
16 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Le problème du soudage de l'aluminium et des soufflures.
Bonjour
Bravo à tous les participants et animateurs de ce forum sur le soudage.
C'est ma première participation comme rédacteur mais je lis souvent les échanges des spécialistes.
Mon métier m'autorise à visiter beaucoup d'ateliers et de chantiers de soudage dans la France entière.
Et je désire aborder le problème du soudage de l'aluminium et des soufflures car cette question est redondante.
Une norme européenne aborde le sujet mais il semble que très peu de techniciens soudeurs se réfèrent à celle-ci.
NF EN 1011-4
Recommandations pour le soudage des matériaux métalliques
Partie 4 : Soudage à l'arc de l'aluminium et des alliages d'aluminium
Le tableau A1 de l'annexe A (informative) de cette norme précise les origines possibles des pollutions :
Humidité sur la surface des métaux d'apport.
Humidité sur la surface de l'assemblage
Teneur élevée inacceptable en H2 dans le métal de base et/ou dans le métal d'apport
Formation de soufflures dues à un écartement trop étroit dans le joint
Positions de soudage défavorables ? PC, PD, PE, PG
Durée de dégagement des gaz trop courte.
Gaz de protection impur dû à une fuite d'eau de refroidissement ou au système d'alimentation du gaz.
Gaz de protection impur dû à une pénétration d'humidité.
Mauvaise qualité du tuyau souple.
Flux gazeux non laminaire dû au débit trop élevé ou trop faible ou aux courants d'air.
Tension à l'arc trop élevée.
Angle d'inclinaison de la torche trop faible.
Voici quelques questions qui doivent faire réfléchir :
Mais qui préchauffe sa pièce en alu à 80°C / 100°C avant soudage ?
Mais qui contrôle la température ambiante de son atelier ?
Mais qui contrôle l'humidité ambiante de son atelier ?
Mais qui contrôle la qualité des tuyaux souples de son atelier ?
Mais qui contrôle le taux d'hydrogène des métaux de base et d'apport ?
Mais qui contrôle la qualité du décapage des pièces à souder ?
Mais qui contrôle le débit de gaz en sortie de buse ?
Mais qui vérifie la présence de courant d'air dans l'atelier ou le chantier ?
Mais qui vérifie la tension d'arc en cours de soudage ?
Que de questions ...

#2


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour inspector9318,
L'équipe du site tient à vous remercier chaleureusement de nous ouvrir les yeux sur la normalisation européenne applicable au soudage des alliages d'aluminium !
Pour apporter un complément d'information à vos dires, une pointure du soudage et éminent spécialiste nous a communiqué dernièrement un tableau de sélection des tuyaux souples pour le transport des gaz d'inertage utilisables pour le soudage des alliages d'aluminium.
Car une chose que peu de spécialistes du soudage soupçonnent est le phénomène de diffusion de l'humidité dans les tuyaux souples (diffusion parfaitement invisible et sournoise) !
Le choix du tuyau souple en caoutchouc, uréthanne, butadiène-styrène ou bien en PVC est une erreur grave de sélection (perméabilité élevée à l'humidité par diffusion) !
Beaucoup de sociétés utilisent le tuyau souple TRICOCLAIR de HOZELOCK pour le transport du gaz d'inertage mais celui-ci est en PVC et polyuréthane donc peu recommandable pour le soudage de l'aluminium.

Il est recommandé d'utiliser du tuyau souple en Téflon ou bien encore en Polyéthylène qui présentent le coefficient de perméabilité à l'humidité le plus faible.
Donc aujourd'hui, il faut demander un certificat de conformité du coefficient de perméabilité à l'humidité de vos tuyaux souples pour assurer la qualité de vos inertages.
Qui l'aurait cru ?
Et qui a dit que le soudage était une technique simple à mettre en oeuvre pour obtenir des résultats probants...
Cordialement,
#3


