
38 réponses -
Accéder à la dernière réponse
#1


Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Sujet : Question Posée Co2 pour MAG => extincteur Co2 ?
Bonjour
cherchant à souder des tubes d'acier fin (0,8 à 1,5mm), je souhaite m'orienter vers un MIG/MAG en complément de mon MMA inverter. Mais ayant un budget (très) limité, le gaz est clairement un point bloquant.
Et j'aimerais éviter de souscrire à un abonnement, ne sachant pas si je vais souder régulièrement par la suite.
Après quelques recherches, j'ai découvert qu'il était possible de souder au Co2 pur, beaucoup moins cher, en faisant quelques compromis sur le résultat de la soudure (plus de projections, oxydation plus rapide,... ça ne me gêne pas).
C'est peu répandu en France, mais beaucoup plus aux US.
Ce Co2 peut soit provenir de fournisseurs comme Air liquide (donc cher, avec contrats,...), du milieu de la boisson (utilisé pour la bière,... beaucoup moins cher, pas d'abonnement), ou... d'extincteurs CO2 !
C'est cette dernière solution qui m'attire particulièrement, en utilisant des extincteurs "neufs" déclassés (ayant passé la date officielle de validité), on arrive à un prix extrêmement bas (de l'ordre de 10€/2l), avec un filetage standard.
Certains extincteurs ont de la poudre, mais d'autres utilisent uniquement du Co2 "pur".
Il est presque impossible de les faire remplir une fois vide, mais vu les prix on peut simplement en changer.
Et éventuellement recycler l'ancien en réserve portable pour compresseur (c'est éprouvé à 200 bars, donc l'utiliser à 8 bars n'est pas un problème).
On trouve pas mal d'exemples d'exemples de réutilisations d'extincteurs en aquariophilie, mais assez peu pour de la soudure. Avez-vous déjà essayé ?
J'aimerais avoir quelques retours à l'usage, pas juste du théorique si possible :rolleyes: .

Merci d'avance pour vos réponses :) .

#2


locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Votre message dénote une méconnaissance globale de la question.
Je note ici et là : soudure MAG au CO2 pur (sujet maintes fois traité), ignorance des bouteilles en DUES (jusqu'à 11 litres) bien qu'il soit établi que ceci constitue la solution la moins onéreuse pour l'amateur, la "réserve portable" pour compresseur (2 litres à 8 bar !) ;), etc...
Si on ne le fait pas, c'est tout simplement parce qu'il faut faire autrement.
Dans votre cas, il serait bien plus judicieux d'équiper votre inverter d'une torche TIG et d'une bouteille d'argon de 2,3m3, ce qui vous coûtera moins cher et donnera un résultat satisfaisant.
Et si vous ne soudez plus ensuite, cette bouteille peut être facilement revendue un bon prix.
Cordialement.
#3
Je voudrais rester sur du MIG/MAG pour sa polyvalence (soudage de l'acier + alu avec les gaz/fils adaptés, bons choix de diamètres de fils, possibilité de souder en "no-gaz" en extérieur, prise en main de la torche...).
Et pour la soudure, de façon occasionnelle, d'alu et d'aciers spécifiques, prévoir une bouteille jetable d'argon en 2,2l (ou trouver une bouteille d'argon en occasion) et les bobines de fil adaptées en petites tailles.
Pour souder des épaisseurs supérieures à 2mm, j'utiliserai le MMA qui est plus économique.
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Envoyé par locouarn
Votre message dénote une méconnaissance globale de la question. Je note ici et là : soudure MAG au CO2 pur (sujet maintes fois traité) => j'ai fait une recherche sur ce forum, sans grands résultats... Et les infos à ce sujet dans le milieu francophone sont assez minces (quelques personnes tournent au Co2 tout de même, avec des bouteilles de location). Sinon je pense avoir tout de même pas mal poussé mes recherches, même dans le milieu anglophone, sur ce procédé de soudure.
ignorance des bouteilles en DUES (jusqu'à 11 litres) bien qu'il soit établi que ceci constitue la solution la moins onéreuse pour l'amateur => on parle quand même de bouteilles à 250-400€... ça fait cher pour souder de la ferraille...
la "réserve portable" pour compresseur (2 litres à 8 bar !) ;), etc... => pour faire "claquer" un pneu tubeless (tracteur tondeuse, VTT...) et le gonfler (avec un régulateur à 2,5-3 bars) ce doit être suffisant, et bien moins risqué qu'une bouteille de boisson gazeuse. Mais effectivement on en vient vite à bout. Il existe aussi de plus gros extincteurs.
