
8 réponses -
Accéder à la dernière réponse
#1


bassem En ligne le 14/07/2014 à 10:19 (8 messages sur soudeurs.com)
Sujet : Question Posée Problème méthode de qualification selon ASME
Bonjour tout le monde,
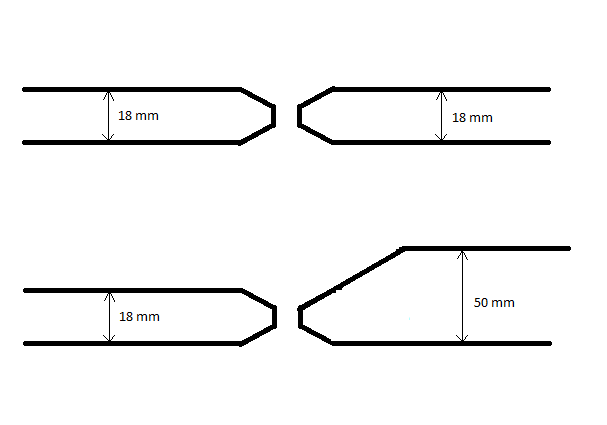
Je rencontre un problème pour la qualification d'un mode opératoire de soudage selon ASME, le probleme c'est que j'ai 2 types de joint, (essemblage bout à bout pour les 2 cas) sauf que pour la 1ére, c'est un assemblage en X épaisseur 18*18mm, alors que pour l'autre c'est 18*50mm.. je sais que c'est pas assez clair, alors j'ai fait un petit croquis pour que vous puissiez mieux comprendre la situation..
Bref, mon problème c'est que, est ce que je dois faire 2 qualification (une pour chaque cas) ou bien 1 seule suffira, et si dans ce cas l’épaisseur de 50mm est considéré dans la WPS et la PQR ou bien ça n'a pas d'importance puisque lors du soudage c'est 18 mm a peu prés...
Merci d'avance pour votre aide.

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour bassem,
A mon humble avis, une seule qualification de mode opératoire de soudage est suffisante.
Car l'épaisseur soudée est 18 mm dans les deux assemblages.
Pour le deuxième assemblage il faudrait prévoir une partie droite de 10 mm de largeur et de 18 mm d'épaisseur
Cordialement,
#3
bassem En ligne le 14/07/2014 à 10:19 (8 messages sur soudeurs.com)
Si une seule suffira, alors faut-il prendre 18 comme épaisseur pour la rédaction du WPS, ou bien 18 ET 50 ?
Autre chose si vous le permettez, dans ce cas, quels sont les essais mécanique nécessaire pour la qualification ?? (j'ai vraiment essayer de lire et relire l'ASME, mais j'ai pas réussi à comprendre ni les essais nécessaire ni le nombre et les dimensions des éprouvettes nécessaire... )
Merci beaucoup pour votre aide.
#4
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour bassem,
Je lancerai la QMOS sur une épaisseur de 25 / 25 mm (métal de base et épaisseur déposée)
Sauf erreur de ma part, le domaine de validité de cette QMOS couvre de 5 mm à 50 mm
Ainsi vous pourrez utiliser cette QMOS pour souder du 18 mm / 18 mm et 18 mm / 50 mm
Cordialement,
#5

gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour
Attention au paragraphe QW-403.6 de l'ASME IX.
En cas d'assemblage avec résilience, l'épaisseur mini qualifiée est l'épaisseur de l'éprouvette ou 16 mm et non pas 5 mm.
#6
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir gringe2010,
Remarque très pertinente !
Nous avons à faire à un spécialiste du code américain ASME IX
Pour info, bassem n'a rien précisé à ce sujet.
Cordialement,
#7
gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour,
Malheureusement pas un spécialiste, rien que l'ASME IX est très vaste et regorge d'exceptions.
Concernant l'assemblage d'épaisseur différentes en bout-à-bout, c'est le paragraphe QW-202.4 qui en parle.