Jacques GOUBIN En ligne le 08/11/2018 à 02:03 (12 messages sur soudeurs.com)
Bonjour,
En temps qu'ancien coordinateur soudage d'un groupe qui soude régulièrement de l'aluminium en TIG MIG et Laser hybride MIG, je tiens à vous assurer que vos questions sont pertinentes ...
Mais ma réponse est relativement simple :
Il existe une norme EN ISO 14731 qui défini les taches et responsabilités de la "Welding Team" mis en place chez le constructeur.
(voir un article sur l'esprit de la "welding team" qui doit se trouver sur ce site)
Les normes en soudage forment un tout (et souvent sont réalisées par les mêmes personnes d'ou une certaine cohérence) voir sur ce site la structure de la normalisation européenne en soudage (on pourrait dire internationale en soudage puisque l'ISO s'est approprié notre système (à l'exception de la EN 287-1 pas passée encore EN ISO 9606-1)
Il est a remarquer l'importance donné à la compétence du personnel par les normalisateurs.... les certifications en soudage suivant EN ISO 3834 et EN 15085 portent le nom du coordinateur et de son suppléant et leurs compétences doivent être "prouvées" par une expérience , des connaissances voir par un reconnaissance de compétences reconnues internationalement par l'IIW (AFS en France) au travers des IWE, IWT, IWS, IWP, IWI.
Un changement de coordinateur du constructeur doit être signalé à l'organisme certificateur et peut remmettre en cause la certification...
Vous noterez néanmoins que la norme parle de niveau de compétences et non de diplomes qui ne sont citer qu'en annexe .... elle dit simplement que les personnes ayant ces diplomes sont reconnues comme ayant le niveau de compétences.
Pour information en France normativement (dixit AFNOR) on ne peut pas exiger normativement un diplome pour exercer une fonction mais seulement un niveau de compétences et/ou d'expérience, à prouver éventuellement, ce qui est le cas dans nos normes soudage.
Voilà, donc pour savoir qui fait quoi en soudage (taches et responsabilités) il faut aller voir la EN ISO 14731.
Restant à votre disposition
Cordialement
Jacques Goubin
Your Welding Partner
http://yourweldingpartner.free.fr
#4


OC75 En ligne le 09/09/2022 à 15:35 (23 messages sur soudeurs.com)
Bonjour,
Après lecture des différents sujet sur les problèmes de soufflures dans les soudures aluminium, il me semble que le sujet reste ouvert.
Je suis coordinateur soudage, et je suis confronté ces dernières années avec mes collègues soudeurs TIG, à des échecs pour les QS alu bout à bout de tube que nous ne rencontrions pas auparavant avec beaucoup moins de précautions (et c'est important de le préciser je pense).
Nous avons pris quasiment toutes les précautions citées dans les forums, utilisons des fils d’apport de qualité et des postes Fronius récents et entretenus, les soudeurs ont de nombreuses années d'expérience dans le procédé.
Malgré tout, nos QS ne passent pas ou de manière aléatoires en radio pour causes de soufflures de toutes sortes, surtout en position.
Même une formation récente pour corriger quelques dérives éventuelles n'ont pas régler le problème.
Avez-vous un retour d’expérience récent sur cette problématique, une méthode fiable et répétable ?
Dans l'attente de vous lire,
Cordialement
#5

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour OC75,
Dans mon entourage professionnel beaucoup de spécialistes disent qu'un fort pourcentage d'hélium dans le gaz de soudage améliore considérablement les problèmes de présence de soufflures.
Mais je ne suis pas complètement convaincu.
Je pense surtout qu'il serait temps de réviser la norme des critères d'acceptation des défauts volumiques détectés par radiographie EN ISO 10675-2 de novembre 2013 qui n'est pas adaptée à l'industrie de la métallurgie .
Pour mémoire aucune soufflure sphéroïdale de plus de 0,2 fois l'épaisseur soudée.
Si vous avez un soufflure de 1,1 mm de diamètre dans une soudure de tôle alu de 5 mm c'est mort
La norme EN ISO 10675-2 est beaucoup trop sévère par rapport aux critères d'acceptation des défauts volumiques dans le domaine de l'aéronautique.
Bien cordialement,
#6

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Dominique,
[QUOTE]Il est recommandé d'utiliser du tuyau souple en Téflon ou bien encore en Polyéthylène qui présentent le coefficient de perméabilité à l'humidité le plus faible.
Donc aujourd'hui, il faut demander un certificat de conformité du coefficient de perméabilité à l'humidité de vos tuyaux souples pour assurer la qualité de vos inertages.
Merci beaucoup pour avoir mis en avant cette problématique que je n'avais pas envisagée.
En ce qui concerne l'utilisation de l'hélium pour une meilleure diffusion de l'hydrogène dans le bain de fusion, je confirme les bons résultats en TIG (He de 20 à 30%) et semi-auto (He à 70%).
Mais tout est important et nous avions listés les paramètres à respecter dans une discussion précédente.
Et ils furent nombreux.
En tout premier lieu l'environnement qui devrait être celui d'un atelier "blanc" spécialisé.
Et les soudeurs qui ne devraient travailler que sur ce matériau pour ne pas importer de pratiques erronées.
Cordialement
#7
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir,
Un reportage lors d'une prestation pour du MIG alu (131) sur chantier naval.
Une semaine de formation, avec QS par le BV le vendredi.
Tôles épaisseur 10 mm, en bout à bout, en PA, PC, PF, avec reprise envers.
Tôles épaisseur 8 mm, en angle intérieur, en PB, PF, PD.
Pour un excellent soudeur, Yann, aguerri en 111, 136, et en 141 alu.

