce n'est pas un arbre primaire que l'on vois;on dirait une tulipe d'enter ou de sortie d'une boite de transfert (et si c'est le cas,tu souderas ça plus facilement) hormis le problème du centrage pour q'il n'y est pas de vibration , mais c'est faisable (c'est un montage sur un proto 4x4 ???)
bonne soirée
Bonjour alors c'est bien un arbre de sortie de boite de vitesse, Donc je peut le faire avec un Semi automatique avec gaz ou sans ? ( Fil Fourré ). Donc déjà je suis obliger ( enfin préférable) de chauffer ma pièce entre 300 et 600 degrés. Et une fois souder de la laisser se refroidir lentement.
Y'a t-il un procédé mieux que le Semi Automatique car je veux que ça soie étanche, j'ai penser au tig mais je mis connais pas trop ...
Puisque mes brides sont enclencher dans mon axe primaire de ma boite de vitesse et qu'il sont boulonnées es que je doit souder mes deux brides ensembles ? c'est la grande question ;) Pour mon centrage ça c'est réglé ^_^ je sais comment faire, et oui c'est un proto 4x4 ( Nisan Patrol 3.3 ) .
Merci pour t'a réponse Greenmy
#4

jacky111 En ligne le 13/04/2026 à 23:19 (189 messages sur soudeurs.com)
Bonsoir
Je vous donne mon avis mais je peut me tromper.
Le véritable problème c'est qu'en soudant vous allez détremper la pièce dans la ZAT.
Même avec un métal d'apport donnant un dépôt très dur vous ne réglerez pas le problème de la ZAT.
Le mieux à faire c'est de savoir exactement quel métal de base vous soudez, le souder en fonction de ces caractéristiques (métal d'apport, énergie de soudage, gaz...) et le faire tremper comme il se doit (température de trempe, température de revenu si un revenu doit être fait...)
Dans tous les cas c'est très compliqué, ce sera même impossible si vous ne connaissez pas la nuance du métal (tremper un métal d'une nuance inconnue c'est de la roulette russe).
Comme ce n'est pas une pièce destinée à être frappée un métal autotrempant n'est pas pertinent.
La seule véritable échappatoire c'est que cette trempe ne soit pas indispensable à l'endroit de la ZAT.
Bon courage, j'espère que quelqu'un pourra donner une meilleur réponse.
#5
Bonjour, Merci de vous intéressez à mon sujet ;)
Alors le gros soucis c'est que la trempe a du être fait par le constructeur ( Nissan ), et là je suis incapable de vous dire de quel nuance a été trempé la pièce.
J'ai pas envie de faire n'importe quoi, car j'ai déjà fraiser mes arbres pour que mes brides rentres dedans, donc j'ai pas envie de tout gâcher O_o .
Merci en tout cas de m'avoir répondu je cherche toujours mais c'est assez compliqué...
loic61170 En ligne le 24/09/2015 à 18:13 (4 messages sur soudeurs.com)
Envoyé par jacky111
Bonsoir
Je vous donne mon avis mais je peut me tromper.
Le véritable problème c'est qu'en soudant vous allez détremper la pièce dans la ZAT.
Même avec un métal d'apport donnant un dépôt très dur vous ne réglerez pas le problème de la ZAT.
Le mieux à faire c'est de savoir exactement quel métal de base vous soudez, le souder en fonction de ces caractéristiques (métal d'apport, énergie de soudage, gaz...) et le faire tremper comme il se doit (température de trempe, température de revenu si un revenu doit être fait...)
Dans tous les cas c'est très compliqué, ce sera même impossible si vous ne connaissez pas la nuance du métal (tremper un métal d'une nuance inconnue c'est de la roulette russe).
Comme ce n'est pas une pièce destinée à être frappée un métal autotrempant n'est pas pertinent.
La seule véritable échappatoire c'est que cette trempe ne soit pas indispensable à l'endroit de la ZAT.
Bon courage, j'espère que quelqu'un pourra donner une meilleur réponse.
Bonjour, Merci de vous intéressez à mon sujet ;)
Alors le gros soucis c'est que la trempe a du être fait par le constructeur ( Nissan ), et là je suis incapable de vous dire de quel nuance a été trempé la pièce.
J'ai pas envie de faire n'importe quoi, car j'ai déjà fraiser mes arbres pour que mes brides rentres dedans, donc j'ai pas envie de tout gâcher O_o .
Merci en tout cas de m'avoir répondu je cherche toujours mais c'est assez compliqué...
#6

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
moi je souderai ça à l'électrode enrobée avec des électrodes 29/9
#7

