
41 réponses -
Accéder à la dernière réponse
#1


motobek En ligne le 02/11/2012 à 20:09 (6 messages sur soudeurs.com)
Sujet : Question Posée influence de l'affutage de l'électrode tungstène tig
Bonjour à tous,
Je cherche à savoir quelle est l'influence de l'angle d'affutage de l'électrode de tungstène en soudure tig sur tole inox.
Merci

#2
patseg En ligne le 06/04/2012 à 00:17 (102 messages sur soudeurs.com)
bonsoir
plus l'angle au sommet et petit, plus forte est la penetration
#3


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Pour souder avec du courant continu (CC) , vous devez affûter la pointe terminale de votre électrode réfractaire en tungstène en forme de cône de 30° à 60°.
La hauteur du cône doit être égal à 2 ou 3 fois le diamètre de l'électrode.
Voir l'image ci-dessous :
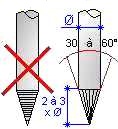
L'angle de l'électrode influence la forme de l'arc électrique (son panache) ainsi que la pénétration du cordon.
Les spécialistes comme DEBUIGNE, EROKHIN, KEY, MILLS et SAVAGE différent quant à l'influence de l'affûtage du cône de l'extrémité de l'électrode.
La géométrie du cône a une influence sur la pression d'arc (pénétration) et le cisaillement aérodynamique (mouillage et largeur du cordon).
Il semble que pour les uns plus l'angle du cône est faible donc aigu, plus la tension d'arc augmente ce qui modifie la pénétration qui diminue et la largeur du cordon qui augmente.
Mais pour d'autres ce serait l'inverse (de quoi perdre son latin...)
Une électrode aigue donne une énergie incidente supérieure.
La pression d'arc augmente lorsque l'angle d'affûtage augmente. Son maximum est atteint avec un cône à 45° environ.
En soudage manuel le soudeur prépare sa pointe avec un angle d'environ 30°.
En automatique, il est courant d'observer des angles de cône de 45° à 55°.
Le meulage du cône doit se faire dans le sens de la longueur de l'électrode pour assurer une stabilité de l'arc.
La pointe d'extrémité est souvent tronquée pour les angles de cône très pointus.
En espérant avoir répondu à votre attente.
Cordialement,
#4
motobek En ligne le 02/11/2012 à 20:09 (6 messages sur soudeurs.com)
un grand merci pour ces infos
#5

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Je réactive ce message.
Je vous propose de lire l'article technique ci-dessous :
![]() Quelles sont les électrodes réfractaires de tungstène pour le soudage TIG et le PLASMA ?
Quelles sont les électrodes réfractaires de tungstène pour le soudage TIG et le PLASMA ?
Cordialement,
#6

Invité
re :) l article je l ai lu depuis très longtemps
mais justement sur l article il y a 2 choses qui me surprenne un peu
à propos de la couleur bleu turquoise de 2 types d électrodes réfractaire de composition différentes
pour l une sur le tableau 1 c est wt4 contenant du thorium
et pour l autre sur le tableau 2 mème couleur( bleu turquoise ) mais pour des électrodes dopée avec de la terre rare ( voisine des lanthane )
tableau 1
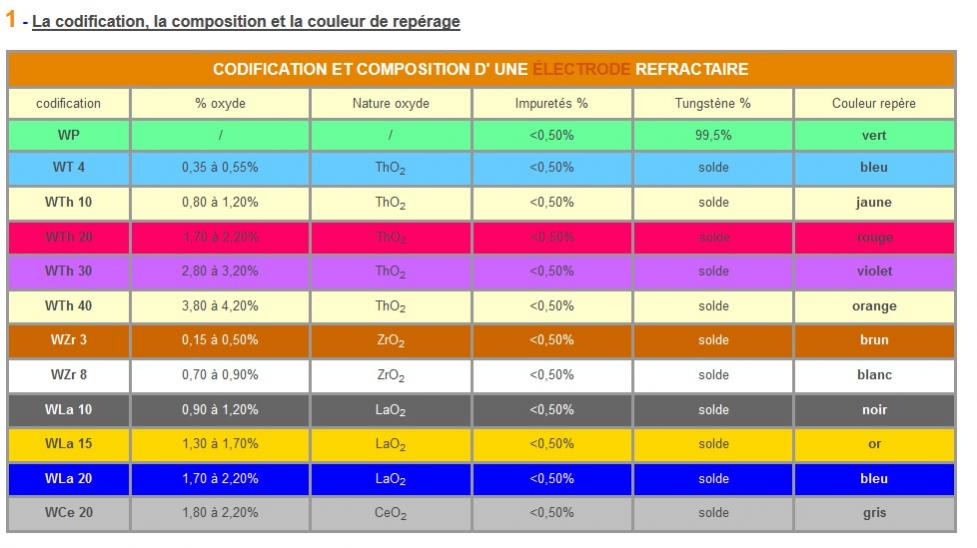
tableau 2

