28 réponses -
Accéder à la dernière réponse
#1

tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Sujet : Question Posée Problème soudage angle épaisseurs différentes alu MIG
Bonjour à tous,
Je rencontre actuellement des problèmes de soudabilité au MIG sur de l'aluminium. Voici le topo : j'assemble de la tôle de 4mm en 5751 H111 sur une plat de 15mm en 6060 T6. Le métal d'apport est un 5356 (AG5) Ø1mm et le gaz un argon hélium. De nombreux paramètres ont évolués comme le préchauffage, augmenter l'intensité de soudage, l'angle de la torche, la sur-intensité au démarrage (hotstart), la position du fil par rapport au joint à souder, .... La couche d'alumine a bien été retiré, les pièces sont sèches et non grasses.
Malgré cela, il n'y a quasi aucune pénétration sur la pièce en 15mm (voir coupe macro ci après). L'assemblage est initialement assemblé à 90°, nous avons martelé pour plier l'ensemble, la soudure semblait etre bonne mais d'après moi la macro révèle un collage.

J'avoue manquer de solutions pour ce problème, j'ai pourquoi j'aimerai connaitre vos points de vues et remarques.
Pour moi la dernière piste à essayer est de passer en fil de Ø1.2 mm
Merci pour votre aide.
#2


tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
vous travaillez en mode pulsé?
Quand à augmenter le diamètre du fil je ne pense pas que ce soit la solution sauf si vous êtes à fond en vitesse de dévidage.
Quand on manque de pénétration il faut augmenter le voltage et surtout avoir un arc très court. Si vous êtes en mode synergique, il faut corriger celle-ci pour raccourcir l'arc.
Enfin il ne faut pas chercher à avoir un aspect TIG en MIG, en raccourcissant l'arc votre cordon serait plus "rugueux" mais vous augmenterez la pénétration et surtout la compacité.
Faites gaffe outre la pénétration on peut se retrouver avec de splendides soufflures en interne.
Il faut faire des contrôles destructifs sur tout sa longueur pour vérifier que la soudure est saine.
Et je parle par expérience entre autres pour des soudures en 7020 de tôles de 12mm sur des blocs de plus de 80mm.
Bien réglé, sans préchauffage, et avec de l'argon pour peut arriver à pénétrer de plus de 5mm en fond d'angle (torche presque à 90° et en poussé) jamais en tiré sur l'alu
#3

pass79 En ligne le 05/07/2020 à 09:09 (5 messages sur soudeurs.com)
bonjour,
augmenter diametre du fil ne résoudra pas le probléme comme dit tungstene à vu d'œil manque de préchaufage ( monter a environ 100 a 150 degré) pour commencer ,réglage de la dynamique ( transfere de goutte), passer en réglage manuel
#4


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Envoyé par tungstene
Bonsoir Tungstène,
le 7020 du coté de Toulon, de la tôle 12 mm sur des blocs de plus de 80 mm, que de souvenirs du coté de la Seyne sur mer,j'avais équipé tout l'atelier des P.F.M et je vendais le fil 5183 mais en 1.6 pour le soudage manuel et en 2.4 pour le soudage automatique.
#5