L'assemblage en 25 mm proposé par Dominique est de toute façon valide pour qualifier votre assemblage (résilience ou non).
#8
bassem En ligne le 14/07/2014 à 10:19 (8 messages sur soudeurs.com)
Bonsoir à tous,
Voila, aprés plusieurs jours de recherche et de lecture j'ai pas vraiment avancé la dessus...
Alors voila ce que j'ai fait, corriger moi si je me trempe ^^
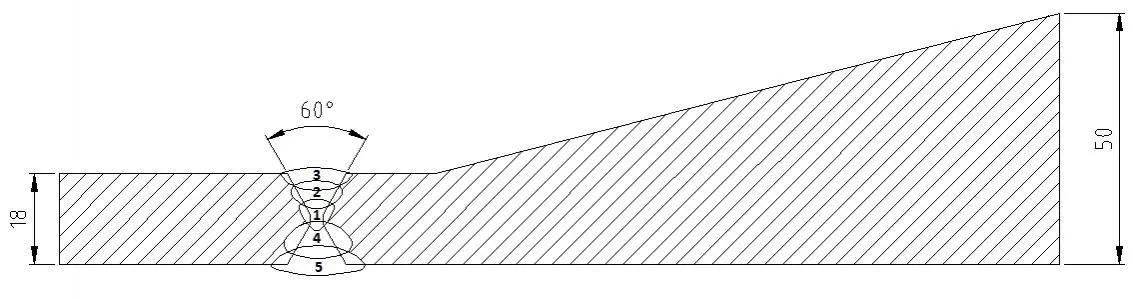
J'ai fais (sur demande du responsable) 2 WPS et 2 PQR, une pour chaque joint comme montré par les images ci dessous (toutes les données sont exactement les même sauf les schémas des joints) ;
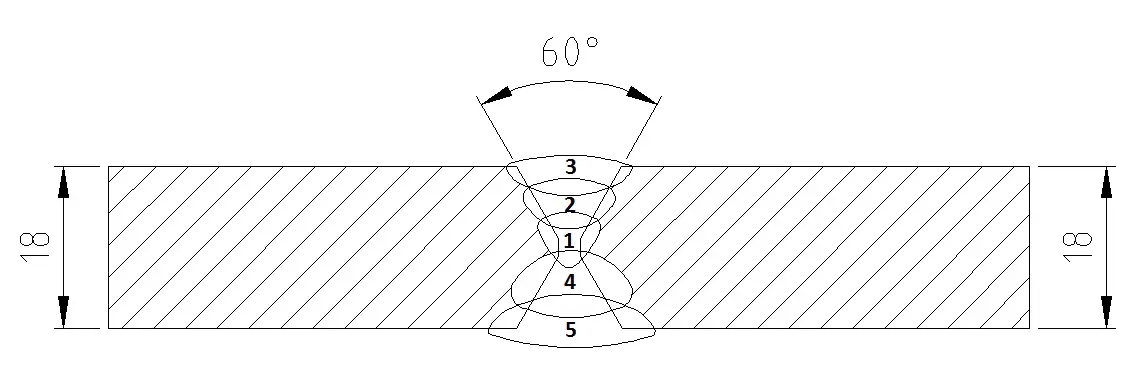
Est ce que c'est correct de faire une WPS et une PQR pour chaqu'un de ces 2 joint ?
Le schema du joint a épaisseures inégale est-il correct selon ASME ou il doit être réalisé autrement ?
Merci d'avance.
#9
gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour,
Comme discuté précédemment, une seule PQR en épaisseur 25 suffirait à qualifier vos 2 assemblages.
Que passez vous comme PQR ?
Pour les WPS, il faut en effet en faire 1 par assemblage (ou une multi schéma si aucun paramètre ne change et que ça reste suffisamment clair pour vos soudeurs).
Sur votre schéma en épaisseurs différentes, vous n'indiquez pas la longueur de délardage (3 x la différence d'épaisseur selon UW-9).