cordialement Ricou26:)
#7

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en ce qui concerne l'affutage, celui ci fait, je fais un minuscule méplat sur le bout, ( je mouche la pointe très légèrement) j'ai remarqué que ça "cale" mieux l'arc surtout pour les bord à bord sur tôles fines.
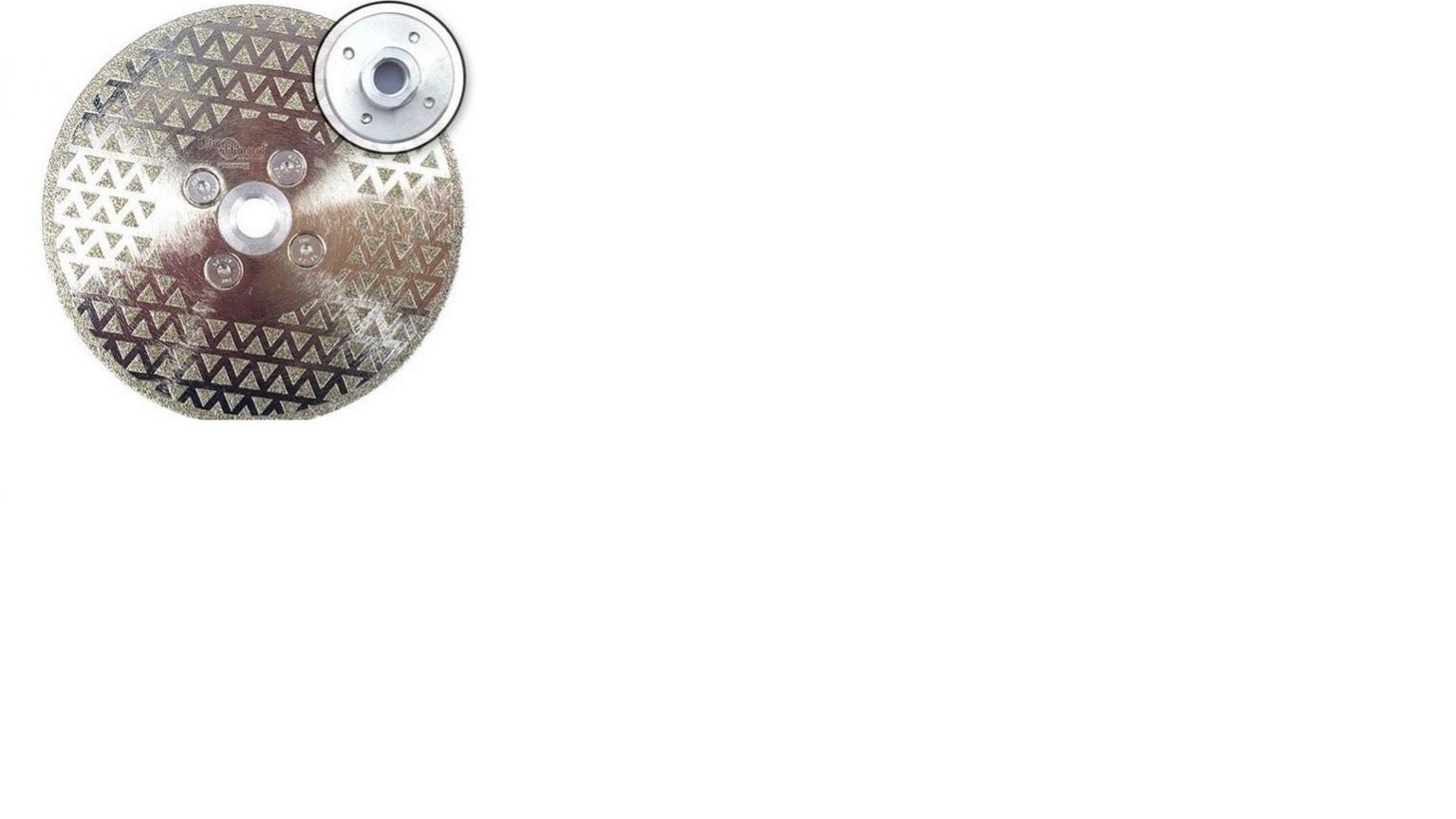
Autre astuce je travaille souvent sur chantier, je ne vais pas me trimbaler un touret, je faisais donc souvent à la disqueuse avec un disque à lamelle émeris, mais le tungstene est tellement dur que cela me "bousillait" mes disques, j'ai résolu le problème en utilisant un disque diamanté, genre pour maçonnerie mais qui a la particularité d'être diamanté sur la partie plane; un peu comme celui là
Disque DE Diamant 125 MM Bride M14 Rincer Lames Bords A Broyer Pierre Naturelle | eBay
#8
Bonsoir Ricou26,
Il faut que je prenne le temps de regarder dans la norme des électrodes réfractaires de tungstène pourquoi il y a une différence entre mon tableau et celui de la SAF pour une même couleur bleu turquoise ?
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par ricou26
re :) l article je l ai lu depuis très longtemps
mais justement sur l article il y a 2 choses qui me surprenne un peu
à propos de la couleur bleu turquoise de 2 types d électrodes réfractaire de composition différentes
pour l une sur le tableau 1 c est wt4 contenant du thorium
et pour l autre sur le tableau 2 mème couleur( bleu turquoise ) mais pour des électrodes dopée avec de la terre rare ( voisine des lanthane )
tableau 1
tableau 2
cordialement Ricou26:)
Bonsoir Ricou26,
Il faut que je prenne le temps de regarder dans la norme des électrodes réfractaires de tungstène pourquoi il y a une différence entre mon tableau et celui de la SAF pour une même couleur bleu turquoise ?
Cordialement,
#9

gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour,
Ni les électrodes avec des terres rares (par exemple la E3 couleur lilas) ni la WT40 ne sont des électrodes normalisées d'après l'ISO 6848 de 2004 et de 2015.
N'étant pas normalisées, elles peuvent prendre n'importe quelle couleur qui n'est pas déjà utilisée pour une composition normalisée.
#10


Bonjour,
Effectivement il y a une confusion à éviter entre les électrodes WT4 marquage bleu clair (bleu ciel) et les électrodes WL20 bleu foncé (outremer) dites "multistrike".
Les premières sont radiocatives, les secondes excellente en tout et sans danger.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par ricou26
re :) l article je l ai lu depuis très longtemps mais justement sur l article il y a 2 choses qui me surprenne un peu
à propos de la couleur bleu turquoise de 2 types d électrodes réfractaire de composition différentes pour l une sur le tableau 1 c est wt4 contenant du thorium
et pour l autre sur le tableau 2 mème couleur( bleu turquoise ) mais pour des électrodes dopée avec de la terre rare ( voisine des lanthane )
cordialement Ricou26:)
Bonjour,
Effectivement il y a une confusion à éviter entre les électrodes WT4 marquage bleu clair (bleu ciel) et les électrodes WL20 bleu foncé (outremer) dites "multistrike".
Les premières sont radiocatives, les secondes excellente en tout et sans danger.
Cordialement.
#11
Bonjour gringe2010,
Merci beaucoup pour votre aide à répondre à mon interrogation concernant les deux tableaux des électrodes de tungstène.
Voila pourquoi ces deux électrodes WT40 et E3 présentent la même couleur d'identification.
Il serait utile que la normalisation évolue et intègre les dernières type d'électrodes.
Bien Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par gringe2010
Bonjour,
Ni les électrodes avec des terres rares (par exemple la E3 couleur lilas) ni la WT40 ne sont des électrodes normalisées d'après l'ISO 6848 de 2004 et de 2015.
N'étant pas normalisées, elles peuvent prendre n'importe quelle couleur qui n'est pas déjà utilisée pour une composition normalisée.
Bonjour gringe2010,
Merci beaucoup pour votre aide à répondre à mon interrogation concernant les deux tableaux des électrodes de tungstène.
Voila pourquoi ces deux électrodes WT40 et E3 présentent la même couleur d'identification.
Il serait utile que la normalisation évolue et intègre les dernières type d'électrodes.
Bien Cordialement,
#12
gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
En fait la E3 est couleur "lilas".
Et si on n'a pas le paquet d'origine, on pourrait les confondre avec des WTh 30 (bout violet) qui elles sont normalisées.
Le problème du bleu clair ici est que la couleur n'est pas normalisée, donc chaque fabricant peut l'utiliser s'il le veut pour des compositions totalement différentes.
#13
Bonsoir gringe2010:)
merci pour cet éclaircissement qui ne résout pas le problème de couleur :D
lorsqu on achète ces électrodes il s agit de les garder chacune dans leur emballage d origine
car sinon on se retrouve avec des terre rares et des radioactive ayant la mème couleur bleu turquoise
trop de norme tue la norme la en l occurrence il manque un peu de rigueur ( car si chaque fabricant peut utiliser s'il le veut la mème couleur pour des compositions totalement différentes ) ça devient n’importe quoi :D
cordialement Ricou26:)
Invité
Envoyé par gringe2010
En fait la E3 est couleur "lila". Et si on n'a pas le paquet d'origine, on pourrait les confondre avec des WTh 30 (bout violet) qui elles sont normalisées.
Le problème du bleu clair ici est que la couleur n'est pas normalisée, donc chaque fabricant peut l'utiliser s'il le veut pour des compositions totalement différentes.
Bonsoir gringe2010:)
merci pour cet éclaircissement qui ne résout pas le problème de couleur :D
lorsqu on achète ces électrodes il s agit de les garder chacune dans leur emballage d origine
car sinon on se retrouve avec des terre rares et des radioactive ayant la mème couleur bleu turquoise
trop de norme tue la norme la en l occurrence il manque un peu de rigueur ( car si chaque fabricant peut utiliser s'il le veut la mème couleur pour des compositions totalement différentes ) ça devient n’importe quoi :D
cordialement Ricou26:)
#14