Si on ne le fait pas, c'est tout simplement parce qu'il faut faire autrement. => Ça fait avancer le débat ?... On serait encore à casser des silex si l'Homme restait sur ce principe... Autant je suis d'accord pour admettre qu'une chose n'est pas bonne si on démontre par A + B que c'est le cas, autant le "ce n'est pas comme ça qu'on doit faire" juste pour une question d'habitude est je trouve navrant :mad:...
Dans votre cas, il serait bien plus judicieux d'équiper votre inverter d'une torche TIG et d'une bouteille d'argon de 2,3m3, ce qui vous coûtera moins cher et donnera un résultat satisfaisant. Et si vous ne soudez plus ensuite, cette bouteille peut être facilement revendue un bon prix. => ajouter une torche TIG sur mon poste est une bonne idée, mais cela implique de souder en permanence à l'argon pur, mon budget va exploser... Sinon c'est effectivement une alternative intéressante.
Je voudrais rester sur du MIG/MAG pour sa polyvalence (soudage de l'acier + alu avec les gaz/fils adaptés, bons choix de diamètres de fils, possibilité de souder en "no-gaz" en extérieur, prise en main de la torche...).
Et pour la soudure, de façon occasionnelle, d'alu et d'aciers spécifiques, prévoir une bouteille jetable d'argon en 2,2l (ou trouver une bouteille d'argon en occasion) et les bobines de fil adaptées en petites tailles.
Pour souder des épaisseurs supérieures à 2mm, j'utiliserai le MMA qui est plus économique.
#4

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
pour l'alu outre les problèmes de dévidage avec des postes d'entrée de gamme, et de puissance limité , il faut en plus avoir une gaine spécifique pour l'alu, idem pour les galets et enfin pour le gaz là on ne peut pas bidouiller il faut de l'argon pur
#5
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Je suis toujours étonné de la propension de certains à vouloir refaire le monde dans un domaine aussi pointu que le soudage... Il est pourtant simple d'admettre que les solutions communément admises à ce jour sont issues d'une longue expérience (et pas simplement d'une habitude) et que si on pouvait faire aussi bien par une autre méthode tout le monde le saurait et l'appliquerait. Cette question me rappelle ce sujet récent où les mêmes questions ont abouti aux mêmes réponses. Ce n'est pas parce que l'on voit certaines pratiques sur YouTube (le plus souvent des horreurs infâmes) que ces pratiques sont satisfaisantes. Il y a toujours des petits malins pour se rendre intéressants avec ce genre de vidéos, mais ils ne peuvent trouver d'écho qu'auprès de parfaits néophytes. ;)
Quand je lis : "Je voudrais rester sur du MIG/MAG pour sa polyvalence", je ne peux m'empêcher de tiquer ! Cette "polyvalence" ne peut être qu'au prix de 3 bouteilles de gaz différentes, de jeux de galets et de gaines spécifiques, tout ceci s'éloignant radicalement du leitmotiv "pas cher" qui semble la première exigence, avant la qualité des soudures. Le "semi-auto" a surtout une fausse image de "soudure facile" auprès des amateurs, et pourtant c'est probablement le procédé le plus complexe à régler/utiliser correctement.
Enfin, il faut définitivement admettre que le matériel de soudage coûte un certain prix et qu'un budget se fixe en fonction des objectifs visés et non l'inverse.:p
Cordialement.
#6
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Bonsoir,
Je ne cherche pas à proprement parler à "refaire le monde", j'essaie juste d'arriver à mes fins dans le budget que je me suis fixé.
Sans étaler ma vie, je n'ai pas encore d'emploi fixe ni de logement à mon nom, donc mettre un demi salaire dans du matos de soudure ce n'est pas possible pour le moment.
Je cherche donc des méthodes alternatives pour diminuer les coûts.
C'est ça ou ne pas souder.
Enfin, plutôt me priver de tubes fins et continuer à souder du gros avec mon MMA, ce qui est plutôt dommage vu que je cherche à fabriquer des vélos (trike, cargo,... pour un usage strictement personnel, je précise).
Bref je ne vise pas "le mieux", mais quelque chose de plus accessible permettant d'obtenir un résultat acceptable.
Le Co2 pur n'est pas le meilleur gaz pour souder, d'où certainement son manque de popularité (on conseille l'argon ou argon/Co2, donc logiquement tout le monde prend ça) et l'existence de nombreux mélanges, maintenant ce qui me semble surtout intéressant est de savoir si oui ou non on peut espérer faire des soudures acceptables avec.