puetpuet84 En ligne le 03/06/2016 à 22:59 (84 messages sur soudeurs.com)
salut
augmente le préchauffage mais je pense aussi que tu manque d énergie
#6
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
@Chrsitwin effectivement c'était pour les chaises des ponts flottants des CNIM.
Pour les non initiés les "chaises" c'était des bidules genre support que déploient les grues pour le levage.
C'était là pour soutenir les rampes qui allaient de la berge aux caissons flottants.
Et comme les chars ont la fâcheuse tendance à être de gros lourds, les dites pièces en 7020 étaient éprouvée à 30 Tonnes de contrainte.
J'en ai pas mal bavé avant de trouver le truc car l'ensemble conjuguait du 80mm, du 12mm et du 6 mm et il fallait obtenir à l'arrivée un ressuage blanc. Préchauffage interdit.
La solution, un réglage un peu passe partout et commencer par le plus fin pour que se préchauffe un peu la pièce et surtout des séquences de soudage aux petits oignons pour que les dernières soudures noient les départs et les arrêts des précédentes et avoir toujours des bouclages sur des parties droites.
Un arrêt dans un "recoin" est pratiquement irréparable en cas de problème
#7
pass79 En ligne le 05/07/2020 à 09:09 (5 messages sur soudeurs.com)
j'ai parlé trop vite ton métal d'apport est trop juste passe en 1.2 et augmente ton énergie, tu devrais avoir des résultat
#8
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Bonjour à tous et merci pour vos réponses !
Merci Tungstene, ton retour d'expérience est intéressant !
Je vais passer en 1.2 et monter l'énergie.
Ma longueur d'arc est déjà raccourci, à voir si je peux faire plus sans taper le bain.
Pour info je suis effectivement un pulsé et en synergie.
Nous devons prochainement recevoir de nouveaux postes qui permettent de souder en Spray-Modal, peut-être y aura-il une amélioration.
Pour le gaz, je suis en ARCAL 32 ( 20% d'hélium + argon).
Est-il possible de passer sur un gaz favorisant la pénétration ?
#9
pass79 En ligne le 05/07/2020 à 09:09 (5 messages sur soudeurs.com)
ton gaz est deja adapté pour favoriser la pénétration (argon+hélium) il te manque l'énergie .si tu ne veux ou peux pas préchauffer monte en 1.6. .si ta pas de DMOS faut faire des essais pour en établir un
#10

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour tit-rider,
Il est très intéressant de préchauffer les pièces massives lorsque la différence d'épaisseur est importante comme dans votre cas
Je préconise au moins 100°C avec un maxi de 150°C (les codes de fabrication comme le CODAP préconisent un maximum de 100°C sur les séries 5XXX)
Si votre pénétration est insuffisante, il faut effectivement augmenter l'intensité de soudage et limiter la tension à sa plus juste valeur (arc court).
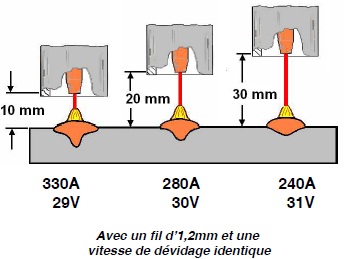
Il faut un stick-out le plus court possible
Selon ESAB, la distance correcte est d’environ 8 fois le diamètre de fil soit entre 10 et 20 mm en fil plein et entre 15 et 25 mm en fil fourré.
L'utilisation d'un gaz de protection binaire argon 50% + hélium 50% est fortement recommandé si l'épaisseur est supérieure à 8 mm
Pour information et sauf erreur de ma part, vous n'avez donné aucune indication concernant vos paramètres de soudage
Il n'est pas recommandé de souder avec du fil aluminium de Ø 1,0 mm (sauf si vous avez un dévidage push-pull ou dévidage satellite dans la torche ou une torche spoolgun)
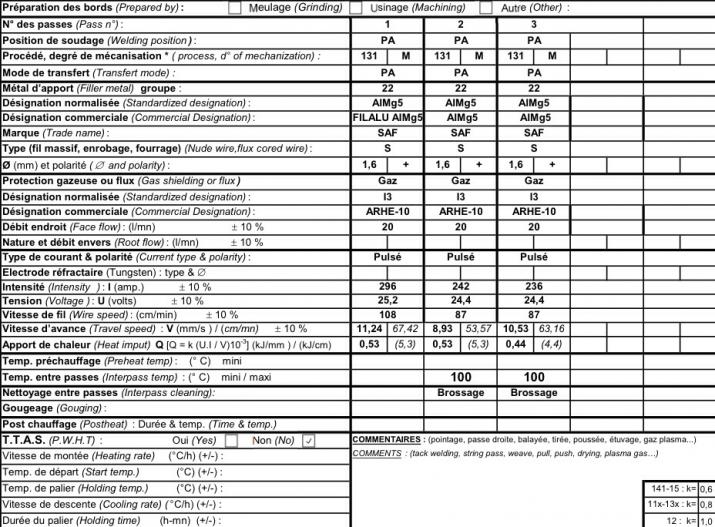
Pour un assemblage monopasse en angle nuance 5083 de 10 mm sur 30 mm à plat PB.
Préchauffage = 100°C - courant synergique pulsé - Poste FRONIUS TRANSPULS SYNERGIC 4000
220 A - 23,5 V + 1 V - fil Ø 1,2 mm ER 5356 - vitesse dévidage 14 mètres/min - vitesse soudage 35 cm/min
Toutes les informations sont données à titre indicatif.
La responsabilité du site et de son auteur ne peut être engagée.
Cordialement,
#11