Moi37 En ligne le 06/09/2021 à 22:49 (306 messages sur soudeurs.com)
Bonjour,
Je n'ai aucune expérience en TIG, j'épluche tout ce que je trouve sur cette technologie avant de me lancer et suis tombé sur une chaine qui occupe mes soirées et justement, il y a..... ça:
http://www.weldingtipsandtricks.com/tungsten-grind-angles.html
Peut-etre est-ce déjà cité sur le forum...
#15

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,un de mes collègue ,ma refilé un tungstène sans couleur .
J'ignore si c’était une blague ,apparemment le tungstène venait d'un autre pays .
Je ne l'ai pas essayé provenance douteuse ,il a volé a la poubelle.
Si quelqu'un a des renseignements,sur un tungstène sans couleur...
#16


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonjour dany 62,
C'était peut-être juste du MA...
Cordialement,
#17
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour,du MA ...qu'est que c'est jamais entendu parlé .
Si vous me dite que c'est de la merdasse je comprendrais.Amazon.fr : electrodes tungstene
C'est tout se que j'ai pu trouver sur le net...
#18
BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
MA signifie Métal d'Apport.
Avec les MA en acier inoxydable, c'est discret pour une blague...
Cordialement,
#19
Invité
re
ou un morceau de corde à piano :D;)
je me demande combien de temps ça pourrait résister en mode soudage ;)
trêve de plaisanterie en tous cas Dany tu a bien fait de le jeter
pas prendre des risques inutiles:)
amicalement Ricou26:)
#20
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Du métal d'apport!
Vue les coupes droite et la rigidité du pseudo tungstène.
Je vous assure que ce n’était pas du métal d'apport ,apparemment cela venait des pays de l'est .
#21
Invité
re:)
une coupe droite c'est faisable
la corde à piano c'est raide
si c'est une blague elle est de très mauvais gout
ça peut détruire la torche
ou alors la peinture est partie :) tout simplement
cordialement Ricou26:)
#22
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour, je pense que la peinture est parti aussi, impossible de savoir de quel nature était le tungstène.
#23
Moi37 En ligne le 06/09/2021 à 22:49 (306 messages sur soudeurs.com)
Bonjour,
Je poursuis mes essais et confirme l'importance de cet affûtage qui mérite du soin. D'ailleurs je suis surpris que vous n'insistiez pas plus que ça sur ce fait en réponse aux questions posées par les débutants comme moi....
Là, j'ai tenté des affûtages avec le peu de moyens encore à ma disposition, le reste ayant déjà déménagé et ça va pas du tout. Meuleuse d'une main, electrode de l'autre associé à ma "gigite", pas top. J'ai ruiné un disque lamelle, creusé un classique, tout ça pour affûter une électrode 1,6. J'ai essayé avec un disque diamanté pour matériaux, c'est guère mieux.
J'ai accès à une affuteuse universelle pour outils de coupe mais en l'état elle n'est pas adaptée pour travailler dans le sens de la longueur de l'electrode, et chose que je respecte et comprends, son propriétaire n'est pas emballé à l'idée de travailler du tungstène lui qui ne lui fait avaler que des outils HSS.
Devant le prix des affûteuses dédiées, j'envisage une autre solution, quitte à bloquer un petit touret à cet usage. Quelles meules, adaptations ou systèmes complets utilisez-vous? Le diamant "chinois" est-il adapté? Car les meules plus prestigieuses de ce genre ne sont pas spécialement données...
Cordialement
#24
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je travaille beaucoup en déplacement, pour l'affutage j'emploie un disque 125 mm diamanté , cela marche très bien, en plus sans se cramer les doigts, c'est très efficace la tungstene n'a pas le temps de chauffer, pour la tremblote tout est dans la façon de s'y prendre, disque vers le ciel et tungstene appuyée sur le carter