Le Co2 pur est régulièrement évoqué comme gaz de soudage (et assez commun aux US), mais en pratique il y a assez peu de retours complets (tests de résistance, coupes de soudures,...) dessus. Ou je ne les ai pas trouvés.
J'ai lu qu'il amenait une forte pénétration, et un durcissement de la zone de soudure par apport de carbone, cela vous semble-t-il compatible avec les épaisseurs d'acier que je vise ?
Un recuit de la zone permettrait-il de retrouver une certaine souplesse ?
Bref, si le Co2 pur est totalement à éviter pour souder l'acier j'aimerais qu'on m'explique pourquoi.
Et pour le choix MAG/TIG, il y a effectivement l'apparente facilité du semi auto qui m'attire, la facilité pour trouver les consommables (GSB,..) et la 2e main disponible (j'ai un peu la tremblotte).
S'il est en réalité compliqué à utiliser, ça ne doit pas non plus être insurmontable avec de l'entraînement. J'ai de toutes façons de bonnes lacunes à combler, même en MMA (les joies de l'apprentissage en autodidacte...).
Sauf erreur, pour souder de l'alu au TIG il faudra de toutes façons un poste AC/DC donc >1000€, et surtout ce n'est pas le cas de mon MMA. Enfin la soudure de l'alu est facultative pour l'instant.
Pour les semi-auto, un jeu de galets est souvent fournis avec le poste (en 0.6, 0.8, 0.9 et parfois >1mm), quand aux gaines apparemment il faut compter ~20€ ce qui reste raisonnable (si elles sont interchangeables).
Maintenant il y a peut-être d'autres éléments à prendre en compte. Mais dans mon cas ça resterait occasionnel (voire facultatif).
Merci pour vos conseils.
#7

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Je connaissais la bouteille de CO2 des fûts à bière recyclée en bonbonne pour le soudage.
Souder en MAG sous CO2 pur ce n’est pas ce qui se fait de mieux
Mais chacun fait comme il veut surtout quand c’est le payeur
Bon week-end de Pâques 2018
Bien cordialement
#8
Toutefois, je m'interroge sur le budget que vous pensez consacrer à ce poste MIG... Dans la mesure où l'option [torche TIG + bouteille argon] vous semble onéreuse, je suis très inquiet !
Cordialement
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Envoyé par Celika
Bonsoir,
Je ne cherche pas à proprement parler à "refaire le monde", j'essaie juste d'arriver à mes fins dans le budget que je me suis fixé.
Sans étaler ma vie, je n'ai pas encore d'emploi fixe ni de logement à mon nom, donc mettre un demi salaire dans du matos de soudure ce n'est pas possible pour le moment.
Je cherche donc des méthodes alternatives pour diminuer les coûts. C'est ça ou ne pas souder.
Enfin, plutôt me priver de tubes fins et continuer à souder du gros avec mon MMA, ce qui est plutôt dommage vu que je cherche à fabriquer des vélos (trike, cargo,... pour un usage strictement personnel, je précise).
Je comprends parfaitement, mais comme en tout domaine il y a un coût minimum en dessous duquel il est impossible de faire des miracles. Rappel : c'est le besoin qui fixe le budget et non l'inverse.
Bref je ne vise pas "le mieux", mais quelque chose de plus accessible permettant d'obtenir un résultat acceptable.
Le Co2 pur n'est pas le meilleur gaz pour souder, d'où certainement son manque de popularité (on conseille l'argon ou argon/Co2, donc logiquement tout le monde prend ça) et l'existence de nombreux mélanges, maintenant ce qui me semble surtout intéressant est de savoir si oui ou non on peut espérer faire des soudures acceptables avec.
En soudure, il y a très peu d'alternatives entre une bonne soudure et une mauvaise soudure. Une soudure "acceptable" est elle bonne ou mauvaise ? Sur quels critères jugez vous ?
Le Co2 pur est régulièrement évoqué comme gaz de soudage (et assez commun aux US), mais en pratique il y a assez peu de retours complets (tests de résistance, coupes de soudures,...) dessus. Ou je ne les ai pas trouvés.
J'ai lu qu'il amenait une forte pénétration, et un durcissement de la zone de soudure par apport de carbone, cela vous semble-t-il compatible avec les épaisseurs d'acier que je vise ?
Un recuit de la zone permettrait-il de retrouver une certaine souplesse ?