Un très bon générateur pulsé de marque Kemppi avec départ chaud (hot start), évanouissement (crater filler), et des lignes synergiques dédiées à l'aluminium.


Avec une torche de 3 mètres pour limiter le frottement du fil et une gaine spéciale.
Des galets pour l'alu, rainurés en "U".
Des tubes contact pour alu (diamètre légèrement supérieur que ceux dédiés au métaux lourds, à cause de la dilatation du fil).
Fil de diamètre 1,2 mm
Gaz Ar/He 30/70
Les angles ont été une formalité pour Yann, nous sommes passés rapidement aux assemblages bout à bout :





À cette occasion, j'ai pu repérer des soufflures avec un contrôle destructif maison.
Cela ne remplace pas des US ou des radios, mais ça peut aider avant les QS.
L'éprouvette est coupée transversalement en 4 parties, puis longitudinalement à peu près au centre du cordon (pas tout à fait pour pouvoir observer les soufflures qui se concentrent au centre du joint).


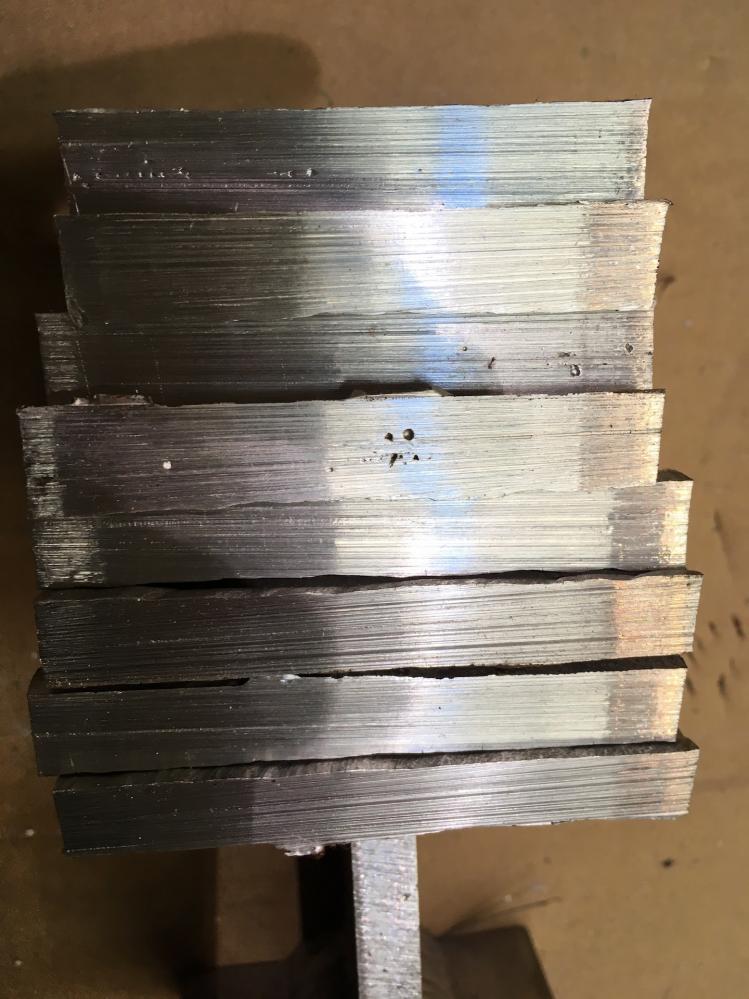
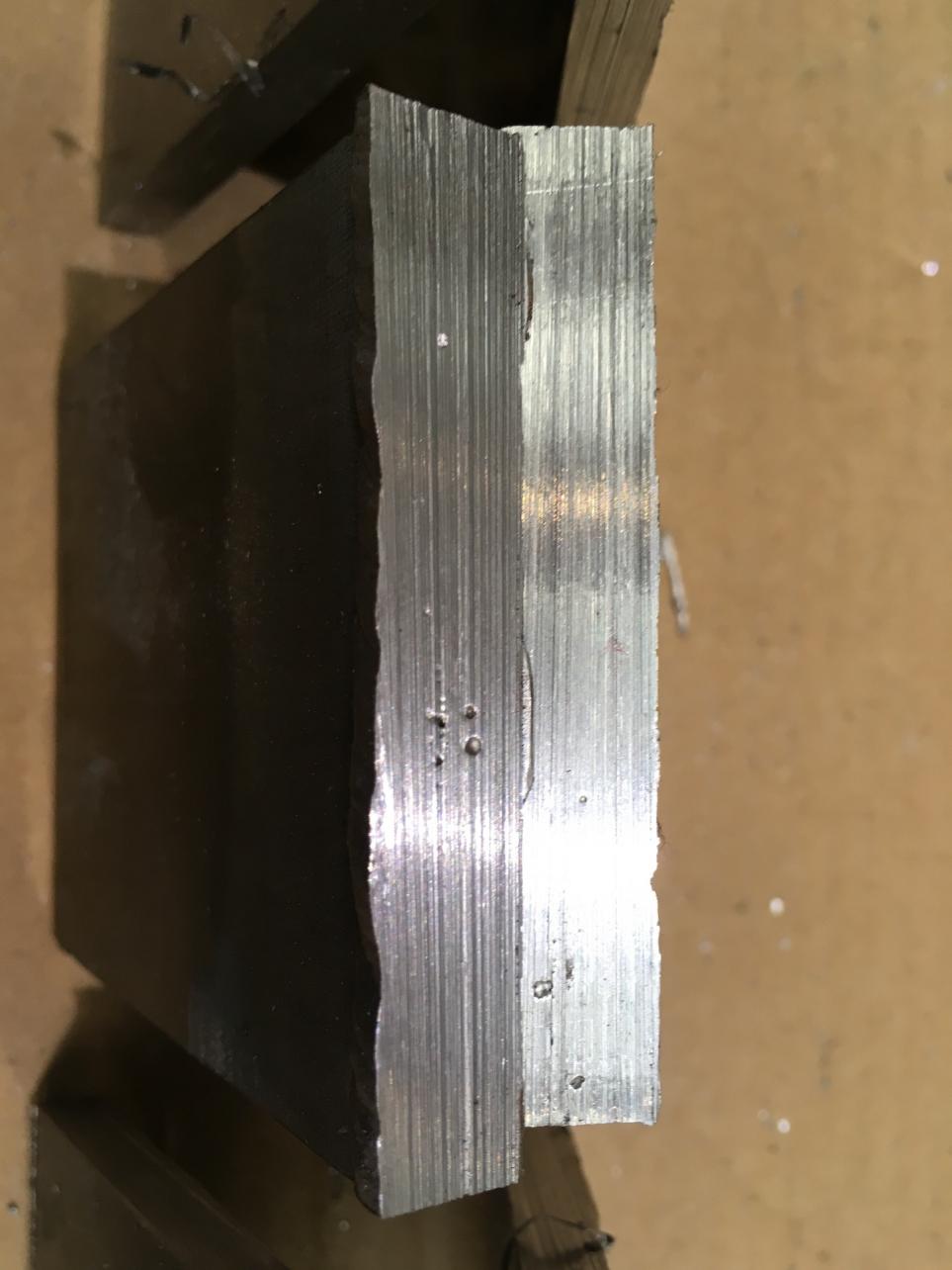
On remarque très bien les soufflures, sans polissage qui risquerait de les boucher.
J'ai même détecté du collage en fond de reprise envers !
Quelques pliages avant les QS pour repérer d'éventuels collages, qui ne sont pas rares en 131.
Mais ici RAS.