#25
Bonjour,
Excellent, merci.
Nono57 En ligne le 11/04/2020 à 13:33 (19 messages sur soudeurs.com)
Envoyé par Moi37
Bonjour,
Je n'ai aucune expérience en TIG, j'épluche tout ce que je trouve sur cette technologie avant de me lancer et suis tombé sur une chaine qui occupe mes soirées et justement, il y a..... ça:
http://www.weldingtipsandtricks.com/tungsten-grind-angles.html
Peut-etre est-ce déjà cité sur le forum...
Bonjour,
Excellent, merci.
#26

L'électrode de tungstène de diamètre 1,6 mm (et moins) n'a aucun intérêt dans la plupart des applications de soudage TIG pro.
Et encore moins en bricolage.
- Elle se tord et se casse facilement
- Elle supporte une faible intensité
- Elle s'affûte difficilement
- Elle se consomme rapidement
Pour toute application de soudage courante on choisira, à minima, une électrode de 2 mm.
L'électrode polyvalente étant celle de 2,4 mm de diamètre.
Une panoplie de diamètres d'électrodes, de pinces, de diffuseurs est totalement ridicule, sauf en cas de soudage de l'alu avec un vieux tromblon de poste AC/DC.
En tous métaux (acier, inox, alu, cuivre,...) aujourd'hui, avec un poste honnête, on peut presque tout faire avec une électrode de 2,4 mm au lanthane (WL20).
Je découvre sur ce site des "fashion victims" en consommables de soudage !
Pour l'affûtage, un vieux disque à lamelles et de la salive sont suffisants.
Vous pouvez y rajouter un bon vieux porte-mines en alu si vous n'aimez pas vous cracher sur les doigts.
Bien cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir,
J'ai ruiné un disque lamelle, creusé un classique, tout ça pour affûter une électrode 1,6
L'électrode de tungstène de diamètre 1,6 mm (et moins) n'a aucun intérêt dans la plupart des applications de soudage TIG pro.
Et encore moins en bricolage.
- Elle se tord et se casse facilement
- Elle supporte une faible intensité
- Elle s'affûte difficilement
- Elle se consomme rapidement
Pour toute application de soudage courante on choisira, à minima, une électrode de 2 mm.
L'électrode polyvalente étant celle de 2,4 mm de diamètre.
Une panoplie de diamètres d'électrodes, de pinces, de diffuseurs est totalement ridicule, sauf en cas de soudage de l'alu avec un vieux tromblon de poste AC/DC.
En tous métaux (acier, inox, alu, cuivre,...) aujourd'hui, avec un poste honnête, on peut presque tout faire avec une électrode de 2,4 mm au lanthane (WL20).
Je découvre sur ce site des "fashion victims" en consommables de soudage !
Pour l'affûtage, un vieux disque à lamelles et de la salive sont suffisants.
Vous pouvez y rajouter un bon vieux porte-mines en alu si vous n'aimez pas vous cracher sur les doigts.
Bien cordialement,
#27
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
Savoir Fer nous sommes d'accord , mais étant donné le prix d'un disque à lamelles , moi j'en ai eu un peu marre de les niquer juste en affutant des tungstènes et de m'y cramer les doigts
#28
Moi37 En ligne le 06/09/2021 à 22:49 (306 messages sur soudeurs.com)
Bonsoir,
Pris sous la frénésie d'équipement du débutant, j'assume complètement mon statut de "fashion victim", et suis bien obligé de rallier l'avis de SavoirFer et son franc-parler. J'ai découvert seul l'intérêt relatif des électrodes 1,6, finalement avérées trop exclusives pour moi. Je pensais naïvement que plus l'electrode était fine, plus ce serait facile pour commencer. Erreur.
Mes disques à lamelles, achetées je-ne-sais-plus-où, ne m'inspirent guère. Je n'arrive pas à faire une pointe sur des 2,4. Surement de trop mauvaise qualité...
Cordialement.
#29
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
même avec des disques à lamelles cher zirconium ou céramique vous allez avoir le même problème because la dureté du tungstene, vous allez y arriver mais le disque va s'émousser
#30
Invité
Prenez un disque diamant en GSB sur une meuleuse ca marche tres bien :)
Mathieu
#31
Invité
Bonsoir :)
comme Tungstène version légèrement différente du sien affiché plus en amont sur ce fil de discussion
j'utilise un plateau diamant M14 monté sur la meuleuse
ça fonctionne super bien
cordialement Ricou26:)
#32
Bonjour, :)
C'est effectivement une de mes principales sources et j'ai énormément appris avec ce cher Jody Collier. Ce site est une référence comme il n'en existe malheureusement qu'outre Atlantique...
D'autres chaines similaires :
6061.com
The Fabrication Series
Weld.com
Bien amicalement. :D
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Moi37
Bonjour,
Je n'ai aucune expérience en TIG, j'épluche tout ce que je trouve sur cette technologie avant de me lancer et suis tombé sur une chaine qui occupe mes soirées et justement, il y a..... ça:
http://www.weldingtipsandtricks.com/tungsten-grind-angles.html
Peut-etre est-ce déjà cité sur le forum...
Bonjour, :)
C'est effectivement une de mes principales sources et j'ai énormément appris avec ce cher Jody Collier. Ce site est une référence comme il n'en existe malheureusement qu'outre Atlantique...
D'autres chaines similaires :
6061.com
The Fabrication Series
Weld.com
Bien amicalement. :D
#33
Moi37 En ligne le 06/09/2021 à 22:49 (306 messages sur soudeurs.com)
Bonjour,
Sa chaîne est une mine, mais....... qu'est-ce qu'il cause !!!!!!
Cordialement
#34


christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Bonjour,
alors moi pour affuter les tungstènes ,comme je suis un gros fainéant et que j'en ai marre de me bruler les doigts voici ce que j'utilise,
un tank avec de l'abrasif en grain 80 et une perceuse sur batterie

l'astuce de SavoirFer, je l'ai pratiquée aussi mais comme je suis vieux c'est la perceuse qui fait tourner l'électrode