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour loic61170,
Pour trouver des informations sur la maintenance et la réparation par soudage, ESAB a édité un recueil très intéressant :
Guide de la réparation et maintenance par soudage - 2ème édition - 130 pages - ESAB
Cordialement,
#8
Merci pour vos réponses, alors pour l'électrode enrobée 29/9 je pense que c'est la meilleur solution c'est bien 29 % Chrome et 9 % Nickel ? il me semble que oui j'apprend cela en ce moment ( études). ;)
Dominique ton guide est génial ! Juste que je sais pas comment je vais trouver la température idéal car ont à bien un calcul mais trop compliqué pour moi O_o
Merci ;)
loic61170 En ligne le 24/09/2015 à 18:13 (4 messages sur soudeurs.com)
Envoyé par Dominique
Bonjour loic61170,
Pour trouver des informations sur la maintenance et la réparation par soudage, ESAB a édité un recueil très intéressant :
Guide de la réparation et maintenance par soudage - 2ème édition - 130 pages - ESAB
Cordialement,
Merci pour vos réponses, alors pour l'électrode enrobée 29/9 je pense que c'est la meilleur solution c'est bien 29 % Chrome et 9 % Nickel ? il me semble que oui j'apprend cela en ce moment ( études). ;)
Dominique ton guide est génial ! Juste que je sais pas comment je vais trouver la température idéal car ont à bien un calcul mais trop compliqué pour moi O_o
Merci ;)
#9

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonjour
Votre pièce n'est pas trempée , je pense plutôt a une céméntation au niveau des canelures et des portées de roulement.
Lors de l'opération de tournage la personne qui a réalisé l'opération pourra vous renseigner sur la duretée du métal et définir approximativement un métal d'apport adéquat.
Les efforts sur ce type de pièce sont assez importants et votre section de cordon devra être suffisante.
Pour le procédé, le MAG sera bien adapté je pense, avec un fil haute résistance.(Je ne connais pas les réf de métal d'apport sur le bout des doigts comme certains ici ;))
Cordialement
#10
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
@yangg la 29/9 c'est pas cadeau genre 75€ le petit étui, mais je pense qu'une bobine de fil fourré avec gaz (cela ne doit exister qu'en grosse bobine, c'est pire du point de vue du prix
#11
spuichaud En ligne le 06/04/2017 à 06:32 (14 messages sur soudeurs.com)
Bonjour,
Je suis d'accord avec jacky111, en soudant sur la pièce trempé vous allez provoquer un recuit dans la ZAT, que seule une autre trempe pourra annuler. Dans ce cas attention au comportement de votre métal d'apport et des brides lors de cette seconde trempe (à voir en fonction de leur compositions chimiques).
Concernant le soudage je vous déconseille le TIG car l'apport de chaleur étant moindre, vous augmenterez le risque d'un refroidissement rapide et donc d'une dureté excessive, voir fissuration à froid. Je vous conseille de souder en semi-auto en régime court-circuit multipasse (ainsi vous provoquerer des revenus des passes précédentes). Evitez le gaz avec CO².
#12

Bonjour
Pour avoir fait ce genre d'operation plusieurs fois je dirais que c'est pas la peine de trop se prendre la tête .
Apres avoir essuyé pas mal de déboires ,
J'ai trouvé une maniere fiable et durable :
Electrodes enrobées Inox 316 (avec un refroidissement lent) .... ça n'a jamais cassé !
Invité
Envoyé par jacky111
Bonsoir
Je vous donne mon avis mais je peut me tromper.
Le véritable problème c'est qu'en soudant vous allez détremper la pièce dans la ZAT.
Même avec un métal d'apport donnant un dépôt très dur vous ne réglerez pas le problème de la ZAT.
Le mieux à faire c'est de savoir exactement quel métal de base vous soudez, le souder en fonction de ces caractéristiques (métal d'apport, énergie de soudage, gaz...) et le faire tremper comme il se doit (température de trempe, température de revenu si un revenu doit être fait...)
Dans tous les cas c'est très compliqué, ce sera même impossible si vous ne connaissez pas la nuance du métal (tremper un métal d'une nuance inconnue c'est de la roulette russe).
Comme ce n'est pas une pièce destinée à être frappée un métal autotrempant n'est pas pertinent.
La seule véritable échappatoire c'est que cette trempe ne soit pas indispensable à l'endroit de la ZAT.
Bon courage, j'espère que quelqu'un pourra donner une meilleur réponse.
Bonjour
Pour avoir fait ce genre d'operation plusieurs fois je dirais que c'est pas la peine de trop se prendre la tête .
Apres avoir essuyé pas mal de déboires ,
J'ai trouvé une maniere fiable et durable :
Electrodes enrobées Inox 316 (avec un refroidissement lent) .... ça n'a jamais cassé !
#13