- Comme l'atelier est un grand hall de chaudronnerie acier carbone, froid et humide, des précautions s'imposaient.
les pièces ont été dégraissée, puis débarrassée de l'alumine aux abords du joint puis passée au four à électrodes à 120°C et sorties juste avant les QS.
La bobine neuve est elle aussi passée au four (il existe un dévidoir chauffé chez EWM, sur leur modèle TITAN).
- Le connecteur de pièces (la masse) est à fixer directement sur la pièce pour éviter les défauts d'amorçage de l'arc, avec pour conséquence le fil qui tape sur la pièce et qui sort des galets dans le dévidoir.
Les "incidents de tir" ne sont pas rares en MIG alu.
Aux dernières nouvelles, Yann a réussi la totalité de ses QS.
Cordialement,
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Jean Marc
Sympa ton reportage sur le soudage MIG alu
Concernant les pliages travers soudure, l’angle est de 180 degrés c’est à dire à branches parallèles avec un poinçon de 4 x l’épaisseur pour une série 5XXX
Amicalement
Dominique
#9

Pour vous apportez notre retour (formateur, soudeur et moi même) :
- Pour tout ce qui est soudure en BW : il est fortement conseillé de faire des préparation de joint en "tulipe" si on veut éviter les lattes sur les fortes épaisseurs (on a fait des chanfrein en V à 60° et on a mis des lattes, mais le type de joint demande beaucoup de concentration et de précision au soudeur, car il faut que l'arc soit précisément dans le milieu du joint sinon on a des chances de faire du collage), on a par le passé fait d'autre QMOS en tube BW avec des joints en tulipe et c'était top !!!
- On préchauffe la 15mm à 200°C sinon soufflure et les assemblage 6000/5000 également
- Gaz de soudage Argon / Hélium 20% => meilleur mouillage et ça facilite le dégazage
- Métal d'apport en 5183 (caractéristiques mécaniques intéressantes) en Ø 1,2
- Poste à souder : un Fronius pour les QMOS avec une torche de 3m et un Kemppi idem que celui utilisé par SavoirFer avec une torche de 5m pour les QS - On avait commencé les QMOS avec le Kemppi mais on passait pas à la radio... Le Fronius 320TPS a super bien été dès qu'on l'a essayé sur le BW en Ø160.
- Il a fallu bcp de rigueur sur la préparation des joints et le nettoyage entre passes (dégraissage à l'alcool isopropylique, brossage à la brosse inox (neuve), disque à meuler spéciale alu ...)
- Les épreuves ont été faites pendant la canicule donc l'environnement était peu humide et les températures favorables
Les premières macros sont très bonnes, pas de soufflure, une soudure bien compact. Une radio sur une éprouvette d'essai de la QMOS n°1 avec le poste Fronius et un préchauffage à 200°C, a été bonne !!!
Je ferais un retour lors des résultats finaux sur l'ensemble de la campagne.
Cordialement
Pierre
Pierre V En ligne le 04/10/2019 à 09:29 (11 messages sur soudeurs.com)
Bonjour à tous,
Je suis tombé un peu par hasard sur cette conversation, et nous sommes en cours sur une campagne de QMOS/QS en alu suivant 15614-2/NR216 et 9606-2/NR476.
Voici ci-dessous l'étendu de ce que nous passons :
| QMOS / QS | Matériau | Nuance | Groupe de matériaux |
Joint | Position | Procédé de soudage | Nombre de passes |
Epaisseur t1 épreuve | Epaisseur t2 épreuve | Ø d'épreuve | Apothème d'épreuve (mm) |
|
| QMOS n°1 | Aluminium | 6082 / 5083 | C / B | BW | PA | 131 | MIG | Multipasse | 15 mm | 15 mm | Ø160 | |
| QMOS n°2 | Aluminium | 5083 | B | BW | PF | 131 | MIG | Multipasse | 15 mm | 15 mm | ||
| QMOS n°3 | Aluminium | 5083 | B | FW | PB | 131 | MIG | Monopasse | 15 mm | 15 mm | 6 mm | |
| QMOS n°4 | Aluminium | 5083 | B | FW | PD | 131 | MIG | Multipasse | 15 mm | 15 mm | 10 mm | |
| QMOS n°5 | Aluminium | 6082 / 5083 | C / B | FW | PB | 131 | MIG | Monopasse | 15 mm | 15 mm | Ø160 | 6 mm |
| QS n°1 | Aluminium | 5083 |
B | BW | PF | 131 | MIG | Multipasse | 5 mm | 5 mm | ||
| QS n°2 | Aluminium | 5083 | B | BW | PF | 131 | MIG | Multipasse | 15 mm | 15 mm | ||
| QS n°3 | Aluminium | 5083 | B | FW | PD | 131 | MIG | Multipasse | 5 mm | 5 mm | ||
| QS n°4 | Aluminium | 5083 | B | FW | PD | 131 | MIG | Multipasse | 15 mm | 15 mm | ||
| QS n°5 | Aluminium | 6060 / 5083 | C / B | FW | PB | 131 | MIG | Multipasse | 5 mm | 5 mm | Ø50 | |
| QS n°6 | Aluminium | 6082 / 5083 | C / B | FW | PB | 131 | MIG | Multipasse | 15 mm | 15 mm | Ø160 |
Pour vous apportez notre retour (formateur, soudeur et moi même) :
- Pour tout ce qui est soudure en BW : il est fortement conseillé de faire des préparation de joint en "tulipe" si on veut éviter les lattes sur les fortes épaisseurs (on a fait des chanfrein en V à 60° et on a mis des lattes, mais le type de joint demande beaucoup de concentration et de précision au soudeur, car il faut que l'arc soit précisément dans le milieu du joint sinon on a des chances de faire du collage), on a par le passé fait d'autre QMOS en tube BW avec des joints en tulipe et c'était top !!!
- On préchauffe la 15mm à 200°C sinon soufflure et les assemblage 6000/5000 également
- Gaz de soudage Argon / Hélium 20% => meilleur mouillage et ça facilite le dégazage
- Métal d'apport en 5183 (caractéristiques mécaniques intéressantes) en Ø 1,2
- Poste à souder : un Fronius pour les QMOS avec une torche de 3m et un Kemppi idem que celui utilisé par SavoirFer avec une torche de 5m pour les QS - On avait commencé les QMOS avec le Kemppi mais on passait pas à la radio... Le Fronius 320TPS a super bien été dès qu'on l'a essayé sur le BW en Ø160.
- Il a fallu bcp de rigueur sur la préparation des joints et le nettoyage entre passes (dégraissage à l'alcool isopropylique, brossage à la brosse inox (neuve), disque à meuler spéciale alu ...)
- Les épreuves ont été faites pendant la canicule donc l'environnement était peu humide et les températures favorables
Les premières macros sont très bonnes, pas de soufflure, une soudure bien compact. Une radio sur une éprouvette d'essai de la QMOS n°1 avec le poste Fronius et un préchauffage à 200°C, a été bonne !!!
Je ferais un retour lors des résultats finaux sur l'ensemble de la campagne.
Cordialement
Pierre
#10