#35
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour Christwin,
Je constate que nous avons le même fournisseur d'outillage :o . Par contre, autant la perceuse est top, autant le tank est retourné au magasin car je n'ai jamais réussi à faire tenir la bande en place malgré tous les réglages possibles...
Après, les méthodes d'affutage sont infinies et font appel à des tas d'astuces déjà diffusées ici, ce qui me dissuade de revenir sur les miennes. De toutes façon, on a tous la "meilleure" méthode ! ;)
Cordialement.
#36
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
le problème c'est que cela bousille les abrasifs et les meules , et c'est là que le disque diamanté prend l'avantage, mais chacun fait comme il veut. Dans les astuces pour bien stabiliser l'arc en soudage bord à bord c'est de finir l'affutage avec un micro méplat sur la pointe. Testez vous verrez
#37
Bonjour Tungstène,
Oui, mais aussi (surtout ?) pour éviter la pollution du tungstène par les incrustations d'un abrasif ou d'une meule (c'est la même chose). Quelle que soit la méthode, il est souhaitable de réserver l'outil utilisé à cet usage.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par tungstene
c'est là que le disque diamanté prend l'avantage
Bonjour Tungstène,
Oui, mais aussi (surtout ?) pour éviter la pollution du tungstène par les incrustations d'un abrasif ou d'une meule (c'est la même chose). Quelle que soit la méthode, il est souhaitable de réserver l'outil utilisé à cet usage.
Cordialement.
#38
re:)
oui mais avec un disque diamant avant de décrocher les particules par rapport à un disque à lamelle ou bien un disque de meuleuse standard il faut en vouloir:o
perso j'utilise le disque diamant pour le carrelage habituellement et si je veux affuter un tungstène un coup de flotte avec une brosse et le disque est prêt
cordialement Ricou26:)
Invité
Envoyé par locouarn
Bonjour Tungstène,
Oui, mais aussi (surtout ?) pour éviter la pollution du tungstène par les incrustations d'un abrasif ou d'une meule (c'est la même chose). Quelle que soit la méthode, il est souhaitable de réserver l'outil utilisé à cet usage.
Cordialement.
re:)
oui mais avec un disque diamant avant de décrocher les particules par rapport à un disque à lamelle ou bien un disque de meuleuse standard il faut en vouloir:o
perso j'utilise le disque diamant pour le carrelage habituellement et si je veux affuter un tungstène un coup de flotte avec une brosse et le disque est prêt
cordialement Ricou26:)
#39
Bonsoir Ricou :)
Heu... C'est exactement ce que j'ai dit :p !
Mais je pense que j'ai mal tourné ma phrase ;).
D'autre part un abrasif (bande ou meule) se charge de particules de métal qui vont se retrouver sur le tungstène.
Avec le diamant c'est plus improbable, vu que l'on ne meule normalement pas de métal avec.
Bien amicalement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par ricou26
oui mais avec un disque diamant avant de décrocher les particules par rapport à un disque à lamelle ou bien un disque de meuleuse standard il faut en vouloir