Une "forte pénétration" sur du tube de 0,8 à 1,5 mm d'épaisseur, cela représente quoi pour vous ?
Bref, si le Co2 pur est totalement à éviter pour souder l'acier j'aimerais qu'on m'explique pourquoi.
Il me semble me souvenir que l'on avait développé dans le sujet que je citais hier. Mais votre précédente question montre que vous connaissez la réponse.
Et pour le choix MAG/TIG, il y a effectivement l'apparente facilité du semi auto qui m'attire, la facilité pour trouver les consommables (GSB,..) et la 2e main disponible (j'ai un peu la tremblotte).
S'il est en réalité compliqué à utiliser, ça ne doit pas non plus être insurmontable avec de l'entraînement. J'ai de toutes façons de bonnes lacunes à combler, même en MMA (les joies de l'apprentissage en autodidacte...).
Ce n'est pas l'utiliser qui est compliqué, mais de bien le configurer (fil, torche, gaine, galets, gaz) et bien le régler (tension, intensité, vitesse de dévidage). Il y a plus de paramètres et certains sont liés entre eux.
Sauf erreur, pour souder de l'alu au TIG il faudra de toutes façons un poste AC/DC donc >1000€, et surtout ce n'est pas le cas de mon MMA. Enfin la soudure de l'alu est facultative pour l'instant.
Pour les semi-auto, un jeu de galets est souvent fournis avec le poste (en 0.6, 0.8, 0.9 et parfois >1mm), quand aux gaines apparemment il faut compter ~20€ ce qui reste raisonnable (si elles sont interchangeables).
Maintenant il y a peut-être d'autres éléments à prendre en compte. Mais dans mon cas ça resterait occasionnel (voire facultatif).
Le soudage de l'aluminium représente toujours un budget supérieur, ne serait-ce que par le gaz (argon pur). Les gaines coutent moins que 20 € mais encore faut il disposer d'une torche démontable avec connecteur euro.
Merci pour vos conseils.
Toutefois, je m'interroge sur le budget que vous pensez consacrer à ce poste MIG... Dans la mesure où l'option [torche TIG + bouteille argon] vous semble onéreuse, je suis très inquiet !
Cordialement
#9
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
dans les paramètres, si vous faites de la m...e en MMA ( à l'arc) cela se voit, par contre et c'est un gros piège en MIG on peut se faire de magnifiques collages.
Si votre cadre se démantibule en descendant par exemple un trottoir cela peut très mal finir pour vous.
Je répare assez souvent des cadres de vélo le plus souvent en alu, ce sont des cadres fait par des pros , le plus souvent les cassures se produisent au raz des soudure dans la zat, donc cela ne se résume pas qu'à une soudure correct ou pas.
#10
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Visiblement, certains mots sont automatiquement censurés...
Mais on comprends bien ce que tu veux dire et qui est très juste ! ;)
Bon week-end.
#11
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
J'ai eu beau relire le post que vous m'avez donné hier, on y parle surtout de l'argon pur.
Les seules infos sur le Co2 pur c'est qu'il y a beaucoup de projections, une forte pénétration, et que certains font de belles soudures avec... Ça reste vague...
Bref, sans vouloir être offensant, avez-vous déjà testé le Co2 en MAG ?
Ou est-ce encore du "ça ne se fait pas comme ça et puis c'est tout" ?
Je cherche des retours, des pour/contre, éventuellement des comparatifs avec les autres gaz, mais pas des "on dit"...
Ce que je considère comme étant une soudure "acceptable", pour mon niveau d'amateur, c'est une soudure suffisamment solide pour l'usage prévu.
Donc pas un collage, mais pas forcément une soudure de concours non plus (pas obligatoirement une "belle" soudure). Pour mes tests, je soude 2 pièces (à l'équerre ou à plat), j'en met une dans l'étau, et j'essaie de tordre et marteler l'ensemble.
Si les pièces plient/cassent avant la soudure, j'ai tendance à considérer qu'elle a bien pris.
J'avais effectivement lu que le MIG a tendance à faire de beaux collages.
Est-ce généralement lié à une mauvaise préparation ?
Ou des paramètres inadaptés ?
Pour ce qui est du poste, sauf à trouver une bonne occasion je compte prendre une entrée de gamme, n'ayant donc pas de torche Euro, dans ce cas tant-pis pour l'alu.
Je ne cherche pas un gros ampérage, ni un facteur de marche élevé vu qu'il ne servira que sur des pièces minces. Je vise au contraire une intensité mini de 25-30A.