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
un mélange argon hélium améliore de façon spectaculaire la compacité il suffit de comparer les textures de deux éprouvettes une argon pur et l'autre argon hélium
#11
Vous n'avez pas donné de détails, et d'après ce que je comprends de ce commentaire vous réalisez les BW t15 avec chanfrein en tulipe et pleine pénétration (ss, nb).
Est-ce bien cela ?
Ou alors vous réalisez un gougeage et une reprise envers (bs) ?
Qu'en est-il de l'épaisseur 5 mm ?
- D'après vous, qu'est-ce qui pourrait justifier cette différence de résultat entre ces 2 postes ?
Je vois souvent attribuer des défauts de soudage à un générateur, alors qu'il ne fait que délivrer les réglages qu'on lui a fourni.
Pour moi, un générateur ne produit pas de porosités, ou d'inclusions... Mais presque tout le reste peut produire ces défauts.
- Avez-vous utilisé un mode pulsé ou double pulsé ou le mode classique (veine liquide) ?
- Pouvez-vous nous communiquer les références du disque à meuler utilisé ?
Bien cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Pierre V,
Merci pour votre retour fort intéressant.
Pour tout ce qui est soudure en BW : il est fortement conseillé de faire des préparation de joint en "tulipe" si on veut éviter les lattes sur les fortes épaisseurs (on a fait des chanfrein en V à 60° et on a mis des lattes, mais le type de joint demande beaucoup de concentration et de précision au soudeur, car il faut que l'arc soit précisément dans le milieu du joint sinon on a des chances de faire du collage)
Vous n'avez pas donné de détails, et d'après ce que je comprends de ce commentaire vous réalisez les BW t15 avec chanfrein en tulipe et pleine pénétration (ss, nb).
Est-ce bien cela ?
Ou alors vous réalisez un gougeage et une reprise envers (bs) ?
Qu'en est-il de l'épaisseur 5 mm ?
On avait commencé les QMOS avec le Kemppi mais on passait pas à la radio... Le Fronius 320TPS a super bien été dès qu'on l'a essayé sur le BW en Ø160
- D'après vous, qu'est-ce qui pourrait justifier cette différence de résultat entre ces 2 postes ?
Je vois souvent attribuer des défauts de soudage à un générateur, alors qu'il ne fait que délivrer les réglages qu'on lui a fourni.
Pour moi, un générateur ne produit pas de porosités, ou d'inclusions... Mais presque tout le reste peut produire ces défauts.
- Avez-vous utilisé un mode pulsé ou double pulsé ou le mode classique (veine liquide) ?
Il a fallu bcp de rigueur sur la préparation des joints et le nettoyage entre passes (dégraissage à l'alcool isopropylique, brossage à la brosse inox (neuve), disque à meuler spéciale alu ...)
- Pouvez-vous nous communiquer les références du disque à meuler utilisé ?
Bien cordialement,
#12
Pierre V En ligne le 04/10/2019 à 09:29 (11 messages sur soudeurs.com)
Bonjour SavoirFer,
En bleu mes réponses
Pour tout ce qui est soudure en BW : il est fortement conseillé de faire des préparation de joint en "tulipe" si on veut éviter les lattes sur les fortes épaisseurs (on a fait des chanfrein en V à 60° et on a mis des lattes, mais le type de joint demande beaucoup de concentration et de précision au soudeur, car il faut que l'arc soit précisément dans le milieu du joint sinon on a des chances de faire du collage)
Vous n'avez pas donné de détails, et d'après ce que je comprends de ce commentaire vous réalisez les BW t15 avec chanfrein en tulipe et pleine pénétration (ss, nb).
Est-ce bien cela ?
Non, on a fait des chanfrein en V à 60° sans talon avec une latte support, mais sur une précédente campagne on avait fait des tulipes et le soudeur est plus à l'aise car son arc va plus facilement au centre du joint, on fait moins de passes et les résultats ont tout de suite été top.
Ou alors vous réalisez un gougeage et une reprise envers (bs) ?
Non puisque latte
Qu'en est-il de l'épaisseur 5 mm ?
Idem chanfrein en Và 60° sans talon
On avait commencé les QMOS avec le Kemppi mais on passait pas à la radio... Le Fronius 320TPS a super bien été dès qu'on l'a essayé sur le BW en Ø160
- D'après vous, qu'est-ce qui pourrait justifier cette différence de résultat entre ces 2 postes ?
Un arc plus doux et surtout une torche plus courte. De plus le formateur maîtrisait mieux le Fronius, donc des réglage plus fin.
Je vois souvent attribuer des défauts de soudage à un générateur, alors qu'il ne fait que délivrer les réglages qu'on lui a fourni.
Pour moi, un générateur ne produit pas de porosités, ou d'inclusions...
Mais presque tout le reste peut produire ces défauts.
Je suis d'accord avec vous, il faut surtout bien connaitre le poste que l'on utilise, afin d'avoir des réglages fins.
- Avez-vous utilisé un mode pulsé ou double pulsé ou le mode classique (veine liquide) ?
Pulsé seulement.
Il a fallu bcp de rigueur sur la préparation des joints et le nettoyage entre passes (dégraissage à l'alcool isopropylique, brossage à la brosse inox (neuve), disque à meuler spéciale alu ...)
- Pouvez-vous nous communiquer les références du disque à meuler utilisé ?
Disque à lamelles grains 120, disque à meuler pour aluminium, râpe pour aluminium et fraise à meuler l'alu
En espérant avoir répondu précisément à vos questions.
Pierre
#13
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Pierre,
Merci pour vos réponses.
Encore un détail cependant (je me fais l'effet d'un inspecteur Columbo), vous travaillez sur latte.
S'agit-il de supports persistants (lattes perdues, mb) ou de lattes en céramique (ci), ou autres ?
Bien cordialement,
#14
Pierre V En ligne le 04/10/2019 à 09:29 (11 messages sur soudeurs.com)
Bonjour,
Latte perdues
Cordialement
#15