Bonsoir Ricou :)
Heu... C'est exactement ce que j'ai dit :p !
Mais je pense que j'ai mal tourné ma phrase ;).
D'autre part un abrasif (bande ou meule) se charge de particules de métal qui vont se retrouver sur le tungstène.
Avec le diamant c'est plus improbable, vu que l'on ne meule normalement pas de métal avec.
Bien amicalement.
#40
Je tombe des nues.
Après quelques milliers de radiographies de mes soudures en TIG sur tube, vous me faites une belle peur rétrospective !
Plus sérieusement, je ne pense pas qu'un tel dépôt, très improbable, sur l'électrode puisse générer le moindre problème de qualité en soudage manuel.
Jusqu'à preuve du contraire, naturellement.
Bien amicalement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonsoir Messieurs,
Oui, mais aussi (surtout ?) pour éviter la pollution du tungstène par les incrustations d'un abrasif ou d'une meule (c'est la même chose). Quelle que soit la méthode, il est souhaitable de réserver l'outil utilisé à cet usage.
oui mais avec un disque diamant avant de décrocher les particules par rapport à un disque à lamelle ou bien un disque de meuleuse standard il faut en vouloir
un abrasif (bande ou meule) se charge de particules de métal qui vont se retrouver sur le tungstène
Je tombe des nues.
Après quelques milliers de radiographies de mes soudures en TIG sur tube, vous me faites une belle peur rétrospective !
Plus sérieusement, je ne pense pas qu'un tel dépôt, très improbable, sur l'électrode puisse générer le moindre problème de qualité en soudage manuel.
Jusqu'à preuve du contraire, naturellement.
Bien amicalement,
#41
Bonsoir,
Effectivement, j'admets que j'extrapole avec un zèle excessif une précaution qui s'applique plutôt au soudage orbital... :p
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par SavoirFer
Plus sérieusement, je ne pense pas qu'un tel dépôt, très improbable, sur l'électrode puisse générer le moindre problème de qualité en soudage manuel.
Bonsoir,
Effectivement, j'admets que j'extrapole avec un zèle excessif une précaution qui s'applique plutôt au soudage orbital... :p
Cordialement.
#42
marcusp En ligne le 15/12/2024 à 19:50 (17 messages sur soudeurs.com)
Bonsoir,
c'est aussi un domaine qui m'intéresse pas mal et sur lequel je fais des recherches en ce moment, et pour ajouter ma pierre à l'édifice, voilà 2 autres articles sur le sujet: https://latelierjurassien.fr/fr/blog/341/-tig-comparatif-d-affuteuses-d-electrodes-de-tungstene.html & https://latelierjurassien.fr/fr/blog/340/-tig-affutage-des-electrodes-de-tungstene.html
A+
Sujets connexes les plus populaires
Gros probleme tig/ tungstene qui fond
10/12/2007 19:43:58 - jayls1709
Réponses : 27
Affichages : 24261
Affichages : 24261
mouaib
15/10/2014 06:39:47
Question Posée Quel est le meilleur type d'électrode de tungstène pour le TIG ?
11/09/2006 16:23:47 - Petit-Soudeur-Tig
Réponses : 15
Affichages : 15814
Affichages : 15814