@tungstene: les cadres alu sont plus fragiles que les cadres acier, ils fissurent effectivement plus facilement, fatiguent, et le procédé de soudure étant plus complexe il est parfois bâclé sur les modèles industriels basiques.
Dans le cas de cadres faits par des pros, c'est peut-être aussi lié aux tubes faits en alu hautes performances (plus rigide, potentiellement plus cassant, avec un traitement thermique) avec des épaisseurs fines.
Les cassures se feraient donc souvent au bord de la zone de soudure ?
#12
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Celika,
Je vous invite à suivre votre idée et à souder vos pièces en MAG sous CO2 pur.
Ensuite vous nous faites un retour d’expérience avec photos à l’appui
Bien cordialement
#13
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
C'était justement le but de ma question...
Je pensais que quelqu'un ici avait déjà dû tester cette configuration, et qu'il pourrait donner son retour.
Je comprends que mon acharnement sur le Co2 malgré vos conseils provoque un certain agacement, mais comprenez aussi que de mon côté je ne trouve pas de vrais retours sur ce procédé, donc rien pour affirmer qu'il est bon ou au contraire à éviter...
Mais je ne peux pas pour autant me lancer dedans sans savoir où je vais.
#14
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Celika
Comment voulez vous avoir un retour d’expérience sur une technique de soudage qui n’est pas ou peu usitée car peu recommandée ?
Voici quelques posts sur ce forum :
CO2 brasserie pour soudure MIG ?
[Question Posée] questions concernant soudage MAG acier sous CO2 pur
Hésitation entre 2 gaz pour mig en carrosserie
Et vous pourrez remarquer que l’on attend toujours les retours d’expérience !
Un article technique de l’Air Liquide
http://www.soudeurs.com/site/role-et-choix-du-gaz-de-soudage-et-de-protection-selon-air-liquide-969/
Bien cordialement
#15
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Merci pour ces liens.
Malgré tout, d'après les infos qu'on peut trouver sur le net, j'ai toujours du mal à comprendre en quoi cette méthode est peu recommandée. Elle a ses avantages (pénétration, coût faible, soudage sur la rouille) et inconvénients (projections importantes, transfert par court-circuit, oxydation rapide, modification de l'acier), comme tout gaz de soudure. Donc ce serait donc surtout un manque de retours des utilisateurs :( ...
Ou comme indiqué dans le document sur Air Liquide, le fait d'être obligé d'utiliser un transfert par court circuit, ce qui induit une soudure moins efficace qu'avec un mélange. Bref faisable mais pas le top.
Je vais essayer d'approfondir mes recherches du côté des US, qui sont apparemment habitués à utiliser ce gaz pour le MAG.
#16
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
Allez savoir... Si "ils" le font aux US, c'est peut-être l'avenir ?
Vous avez l'opportunité d'être un précurseur, et si ça se trouve, dans quelques années tout le monde soudera au CO2 en France ! ;)
Cordialement.
#17
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonsoir,
non locouarn, il faut exiger des gaziers qu'ils nous fasse l'argon au prix du c02 et la consigne remboursable en cas de fin d'activité.
Bien cordialement.
#18
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Il faudrait au moins que le gaz devienne un peu plus accessible, mais puisque ça se vend quand même à ce prix ils ne vont pas se priver...
D'autant que la quasi totalité du gaz est vendu à des pros, les particuliers sont négligeables dans l'équation.
@locouarn: merci pour l'ironie, ça fait encore avancer le Schmilblick.
C'est vrai qu'en France on fait tout mieux qu’ailleurs, après tout.
Si je cite le cas des US, c'est juste pour dire que l'usage du Co2 n'est pas totalement à écarter.
Ça semble également utilisé dans des pays où l'argon et ses mélanges sont peu distribués, ou trop coûteux.
Maintenant, sauf à toucher un poste à très bas prix, je ne me lancerai pas dans le MIG/MAG (quelque soit le gaz) sans avoir eu des retours "solides".
Par contre si je tente le coup, je tâcherai de faire quelques tests et les partager (que le résultat soit bon ou mauvais).
#19

Bonsoir Locouarn:)
tu ne crois pas si bien dire
je viens de recevoir mon poste MIG MAG TRIMIG 300 4S de gys
il fait du no gaz dit donc:D
le procédé d’inversion de polarité est assez simple un connecteur DINSE que l'on déplace en façade du poste pour affecter le + ou le - à la torche

mais ce qu'il a de plus dans ses réglages ce sont les paramètres pour utiliser exclusivement du co2 pour souder l'acier en fil plein
comme en Amérique:D;)
va comprendre Charles
cela dit je n'ai pas l'intention de remplacer l'Atal5a par du co2 j'ai pas envie de voir mon stock de disque à lamelle zirco diminuer rapidement
suite au meulages des projections:D
cordialement Ricou26:)
Invité
Envoyé par locouarn
Bonsoir,
Allez savoir... Si "ils" le font aux US, c'est peut-être l'avenir ?