bingo29 En ligne le 27/12/2020 à 11:38 (56 messages sur soudeurs.com)
bonjour,
Je pense également aux électrodes inox 309L , elles sont pas mal pour les aciers difficile ou de nuances différentes
Sujets connexes les plus populaires
Demande de conseils pour Soudage acier sur galva
09/11/2004 08:23:09 - a2873770
Réponses : 3
Affichages : 26684
Affichages : 26684
Admin dusweld1
08/01/2005 20:00:36
Soudage fonte + inox
14/03/2013 13:14:08 - QCMGazier
Réponses : 8
Affichages : 9398
Affichages : 9398
Gilles_Parent
30/06/2013 03:16:11
Question Posée Soufflures à l'arc avec électrode enrobée basique ?
25/03/2017 20:48:32 - Raoul2003
Réponses : 32
Affichages : 5006
Affichages : 5006
Mr_green13200
28/01/2020 18:34:19
Question Posée Souder un cadre en tube carré 50x50x3
02/06/2014 19:28:57 - mehari68
Réponses : 13
Affichages : 12165
Affichages : 12165
tungstene
18/07/2017 15:47:05
Question Posée réglage pression et débit
08/12/2006 18:55:27 - jldan87
Réponses : 6
Affichages : 18765
Affichages : 18765
mecanix
03/02/2019 17:46:02
Question Posée aspect et couleur soudure tig inox
17/12/2013 16:11:21 - alain1964
Réponses : 46
Affichages : 22470
Affichages : 22470
olivaure
12/09/2021 07:38:13
inox 304l alimentaire ou non?
05/12/2007 20:18:47 - dragan626
Réponses : 3
Affichages : 35237
Affichages : 35237
OC75
31/01/2008 09:22:36
ETAIN POUR SOUDURE INOX CUIVRE
05/01/2011 15:56:49 - ESTHI
Réponses : 5
Affichages : 24065
Affichages : 24065
motobek1960
19/01/2011 00:11:34
Soudures acier-acier au chalumeau
14/07/2006 13:41:36 - marielle
Réponses : 8
Affichages : 18609
Affichages : 18609
Question Posée Au secours .... soudure acier avec poste oxy-acéthylène
09/07/2013 09:43:29 - cali32
Réponses : 8
Affichages : 3852
Affichages : 3852
Dominique ADMIN
12/07/2013 04:48:55
Question Posée Souder de l'inox et de l'acier ensemble sur un voilier.
11/01/2016 13:58:07 - annegaelle
Réponses : 5
Affichages : 3343
Affichages : 3343
jacky111
21/01/2016 22:59:54
Soudabilité acier galvanisé avec apport inox
27/04/2009 15:52:39 - ulysse83
Réponses : 2
Affichages : 6837
Affichages : 6837
ulysse83
03/05/2009 07:27:40
Soudure TIG sur Acier
10/08/2010 14:16:56 - Divxera
Réponses : 6
Affichages : 5558
Affichages : 5558
Admin dusweld1
22/08/2010 05:08:10
Comment souder deux arbres en acier bout a bout
18/02/2008 20:05:07 - andre30
Réponses : 13
Affichages : 12751
Affichages : 12751
BLONDIN2170
30/10/2016 08:40:32
Métal d'apport pour l'acier corten ?
02/07/2004 10:47:16 - donik
Réponses : 10
Affichages : 37169
Affichages : 37169
galette15
30/06/2020 17:38:41
Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
10/10/2017 18:33:03 - dscwelder
Réponses : 21
Affichages : 4056
Affichages : 4056
dany 62
20/02/2019 16:20:55
soudure fonte/acier
23/02/2008 21:18:37 - mhidu72
Réponses : 2
Affichages : 6153
Affichages : 6153
Admin dusweld1
28/02/2008 05:20:56
Question Posée Traitement thermique après soudage et/ou post-chauffage
10/12/2014 17:22:43 - Jupiv
Réponses : 2
Affichages : 3180
Affichages : 3180
Jupiv
15/12/2014 14:26:55
Demande d’aide Matériaux et type de soudure recommandés pour cadre moto
23/04/2019 14:44:38 - LeChardon
Réponses : 34
Affichages : 1141
Affichages : 1141
mecanix
08/11/2020 18:29:14
Question Posée soudure tig inox en alimentaire
24/01/2013 10:17:40 - atelier dynamo
Réponses : 12
Affichages : 9682
Affichages : 9682
BLONDIN2170
28/01/2013 21:23:49