
2 réponse -
Accéder à la dernière réponse
#1

Invité
Sujet : PQR et WPQ pour pointage
Bonjour à tous.
Je dois effectuer une PQR et une WPQ pour mes chaudronniers qui pointent les pièces entre-elles avant soudage.
Le Pointage se fait exclusivement en TIG (GTAW), mes pièces font :
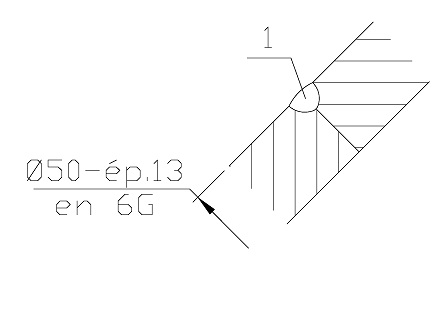
- Bout à bout Ø762ext.-ép.13-SA516 Gr.65
- Piquage Ø57-ép.12-SA105M sur Ø762 ext.-ép.13-SA516 Gr.65
- Angulaire (accessoires sur corps) ép.6-SA516 Gr.65 sur Ø762 ext.
Quel type de PQR et WPQ (ép, position...., contrôles...)
Au début, je pensais faire ceci. (utilité !?)
Merci pour votre aide

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour yann1,
Nous avons réalisé une recherche sur Internet avec la syntaxe tack weld.
Nous avons trouvé ce paragraphe en relation avec votre demande :
ASME VIII / 1 - UW-31 CUTTING, FITTING, AND ALIGNMENT
Tack welds, whether removed or left in place, shall be made using a fillet weld or butt weld procedure qualified in accordance with Section IX.
Tack welds to be left in place shall be made by welders qualified in accordance with Section IX, and shall be examined visually for defects, and if found to be defective shall be removed.
Il est donc nécessaire de faire réaliser le pointage par des soudeurs professionnels qualifiés lorsque le pointage est subsistant dans le joint soudé et n'est pas éliminé lors du soudage.
Toute qualification de soudeur réalisée doit permettre un contrôle non destructif (type radiographie) et/ou destructifs (pliages, textures ou macrographies) selon le type d'assemblage à qualifier.
Cordialement,
#3
Invité
Bonjour à tous et merci Duswedl1 pour ta réponse.
Nous avons un pré-audit pour passer le Stamp U le 20-21 juin prochain et dans ce cadre là, nous avons eu hier la personne qui nous suis en vue de cette obtention. Au niveau du pointage des pièces avant soudure, nous allons faire passer une qualification à 8 de nos préparateurs.
Soudure en TIG - 2 passes - Chanfrein en V - soudure de 150mm de long - ép.6 - P265GH (P N°1) - Contrôle 100%RT suivant ASME V et IX.
Merci
Sujets connexes les plus populaires
Traductions de QS / QMOS / QO
28/05/2010 20:15:15 - MSELECT
Réponses : 2
Affichages : 16112
Affichages : 16112
Cahier de soudage suivant ASME 9
04/01/2012 18:06:31 - armani54
Réponses : 12
Affichages : 11541
Affichages : 11541
inspector NDT
04/06/2016 11:57:35
Information Tuyauterie - Distance minimum entre deux joints de soudure ?
30/05/2011 07:33:53 - mayache
Réponses : 9
Affichages : 16441
Affichages : 16441
Dominique ADMIN
20/12/2016 15:59:56
l'aluminium
08/05/2011 21:25:58 - nabag
Réponses : 11
Affichages : 7478
Affichages : 7478
Question Posée Différences entre QS selon EN ISO 9606 et ASME IX
19/02/2019 23:23:27 - bibilatulipe
Réponses : 3
Affichages : 535
Affichages : 535

bibilatulipe
21/02/2019 21:13:08
Domaine de validité PQR WPS en ASME
19/05/2009 05:38:25 - fredard
Réponses : 2
Affichages : 6339
Affichages : 6339
fredard
19/05/2009 13:02:03
Problème validité QS passé sur S335J2H pour souder du A350LF2
28/07/2009 08:51:44 - stupeflip
Réponses : 5
Affichages : 8810
Affichages : 8810
Admin dusweld1
30/07/2009 07:32:06
PQR et WPS Soudage TIG Orbital
26/01/2012 07:16:43 - elhamydy
Réponses : 1
Affichages : 4062
Affichages : 4062
Admin dusweld1
26/01/2012 09:56:42
qualification selon ASME section x
22/03/2008 20:24:23 - abdelkafy
Réponses : 1
Affichages : 4983
Affichages : 4983
Admin dusweld1
23/03/2008 07:21:21
groupement des materiaux
05/09/2004 17:02:01 - rodolphe
Réponses : 8
Affichages : 18988
Affichages : 18988
Recherche Je recherche un modèle de WPS ASME IX
09/04/2019 12:47:33 - midoo1984
Réponses : 3
Affichages : 517
Affichages : 517
AmauryNH
11/04/2019 10:09:43
Question Posée domaine de validité qualification soudeur ASME IX / ASME 9 ?
12/10/2011 17:18:21 - flashx75
Réponses : 4
Affichages : 5524
Affichages : 5524
ranouna
17/12/2019 10:35:34
Code ASME CND exigences
30/06/2015 12:13:49 - philippeg44
Réponses : 4
Affichages : 2013
Affichages : 2013
Emardel
15/03/2021 15:04:05
position de soudage qualification procedure et soudeur ??
15/04/2010 21:24:50 - flashx75
Réponses : 5
Affichages : 8667
Affichages : 8667

YannA
24/08/2020 07:05:52
Questions sur Code ASME section 9
25/01/2010 21:30:47 - flashx75
Réponses : 5
Affichages : 6211
Affichages : 6211
PQR suivant ASME
14/08/2008 08:53:32 - peche77
Réponses : 1
Affichages : 3689
Affichages : 3689
traduction du code ASME
24/10/2010 08:42:05 - balance
Réponses : 1
Affichages : 3270
Affichages : 3270
Admin dusweld1
28/10/2010 06:57:24
Question Posée Qualification soudeur suivant le code AWS D1.1
07/11/2015 14:24:18 - inspector1412
Réponses : 2
Affichages : 1451
Affichages : 1451
Desire
08/03/2018 10:32:22
SA 335 M Gr. P 11 / SA 335 M Gr. P 22
07/06/2003 08:38:13 - jean-pierre
Réponses : 3
Affichages : 10110
Affichages : 10110
Position piquage selon ASME IX
23/10/2012 14:13:02 - Vinz69
Réponses : 1
Affichages : 2975
Affichages : 2975
gringe2010
24/10/2012 08:04:54