Vous avez l'opportunité d'être un précurseur, et si ça se trouve, dans quelques années tout le monde soudera au CO2 en France ! ;)
Cordialement.
Bonsoir Locouarn:)
tu ne crois pas si bien dire
je viens de recevoir mon poste MIG MAG TRIMIG 300 4S de gys
il fait du no gaz dit donc:D
le procédé d’inversion de polarité est assez simple un connecteur DINSE que l'on déplace en façade du poste pour affecter le + ou le - à la torche
mais ce qu'il a de plus dans ses réglages ce sont les paramètres pour utiliser exclusivement du co2 pour souder l'acier en fil plein
comme en Amérique:D;)
va comprendre Charles
cela dit je n'ai pas l'intention de remplacer l'Atal5a par du co2 j'ai pas envie de voir mon stock de disque à lamelle zirco diminuer rapidement
suite au meulages des projections:D
cordialement Ricou26:)
#20
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour
Je donne ici l’extrait copié dans l’article technique de l’Air Liquide concernant l’usage du CO2 pur pour le soudage MAG :
Dioxyde de carbone
Ce gaz très employé par le passé, n’est utilisé aujourd’hui que comme gaz additionnel pour ces particularités de gaz oxydant.
Dans l’arc, le dioxyde de carbone se dissocie selon la formule 2 CO2 = 2 CO + O2. C’est l’oxygène qui naît de cette dissociation qui rend le bain oxydant.
Les oxydes formés étant émissifs, l’arc se stabilise.
Il n’y a pas de risques de porosités si l’on utilise un fil de soudage contenant des éléments désoxydants (manganèse, silicium). Cependant,
l’atmosphère de dioxyde de carbone entraîne une oxydation importante du métal et de ce fait une perte en éléments d’alliages (sauf en carbone). Il convient donc de bien déterminer la nature du fil pour limiter ce phénomène.
Le dioxyde de carbone donne un arc très erratique et conduit à de grosses gouttes transférées de façon explosive, produisant ainsi de nombreuses projections.
Ces inconvénients ont été diminués par l’utilisation de mélanges types Arcal Force ; Arcal 21 ; Arcal 5 ; Arcal 5A…
Bien cordialement
#21
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Ben moi, si j'étais aux USA, je ne me m'embêterais pas à utiliser du CO2 et je ne me priverais pas d'utiliser de l'argon ! ;)
Vive la France !
Cordialement.
#22
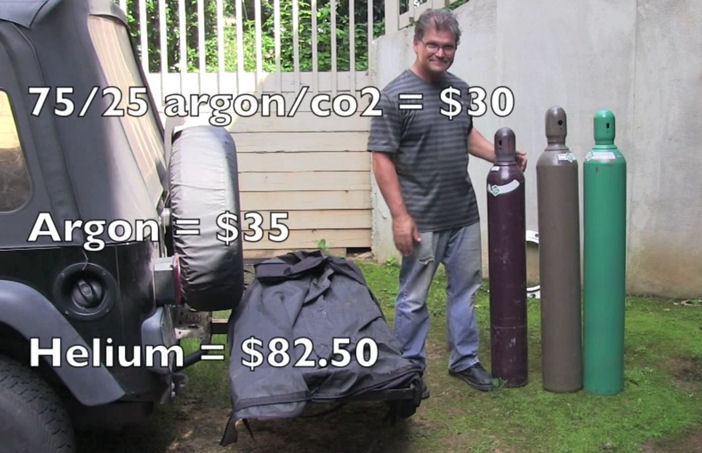
Invité
Bonjour Locouarn:)
précises pour quelle quantité en m3 de gaz les prix qui sont donnés par Jody Collier
cordialement Ricou26:)
#23
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonjour,
dans cet exemple on peut dire que l'argon est pratiquement au même tarif que le C02, il y a quand même de quoi se poser quelques questions non?. Il est étonnant que aucun gaziers ne se manifeste pour justifier les tarifs des gaz en France.
Cordialement.
