
3 réponses -
Accéder à la dernière réponse
#1


LACATUS En ligne le 18/02/2014 à 08:52 (2 messages sur soudeurs.com)
Sujet : Question Posée possibilité soudage nuances API différentes ?
bonjour à tous,
quelqu'un peut-il me dire si il existe des contre indications pour le soudage bout à bout de tube API 5L grade B avec de l'API XC 60 ? les épaisseurs étant similaires...

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour LACATUS,
Si vous voulez une réponse précise, complète et exhaustive, il faut faire l'effort d'indiquer les caractéristiques chimiques et mécaniques de chaque nuance indiquée
Sinon vous demandez à chacun des lecteurs d'éplucher les normes pour vous fournir une réponse
De plus vous n'indiquez pas le procédé ou les procédés de soudage sélectionnés ?
Merci de vos précisions.
Cordialement,
#3
LACATUS En ligne le 18/02/2014 à 08:52 (2 messages sur soudeurs.com)
Bonjour,
voici les données chimiques et mécaniques des tubes API 5L
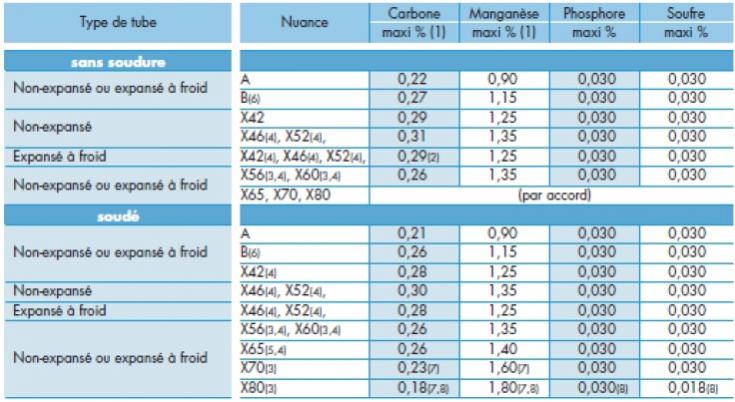

Afficher la pièce jointe
#4
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir LACATUS,
Merci pour les infos
Il n'y a aucune contre indication à associer un API 5 L Grade B avec un X60
La résistance mécanique sera celle de la nuance API 5 L Grade B soit 413 MPa mini
Le préchauffage n'est pas indispensable si la température ambiante est supérieure à 15° C, l'épaisseur inférieure à 20 mm et l'énergie de soudage supérieure à 15 KJoules par centimètre.
Toutefois un dégourdissage n'est pas interdit (60° / 80° C) surtout si votre diamètre de tube est important (effet de masse).
La température entre passes ne doit pas être inférieure à 60°C et ne doit pas être supérieure à 200° C
Pas de postchauffage obligatoire si vos métaux d'apport sont à bas hydrogène (H3 à H5 maxi)
Pas de traitement thermique .
Le fil d'apport TIG sera de type AWS ER 70 S 6 ou W 42 4 G 3 Si 1.
Pour les électrodes enrobées ou le fil fourré , il est nécessaire de connaître les températures de résiliences pour faire le choix ainsi que le type de fourrage (avec ou sans laitier )
Une électrode enrobée type E 42 4 B 3 H5 ou E 7018 devrait faire l'affaire.
Cordialement,
Sujets connexes les plus populaires
Traductions de QS / QMOS / QO
28/05/2010 20:15:15 - MSELECT
Réponses : 2
Affichages : 16112
Affichages : 16112
Cahier de soudage suivant ASME 9
04/01/2012 18:06:31 - armani54
Réponses : 12
Affichages : 11541
Affichages : 11541
inspector NDT
04/06/2016 11:57:35
Information Tuyauterie - Distance minimum entre deux joints de soudure ?
30/05/2011 07:33:53 - mayache
Réponses : 9
Affichages : 16441
Affichages : 16441
Dominique ADMIN
20/12/2016 15:59:56
l'aluminium
08/05/2011 21:25:58 - nabag
Réponses : 11
Affichages : 7478
Affichages : 7478
Question Posée Différences entre QS selon EN ISO 9606 et ASME IX
19/02/2019 23:23:27 - bibilatulipe
Réponses : 3
Affichages : 535
Affichages : 535

bibilatulipe
21/02/2019 21:13:08
Domaine de validité PQR WPS en ASME
19/05/2009 05:38:25 - fredard
Réponses : 2
Affichages : 6339
Affichages : 6339
fredard
19/05/2009 13:02:03
Problème validité QS passé sur S335J2H pour souder du A350LF2
28/07/2009 08:51:44 - stupeflip
Réponses : 5
Affichages : 8810
Affichages : 8810
Admin dusweld1
30/07/2009 07:32:06
PQR et WPS Soudage TIG Orbital
26/01/2012 07:16:43 - elhamydy
Réponses : 1
Affichages : 4062
Affichages : 4062
Admin dusweld1
26/01/2012 09:56:42
qualification selon ASME section x
22/03/2008 20:24:23 - abdelkafy
Réponses : 1
Affichages : 4983
Affichages : 4983
Admin dusweld1
23/03/2008 07:21:21
groupement des materiaux
05/09/2004 17:02:01 - rodolphe
Réponses : 8
Affichages : 18988
Affichages : 18988
Recherche Je recherche un modèle de WPS ASME IX
09/04/2019 12:47:33 - midoo1984
Réponses : 3
Affichages : 517
Affichages : 517
AmauryNH
11/04/2019 10:09:43
Question Posée domaine de validité qualification soudeur ASME IX / ASME 9 ?
12/10/2011 17:18:21 - flashx75
Réponses : 4
Affichages : 5524
Affichages : 5524
ranouna
17/12/2019 10:35:34
Code ASME CND exigences
30/06/2015 12:13:49 - philippeg44
Réponses : 4
Affichages : 2013
Affichages : 2013
Emardel
15/03/2021 15:04:05
position de soudage qualification procedure et soudeur ??
15/04/2010 21:24:50 - flashx75
Réponses : 5
Affichages : 8667
Affichages : 8667

YannA
24/08/2020 07:05:52
Questions sur Code ASME section 9
25/01/2010 21:30:47 - flashx75
Réponses : 5
Affichages : 6211
Affichages : 6211
PQR suivant ASME
14/08/2008 08:53:32 - peche77
Réponses : 1
Affichages : 3689
Affichages : 3689
traduction du code ASME
24/10/2010 08:42:05 - balance
Réponses : 1
Affichages : 3270
Affichages : 3270
Admin dusweld1
28/10/2010 06:57:24
Question Posée Qualification soudeur suivant le code AWS D1.1
07/11/2015 14:24:18 - inspector1412
Réponses : 2
Affichages : 1451
Affichages : 1451
Desire
08/03/2018 10:32:22
SA 335 M Gr. P 11 / SA 335 M Gr. P 22
07/06/2003 08:38:13 - jean-pierre
Réponses : 3
Affichages : 10110
Affichages : 10110
Position piquage selon ASME IX
23/10/2012 14:13:02 - Vinz69
Réponses : 1
Affichages : 2975
Affichages : 2975
gringe2010
24/10/2012 08:04:54