Gaspardag
23/01/2021 09:03:46
Question Posée influence de l'affutage de l'électrode tungstène tig
24/05/2005 13:40:57 - motobek
Réponses : 41
Affichages : 19927
Affichages : 19927
marcusp
15/12/2024 19:49:57
Question Posée Électrodes de tungstène E3!
25/10/2012 14:50:10 - ashoul09
Réponses : 16
Affichages : 13687
Affichages : 13687
marcusp
09/01/2024 15:36:02
Question Posée Température de l'arc en soudure TIG
13/06/2014 23:14:47 - jocalamine
Réponses : 11
Affichages : 11089
Affichages : 11089
jocalamine
16/06/2014 23:02:03
Type de meule pour affutage électrodes
04/09/2011 10:06:15 - cantause
Réponses : 3
Affichages : 6265
Affichages : 6265
Admin dusweld1
04/09/2011 12:19:16
Question Posée Où acheter du métal d'apport pour TIG ?
20/01/2013 16:08:19 - bruno.ma95
Réponses : 13
Affichages : 6301
Affichages : 6301
stphane9377
09/04/2019 18:24:02
Question Posée Électrode de tungstene cerié ou thorié
21/06/2007 11:10:04 - aboul
Réponses : 23
Affichages : 15385
Affichages : 15385
locouarn
10/09/2016 20:32:10
Quel type d'électrode de tungstène en soudage alu ?
25/08/2003 15:44:17 - Gérard
Réponses : 1
Affichages : 10622
Affichages : 10622
Peter Welder
25/08/2003 19:14:20
Question Posée Importance de l’affûtage de l'électrode de tungstène ?
05/02/2019 14:02:43 - Barabas
Réponses : 10
Affichages : 701
Affichages : 701
Information Attention tungstène thorié produit radioactif
08/11/2003 14:15:01 - PPHM
Réponses : 26
Affichages : 20472
Affichages : 20472
fredo666
13/03/2015 20:59:55
Question Posée couleur anormale Bout tungstène pour alu de couleur bleu acier
11/05/2014 20:21:20 - fredo50
Réponses : 14
Affichages : 3551
Affichages : 3551
jeremytig
14/05/2014 17:24:40
Électrodes de tungstène pour le TIG
14/09/2008 20:58:26 - bunob
Réponses : 4
Affichages : 7141
Affichages : 7141
Admin dusweld1
15/09/2008 17:42:55
Question Posée affutage électrode de tungstène chimiquement..........
10/05/2008 23:08:17 - 2309danielmo
Réponses : 8
Affichages : 6716
Affichages : 6716
Dominique ADMIN
16/12/2012 14:23:26
Électrode Tungstène lanthane
26/11/2007 14:12:24 - michelb
Réponses : 1
Affichages : 6278
Affichages : 6278
Admin dusweld1
26/11/2007 17:14:10
Question Posée choix électrodes tungstène tig
06/11/2006 18:06:27 - ruzor
Réponses : 1
Affichages : 5787
Affichages : 5787
Admin dusweld1
06/11/2006 18:42:49
Proposition J'ai trouvé ce lien sur internet concernant les électrodes de tungstène thorié ©
11/09/2016 05:09:05 - Dominique ADMIN
Réponses : 35
Affichages : 3865
Affichages : 3865
mecanix
04/01/2021 18:46:19
Question Posée Couper proprement des électrodes de tungstène?
07/12/2014 17:22:50 - Kev69
Réponses : 19
Affichages : 4901
Affichages : 4901
poupou
05/01/2015 19:48:15
[Répondu] Codification et couleurs des électrodes
20/07/2012 09:05:13 - mubik
Réponses : 5
Affichages : 13696
Affichages : 13696
jmi41
25/03/2015 15:48:03
Question Posée les couleurs des électrodes du tungstène
18/12/2012 14:34:28 - zarhloul
Réponses : 3
Affichages : 2906
Affichages : 2906
locouarn
18/07/2024 07:46:44