#24
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Bonjour,
Ces tarifs me semblent aussi plutôt étonnants, de ce que j'ai pu en lire jusqu'ici le CO2 reste sensiblement moins cher là bas que les dérivés d'argons (qui lui-même doit être moins cher que chez nous).
Il faudrait remettre ces prix dans leur contexte.
@Marco29: il semblerait que les fournisseurs proposant des tarifs plus "particulier-friendly" chez nous on rapidement fermé boutique.
A voir si c'est lié au manque de clientèle de particuliers, ou à la concurrence (pression ?) rude des leaders du marché.
@Dominique: merci, mais j'ai déjà lu tout ça.
Si j'ai bien compris, les seuls gros points noirs annoncés dans l'article sont les projections importantes, un arc moins stable, et une modification +/- sensible du métal (est-ce synonyme d'une perte notable de solidité ?).
Dans le cas où l'on fait de la soudure utilitaire (barbecue, déco, serre,....) ça ne me semble pas problématique.
A voir pour mon usage en revanche (surtout la modification des propriétés de l'acier, retirer les grattons n'est pas un problème).
@Ricou26: merci pour le retour, c'est rassurant (je dirais même étonnant :p) qu'ils n'affichent que le 100% Co2 pour l'acier.
A-priori ils n'affichent pas non plus de contre-indications sur les petites épaisseurs (1mm).
#25
Invité
Bonjour Celica:)
tu écris en dessous
@Ricou26: merci pour le retour, c'est rassurant (je dirais même étonnant :p) qu'ils n'affichent que le 100% Co2 pour l'acier.
A-priori ils n'affichent pas non plus de contre-indications sur les petites épaisseurs (1mm).
le poste est de marque française il se vend aux états unis :)
et heureusement que ce n'est pas pour l'inox en mode Mag ;)
pour l'inox en fil plein il faut seulement 2 % de co2 et 98 % d argon
j'imagine pas utiliser un Mélange de 18% de co2 avec 82 % D'argon pour souder de l'inox en fil plein encore moins 100% de co2;)
la soudure serait minable ;)
comme je l'ai dis plus haut je ne suis pas prêt d'essayer le 100% de Co2 pour me retrouver avec des soudures moches oxydées et mouchetées de projections :(
cordialement Ricou26:)
#26
Re :D
D'après la taille et les proportions des bouteilles, j'estime que l'argon et l'hélium sont des type K (US) de 44 litres et l'argon/CO2 une type S de 27 litres.
La bouteille type K est à 150 b (2200 Psi) soit 7 m3 (248 ft3) détendus.
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par ricou26
Bonjour Locouarn:)
précises pour quelle quantité en m3 de gaz les prix qui sont donnés par Jody Collier
cordialement Ricou26:)
Re :D
D'après la taille et les proportions des bouteilles, j'estime que l'argon et l'hélium sont des type K (US) de 44 litres et l'argon/CO2 une type S de 27 litres.
La bouteille type K est à 150 b (2200 Psi) soit 7 m3 (248 ft3) détendus.
Cordialement.
#27
Bonjour,
A la page 2, je vous avais demandé : Une "forte pénétration" sur du tube de 0,8 à 1,5 mm d'épaisseur, cela représente quoi pour vous ?
Avez vous réfléchi à la réponse ?
Cordialement.
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Envoyé par Celika
A voir pour mon usage en revanche (surtout la modification des propriétés de l'acier, retirer les grattons n'est pas un problème).
Bonjour,
A la page 2, je vous avais demandé : Une "forte pénétration" sur du tube de 0,8 à 1,5 mm d'épaisseur, cela représente quoi pour vous ?
Avez vous réfléchi à la réponse ?
Cordialement.
#28
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Ça reste un concept vague...
A voir selon l'intensité par exemple.
Mais j'espérais justement qu'on aurait pu m'éclairer sur ce point...
@Ricou26: si tu as déjà les bouteilles et/ou l'abonnement pour un mélange, autant l'utiliser effectivement.
Je soulignais juste le fait que ce constructeur préconise le Co2 pur pour l'acier et non un mélange d'argon.