Ce serait un plus non négligeable d'indiquer le jeu et la hauteur du talon
Sujets connexes les plus populaires
Traductions de QS / QMOS / QO
28/05/2010 20:15:15 - MSELECT
Réponses : 2
Affichages : 16112
Affichages : 16112
Cahier de soudage suivant ASME 9
04/01/2012 18:06:31 - armani54
Réponses : 12
Affichages : 11541
Affichages : 11541
inspector NDT
04/06/2016 11:57:35
Information Tuyauterie - Distance minimum entre deux joints de soudure ?
30/05/2011 07:33:53 - mayache
Réponses : 9
Affichages : 16441
Affichages : 16441
Dominique ADMIN
20/12/2016 15:59:56
l'aluminium
08/05/2011 21:25:58 - nabag
Réponses : 11
Affichages : 7478
Affichages : 7478
Question Posée Différences entre QS selon EN ISO 9606 et ASME IX
19/02/2019 23:23:27 - bibilatulipe
Réponses : 3
Affichages : 535
Affichages : 535
bibilatulipe
21/02/2019 21:13:08
Domaine de validité PQR WPS en ASME
19/05/2009 05:38:25 - fredard
Réponses : 2
Affichages : 6339
Affichages : 6339
fredard
19/05/2009 13:02:03
Problème validité QS passé sur S335J2H pour souder du A350LF2
28/07/2009 08:51:44 - stupeflip
Réponses : 5
Affichages : 8810
Affichages : 8810
Admin dusweld1
30/07/2009 07:32:06
PQR et WPS Soudage TIG Orbital
26/01/2012 07:16:43 - elhamydy
Réponses : 1
Affichages : 4062
Affichages : 4062
Admin dusweld1
26/01/2012 09:56:42
qualification selon ASME section x
22/03/2008 20:24:23 - abdelkafy
Réponses : 1
Affichages : 4983
Affichages : 4983
Admin dusweld1
23/03/2008 07:21:21
groupement des materiaux
05/09/2004 17:02:01 - rodolphe
Réponses : 8
Affichages : 18988
Affichages : 18988
Recherche Je recherche un modèle de WPS ASME IX
09/04/2019 12:47:33 - midoo1984
Réponses : 3
Affichages : 517
Affichages : 517
AmauryNH
11/04/2019 10:09:43
Question Posée domaine de validité qualification soudeur ASME IX / ASME 9 ?
12/10/2011 17:18:21 - flashx75
Réponses : 4
Affichages : 5524
Affichages : 5524
ranouna
17/12/2019 10:35:34
Code ASME CND exigences
30/06/2015 12:13:49 - philippeg44
Réponses : 4
Affichages : 2013
Affichages : 2013
Emardel
15/03/2021 15:04:05
position de soudage qualification procedure et soudeur ??
15/04/2010 21:24:50 - flashx75
Réponses : 5
Affichages : 8667
Affichages : 8667

YannA
24/08/2020 07:05:52
Questions sur Code ASME section 9
25/01/2010 21:30:47 - flashx75
Réponses : 5
Affichages : 6211
Affichages : 6211
PQR suivant ASME
14/08/2008 08:53:32 - peche77
Réponses : 1
Affichages : 3689
Affichages : 3689
traduction du code ASME
24/10/2010 08:42:05 - balance
Réponses : 1
Affichages : 3270
Affichages : 3270
Admin dusweld1
28/10/2010 06:57:24
Question Posée Qualification soudeur suivant le code AWS D1.1
07/11/2015 14:24:18 - inspector1412
Réponses : 2
Affichages : 1451
Affichages : 1451
Desire
08/03/2018 10:32:22
SA 335 M Gr. P 11 / SA 335 M Gr. P 22
07/06/2003 08:38:13 - jean-pierre
Réponses : 3
Affichages : 10110
Affichages : 10110
Position piquage selon ASME IX
23/10/2012 14:13:02 - Vinz69
Réponses : 1
Affichages : 2975
Affichages : 2975
gringe2010
24/10/2012 08:04:54