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
Au tig on a rarement ce genre de soucis ;););)
Concernant le prechauffage (100°c pour le codap!!!!!!, encore un planqué qui a sorti le parapluie) un alliage serie 5XXX durci mecaniquement perdra ses caractéristiques lors de l'opération de soudage si il ne les a pas perdues lors du préchauffage!!!!!
concernant les 6XXX un traitement thermique et c'est ok.
Personnellement pour les assemblages d'alliages d'alu hétérogènes c'est tig systématiquement.
Cordialement
#12
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Merci beaucoup pour tes explications Dominique.
C'est exact je n'ai pas énoncé mes paramètres, je vous les communique demain.
Pour le poste en revanche il s'agit d'un Oerlikon digipuls et nous avons récemment rentré des citopuls 420.
Avec le fil de Ø1mm nous avons eu quelques problèmes de bourrages/dévidages, une torche de 3m au lieu de 4m à solutionner le problème.
Yanng22, en effet le tig permet de maitriser son bain et la température plus facilement qu'au mig.
Malheureusement nous n'avons pas de soudeurs expérimentés au tig, alors avec de l'alu j'en parle pas ...
#13
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Voici les paramètres utilisés :
- 194A
- 23,2 V -0.8 V
- Vitesse fil 16m/min(fil Ø1mm)
- La vitesse de soudage n'a pas été contrôlée.
Les paramètres de démarrage sont les suivants : 120% en I et U, pendant 1.5s.