disciple123 En ligne le 23/01/2025 à 14:53 (5 messages sur soudeurs.com)
Bonjour
Pour appliquer quelques règles déjà citées, mon retour d'EX:
Application sur 6006t6, préchauffage à 100 si possibilité selon les dimensions de la pièce, apport 5356, application 131 car moins de diffusion pour concentré la porosité sur la passe finale lors de multipass, gaz argon pur (limite la diffusion de l'hydrogène dans le bain, obtention d'un bain plus pateux qu'avec l'argon/hélium 20%), mais usage de l'argon hélium en PF, PD ou PE car meilleurs protection du bain tout en limitant la porosité, généralement des bons résultats sur matériaux neufs, c'est plus critique sur des réparations de vieilles pièces qui occasionnent des difficultés de nettoyage lors du retrait de l'alumine.
Privilégier des énergies basses en priorisant des vitesses d’exécutions élevées, mais contradictoires sur les fortes épaisseur( risque de défaut de fusion"collage").
Le stockage est primordial pour les consommables, le hors intempéries n'est pas toujours suffisant, un local légèrement chauffée peut convenir, néanmoins un dégourdissage ou maintien à 50° peut nettement améliorer les assemblages.
Faire attention sur les durcissement structurales(2000, 6000 et 7000) au phases de mise en solution et à la taille de ZAT impactée par l'éxécution.
#16
Pierre V En ligne le 04/10/2019 à 09:29 (11 messages sur soudeurs.com)
Bonjour,
Nous avons eu les résultats des QS et QMOS.
En ce qui concerne les QS, tout est OK
Pour les QMOS :
QMOS n°1 :
Macro conforme
Micro : conforme
Ressuage + radio : conforme
Traction : 175 et 174 MPa –
Demandé ISO ( 186 MPa pour 6082T6 et 270 MPa pour 5083H112) NON CONFORME
Demandé NR216 ( MINI 170 MPa pour 6082T6 et 275 MPa pour 5083H112) CONFORME ( valeur la +faible atteinte)
Pliage :conforme
Conforme NR216 et NON conforme ISO 15614-2
QMOS n°2 :
Macro : NON conforme ( manque fusion sur bord de racine)
Ressuage : conforme
radio : NON conforme
radio CE : NON conforme
NON Conforme NR216 et NON conforme ISO 15614-2
QMOS n°3 :
M2 : Caniveau/Morsure défaut court dimension acceptable conforme
M1 reprise : conforme
Ressuage : conforme
Texture : conforme
Conforme NR216 et conforme ISO 15614-2
QMOS n°4 :
M2 : conforme
M1 reprise : conforme
Ressuage : conforme
Texture : conforme
Conforme NR216 et conforme ISO 15614-2
QMOS n°5:
M2 : conforme
M1 reprise : conforme
Ressuage : conforme
Micro : conforme
Texture : non conforme ( Soufflure lg 4,5mm)
NON Conforme NR216 et NON conforme ISO 15614-2
Résultats en demie teinte pour les QMOS, on recherche des solutions pour repasser les QMOS non conforme (passer sur des joints tulipes pour les BW, passer sur un autre métal d'apport,...)
Si vous avez des propositions, je suis preneur !!!
#17
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
après avoir longtemps cherché pour le soudage du 7020 la meilleure ruse que j'ai trouvé c'est tout restant en mode pulsé synergique travailler avec un arc le plus court possible en restant tout de même en spray arc, si l'aspect visuel du cordon est un peu plus " rugueux", la compacité et la rareté des soufflures sont énormément améliorés