#14
Bonjour tit-rider ,
Veuillez essayer les paramètres suivants :
Pour un assemblage monopasse en angle nuance 5083 de 10 mm sur 30 mm à plat PB.
Préchauffage = 100°C - courant synergique pulsé - Poste FRONIUS TRANSPULS SYNERGIC 4000
220 A - 23,5 V + 1 V - fil Ø 1,2 mm ER 5356 - vitesse dévidage 14 mètres/min - vitesse soudage 35 cm/min
Soudage torche poussée avec gaz argon 50% et hélium 50 %
Veuillez réaliser une macrographie SVP que vous placerez sur le forum et donnez nous vos impressions.
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par tit-rider
Voici les paramètres utilisés :
- 194A
- 23,2 V -0.8 V
- Vitesse fil 16m/min(fil Ø1mm)
- La vitesse de soudage n'a pas été contrôlée.
Les paramètres de démarrage sont les suivants : 120% en I et U, pendant 1.5s.
Bonjour tit-rider ,
Veuillez essayer les paramètres suivants :
Pour un assemblage monopasse en angle nuance 5083 de 10 mm sur 30 mm à plat PB.
Préchauffage = 100°C - courant synergique pulsé - Poste FRONIUS TRANSPULS SYNERGIC 4000
220 A - 23,5 V + 1 V - fil Ø 1,2 mm ER 5356 - vitesse dévidage 14 mètres/min - vitesse soudage 35 cm/min
Soudage torche poussée avec gaz argon 50% et hélium 50 %
Veuillez réaliser une macrographie SVP que vous placerez sur le forum et donnez nous vos impressions.
Cordialement,
#15
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Bonjour Dominique,
J'attends des fournitures pour refaire les essais dans de bonne conditions. J'essaierai ces paramètres et vous aurez bien évidemment un retour !
#16
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Bonjour,
Notre producteur de gaz n'a pas de 50/50 Argon hélium en dispo.
Il me propose un argon 25% et hélium 75%, cela peut-il convenir ou le fait d'avoir un taux d'hélium important peut être un inconvénient ?
Sinon il a également un argon 70% et hélium 30% ...
Qu'en pensez vous ?
#17
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour tit-rider,
Nous allons poser la question à Frederic Thiollier
Cordialement,
#18
puetpuet84 En ligne le 03/06/2016 à 22:59 (84 messages sur soudeurs.com)
pour ma par je suis un petit parmi vous mais l utilisation d hélium favorise bien la pénétration , alors à 70 % je suis sur que tu verra un changement
tu risque d avoir une péné en forme de clou profonde et fine
de plus tu auras un bain plus chaud qui ta favorisera aussi la péné
si je me trompe reprenais moi
#19
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Bonsoir,
Je viens donner quelques nouvelles à propos de mes soudures alu.
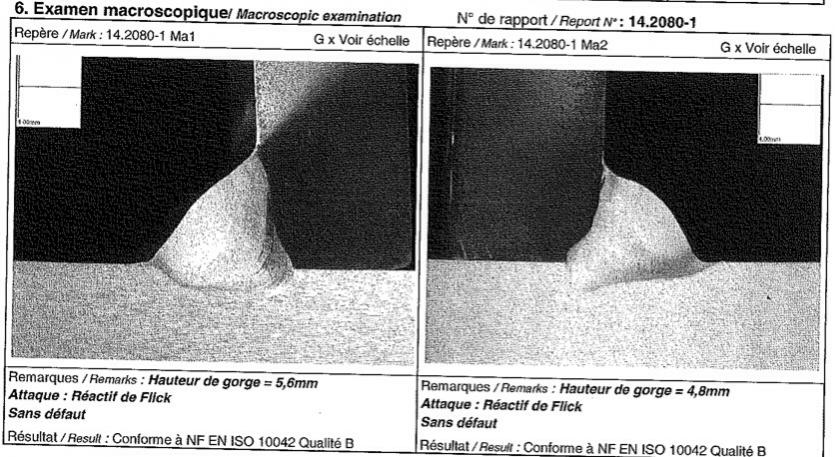
De nouvelles macros ont été faites, et elles sont plutôt concluante.
On peut malgré tout déceler un petit manque de pénétration en racine sur la première image, ainsi qu'un joli cordon décentré (à vouloir diriger la torche sur la pièce massive, on arrive dans un extrême).
Sur la seconde image, un essai de pliage (étau/marteau) a été fait, et cela a été satisfaisant.
Pour les paramètres utilisés :
- I : 224A
- U : 23.4V (LA-10°
- Vf : 12.5
- Fil Ø1.2
- Gaz : 25% Ar et 75% He.
.jpg)
.jpg)
Qu'en pensez vous ?
Bonne soirée.
#20
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir tit-rider,
Vous ne précisez pas si votre courant de soudage est pulsé ou lisse ?
Il faut conseiller à votre soudeur de diriger son arc électrique dans l'angle à l'intersection des deux génératrices des tôles.
La pénétration semble s'améliorer toutefois elle n'est pas encore parfaite à la racine à mon humble avis.
Attention le manque de pénétration à la racine est à éviter au maximum (même si la norme NF EN ISO 10042 accepte des manques de pénétration à la racine de moins de 1/10 de la gorge de soudure et moins de 25 mm de longueur)
Merci pour les photos et le retour d'expérience
J'apprécie cette collaboration.
Cordialement,
#21
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Bonsoir Dominique,
Mon courant est pulsé. Actuellement l'arc est à environ 2/3mm de la racine en direction de la pièce massive.
Ce n'est pas évident à expliquer, mais une fois la torche en main ça devient plus clair.
D'après moi les paramètres sont bons, mais la bonne gestuelle et la bonne tenue de la torche sont primordiaux pour réussir cette soudure.
Merci pour les références sur la norme, c'est bon à savoir !
Aucun problème pour le retour, c'est la moindre des choses !
#22
titou4487 En ligne le 09/05/2014 à 23:20 (3 messages sur soudeurs.com)
salut
tu es trop faible pour l'intensité
normalement tu dois être à 75 ampères
Cordialement,
#23

Mince alors, j'étais passé à travers cette question!
[Mode HS on:]
Je ne comprends pas, j'essaie de venir tout les jours sur le forum, et j'utilise l'option "nouveaux message", sous entendu "depuis la dernière visite"
Mais il m'arrive régulièrement de rater des messages, je ne sais pourquoi.
N’hésitez pas à m'envoyer des MP.
[Mode HS off]
Pour en revenir à la question initiale, passer d'un 20% d’hélium dans l'argon à un 50% d’hélium (Helion 5 chez Linde, EN ISO 14175 I3) permet une amélioration sensible de la pénétration, à paramètres équivalent bien sur.
Le passage de 20 à 30% d'helium n'est pas suffisant pour que cela puisse se voir sur la macro.
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Envoyé par Dominique
Bonjour tit-rider,
Nous allons poser la question à Frederic Thiollier
Cordialement,
Mince alors, j'étais passé à travers cette question!
[Mode HS on:]
Je ne comprends pas, j'essaie de venir tout les jours sur le forum, et j'utilise l'option "nouveaux message", sous entendu "depuis la dernière visite"
Mais il m'arrive régulièrement de rater des messages, je ne sais pourquoi.
N’hésitez pas à m'envoyer des MP.
[Mode HS off]
Pour en revenir à la question initiale, passer d'un 20% d’hélium dans l'argon à un 50% d’hélium (Helion 5 chez Linde, EN ISO 14175 I3) permet une amélioration sensible de la pénétration, à paramètres équivalent bien sur.
Le passage de 20 à 30% d'helium n'est pas suffisant pour que cela puisse se voir sur la macro.
#24

jgatinois En ligne le 20/11/2024 à 15:23 (12 messages sur soudeurs.com)
Salut
Quelles sont les parametres de soudure, car on utilise de l'angle en 5053Ep 6 sur du 6060Ep20.
On est en mode pulsé.
On ne retrouve pas de manque de pénétration mais on est avec 15% Helium/Argon.
#25

dubby79 En ligne le 02/02/2026 à 15:05 (343 messages sur soudeurs.com)
Bonjour,
Un pourcentage d’hélium plus important serait un plus, à voir aussi du coté de la vitesse d'avance trop lente ou une vitesse de fil trop élevée.
#26
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Aucun problème Frédéric, on ne peut pas être partout !
Le gaz utilisé est un 75%He / 25%Ar (Astec 75 chez AirProduct).
Ajoutez à ça des réglages optimisés, et nous avons résolu nos problèmes de pénétration.
Pour répondre à jgatinois, voici les paramètres sortis de la fiche de réglage :
Ø fil : 1.2 / fil ER 5356 / débit gaz : 15l/mn / I 224 / U 23.4 / Vf 12.5 / LA -10
Edit : J'ai oublié de parler des démarrages Hot start, qui dans notre cas favorise la pénétration lors des départs sur les pièces à T° ambiante, il est configuré comme suit : Tempo : 1.5s, I +20%, U 20%.
Nous avons envisagé l'achat d'une pédale pour switcher entre un réglage "froid et chaud", mais finalement l'automatisation de l'option hot start nous correspond d'avantage.
#27