Sujets connexes les plus populaires
soudure alu avec poste electrique "classique"
18/11/2010 22:01:57 - BrunoNadine
Réponses : 15
Affichages : 30947
Affichages : 30947
BrunoNadine
28/11/2010 08:53:48
Solution Soudure tig aluminium.
30/08/2016 21:45:16 - IHCity
Réponses : 62
Affichages : 19383
Affichages : 19383
dany 62
25/01/2019 14:38:33
Question Posée réglage paramètres tig alu
26/08/2010 15:46:53 - pt222
Réponses : 14
Affichages : 44945
Affichages : 44945
victor50
20/01/2015 13:31:15
Soudure tig alu impossible
22/02/2011 18:37:29 - Kutig
Réponses : 8
Affichages : 5689
Affichages : 5689
Kutig
15/09/2011 16:33:25
Question Posée soudure a l'arc avec baguette enrobée aluminium
17/02/2006 19:33:37 - camphil0
Réponses : 5
Affichages : 36811
Affichages : 36811
Comment Souder 2 tole Aluminium 2 mm sans gaz?
23/05/2007 13:41:20 - mak2008
Réponses : 3
Affichages : 20847
Affichages : 20847
lguenhael
27/08/2007 18:48:41
Defaut de soudure en MIG aluminium
13/03/2011 14:19:43 - bourriste26
Réponses : 2
Affichages : 6262
Affichages : 6262
bourriste26
14/03/2011 15:46:17
Recherche Où trouver un soudeur pour souder de l'aluminium
26/08/2017 15:43:39 - pie_a
Réponses : 4
Affichages : 952
Affichages : 952
tungstene
27/09/2018 14:16:39
Question Posée Avis sur une soudure alu réalisée par un soudeur ?
16/05/2018 12:56:38 - Perlinpinpin
Réponses : 17
Affichages : 1942
Affichages : 1942
Perlinpinpin
25/05/2018 09:41:58
Information Decaper, un traitement de surface extra pour l’aluminium
20/01/2017 17:49:19 - Dominique ADMIN
Réponses : 1
Affichages : 1593
Affichages : 1593
tungstene
20/01/2017 19:17:01
Question Posée J’ai des problèmes de soudage TIG sur de l’aluminium
10/06/2019 14:04:49 - Scoopy
Réponses : 93
Affichages : 4173
Affichages : 4173
Jerem37
08/09/2021 13:45:13
Question Posée soudure alu, je suis perdu
05/06/2013 12:46:31 - steph Lisieux14
Réponses : 31
Affichages : 9560
Affichages : 9560
Alu 7075 et soudure...
06/04/2005 12:47:57 - llf74
Réponses : 4
Affichages : 17089
Affichages : 17089
Question Posée Soudage d'alu 6060 T6 et 6061 T6 ?
14/09/2012 13:59:16 - alain 1310
Réponses : 2
Affichages : 10312
Affichages : 10312
romiaero
19/11/2012 19:23:47
Soudure Alu sur bloc moteur de MOTO
31/10/2004 07:53:00 - DGI
Réponses : 4
Affichages : 11314
Affichages : 11314
Fil fourré soudure Alu???
16/09/2009 20:18:27 - ami7
Réponses : 2
Affichages : 11048
Affichages : 11048
ami7
29/09/2009 18:18:25
Question Posée Quel est le meilleur gaz de soudage pour souder l aluminium
17/10/2006 00:51:12 - gilbca33
Réponses : 1
Affichages : 9278
Affichages : 9278
Admin dusweld1
17/10/2006 03:39:20
Question Posée parlons néttoyage de l'aluminium avant soudage
29/11/2015 10:08:46 - romiaero
Réponses : 24
Affichages : 5159
Affichages : 5159
romiaero
02/12/2015 10:12:12
Nettoyage du noir de soudure alu
07/03/2012 12:20:16 - reenot42
Réponses : 1
Affichages : 7255
Affichages : 7255
Admin dusweld1
14/03/2012 15:20:54
Question Posée Soudure conduite d'huile sur carter alu
14/02/2018 17:55:27 - Lp_motoring
Réponses : 7
Affichages : 1059
Affichages : 1059
Lp_motoring
16/02/2018 05:21:29