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
Bonjour tit- rider
pour souder ce genre de pièces le TIG
A+est le procédé le mieux adapté le
#28
jgatinois En ligne le 20/11/2024 à 15:23 (12 messages sur soudeurs.com)
Bonjour,
voici nos paramètres et le résultat
cordialement
#29
tit-rider En ligne le 08/07/2024 à 14:02 (48 messages sur soudeurs.com)
Je suis désolé de voir ta réponse seulement maintenant jgatinois ! Merci pour ce retour d'expérience ! Et surtout bravo d'avoir obtenu ces résultats.
Sujets connexes les plus populaires
Demande de conseils pour Soudage acier sur galva
09/11/2004 08:23:09 - a2873770
Réponses : 3
Affichages : 26684
Affichages : 26684
Admin dusweld1
08/01/2005 20:00:36
Soudage fonte + inox
14/03/2013 13:14:08 - QCMGazier
Réponses : 8
Affichages : 9398
Affichages : 9398
Gilles_Parent
30/06/2013 03:16:11
Question Posée Soufflures à l'arc avec électrode enrobée basique ?
25/03/2017 20:48:32 - Raoul2003
Réponses : 32
Affichages : 5006
Affichages : 5006
Mr_green13200
28/01/2020 18:34:19
Question Posée Souder un cadre en tube carré 50x50x3
02/06/2014 19:28:57 - mehari68
Réponses : 13
Affichages : 12165
Affichages : 12165
tungstene
18/07/2017 15:47:05
Question Posée réglage pression et débit
08/12/2006 18:55:27 - jldan87
Réponses : 6
Affichages : 18765
Affichages : 18765
mecanix
03/02/2019 17:46:02
Question Posée aspect et couleur soudure tig inox
17/12/2013 16:11:21 - alain1964
Réponses : 46
Affichages : 22470
Affichages : 22470
olivaure
12/09/2021 07:38:13
inox 304l alimentaire ou non?
05/12/2007 20:18:47 - dragan626
Réponses : 3
Affichages : 35237
Affichages : 35237
OC75
31/01/2008 09:22:36
ETAIN POUR SOUDURE INOX CUIVRE
05/01/2011 15:56:49 - ESTHI
Réponses : 5
Affichages : 24065
Affichages : 24065
motobek1960
19/01/2011 00:11:34
Soudures acier-acier au chalumeau
14/07/2006 13:41:36 - marielle
Réponses : 8
Affichages : 18609
Affichages : 18609
Question Posée Au secours .... soudure acier avec poste oxy-acéthylène
09/07/2013 09:43:29 - cali32
Réponses : 8
Affichages : 3852
Affichages : 3852
Dominique ADMIN
12/07/2013 04:48:55
Question Posée Souder de l'inox et de l'acier ensemble sur un voilier.
11/01/2016 13:58:07 - annegaelle
Réponses : 5
Affichages : 3343
Affichages : 3343
jacky111
21/01/2016 22:59:54
Soudabilité acier galvanisé avec apport inox
27/04/2009 15:52:39 - ulysse83
Réponses : 2
Affichages : 6837
Affichages : 6837
ulysse83
03/05/2009 07:27:40
Soudure TIG sur Acier
10/08/2010 14:16:56 - Divxera
Réponses : 6
Affichages : 5558
Affichages : 5558
Admin dusweld1
22/08/2010 05:08:10
Comment souder deux arbres en acier bout a bout
18/02/2008 20:05:07 - andre30
Réponses : 13
Affichages : 12751
Affichages : 12751
BLONDIN2170
30/10/2016 08:40:32
Métal d'apport pour l'acier corten ?
02/07/2004 10:47:16 - donik
Réponses : 10
Affichages : 37169
Affichages : 37169
galette15
30/06/2020 17:38:41
Question Posée Votre préparation tuyauterie INOX en RADIO (pointage, cavalier, ..., ?)
10/10/2017 18:33:03 - dscwelder
Réponses : 21
Affichages : 4056
Affichages : 4056
dany 62
20/02/2019 16:20:55
soudure fonte/acier
23/02/2008 21:18:37 - mhidu72
Réponses : 2
Affichages : 6153
Affichages : 6153
Admin dusweld1
28/02/2008 05:20:56
Question Posée Traitement thermique après soudage et/ou post-chauffage
10/12/2014 17:22:43 - Jupiv
Réponses : 2
Affichages : 3180
Affichages : 3180
Jupiv
15/12/2014 14:26:55
Demande d’aide Matériaux et type de soudure recommandés pour cadre moto
23/04/2019 14:44:38 - LeChardon
Réponses : 34
Affichages : 1141
Affichages : 1141
mecanix
08/11/2020 18:29:14
Question Posée soudure tig inox en alimentaire
24/01/2013 10:17:40 - atelier dynamo
Réponses : 12
Affichages : 9682
Affichages : 9682
BLONDIN2170
28/01/2013 21:23:49