#29
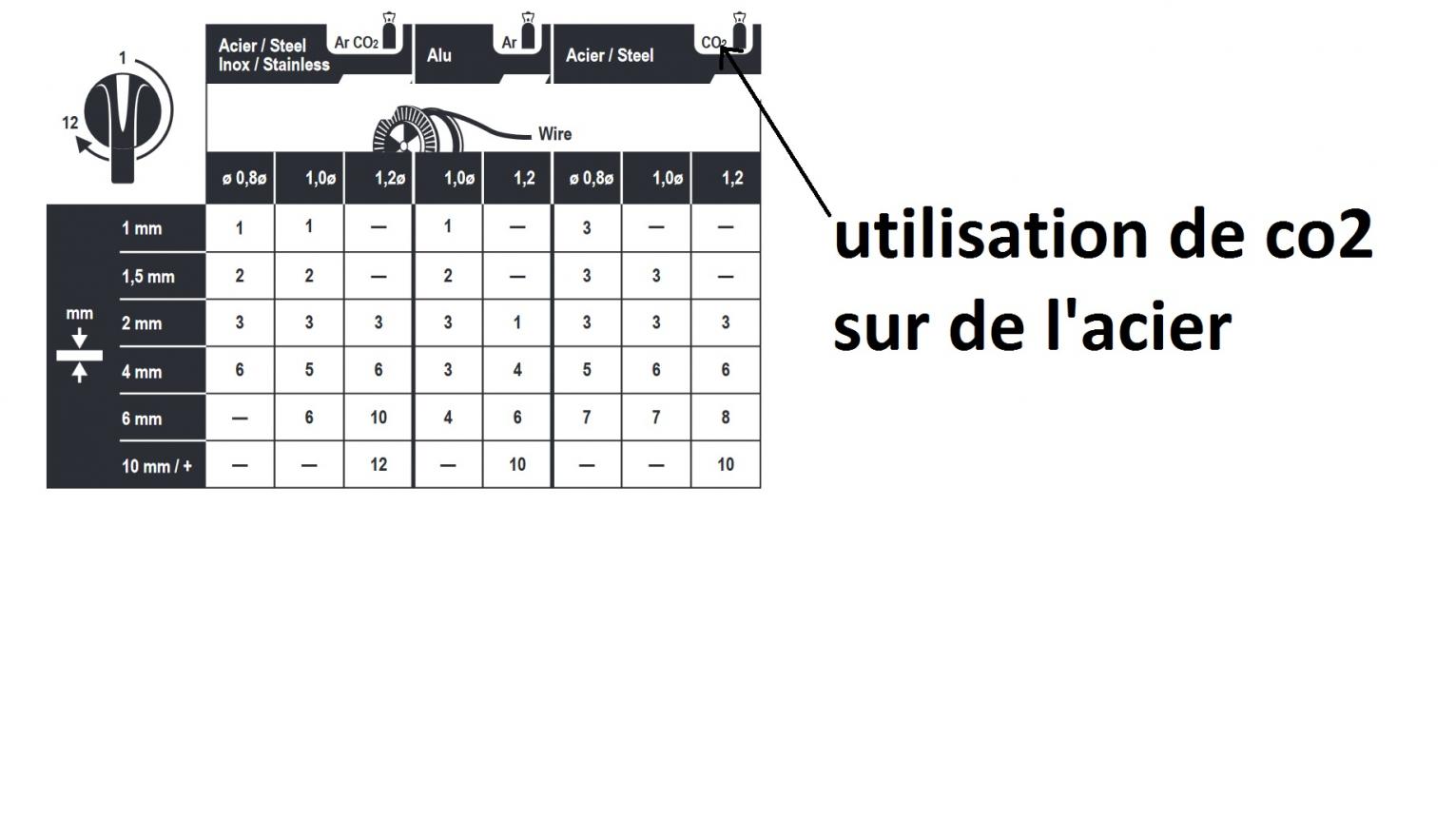
re:)
je pense que tu n'as pas regardé correctement le tableau
regarde le mieux sur la photo en dessous
il y a les trois possibilités
en premier sur la gauche inox et acier avec argon+ Co2 mode MAG donc la il faut 2 bouteilles avec une composition différente de Co2 en fil plein
au milieu argon pur mode MIG soudage de l'aluminium
et complétement à droite soudage de l acier avec 100% de Co2
PS mon poste de soudure est traditionnel 91 kilos :) mais il est synergique donc les réglages du tableau sont différents pour
l'utilisation avec le 100% Co2 par rapport à la colonne de gauche argon + Co2
cordialement Ricou26:D
Invité
Envoyé par Celika
Ça reste un concept vague... A voir selon l'intensité par exemple. Mais j'espérais justement qu'on aurait pu m'éclairer sur ce point...
@Ricou26: si tu as déjà les bouteilles et/ou l'abonnement pour un mélange, autant l'utiliser effectivement. Je soulignais juste le fait que ce constructeur préconise le Co2 pur pour l'acier et non un mélange d'argon.
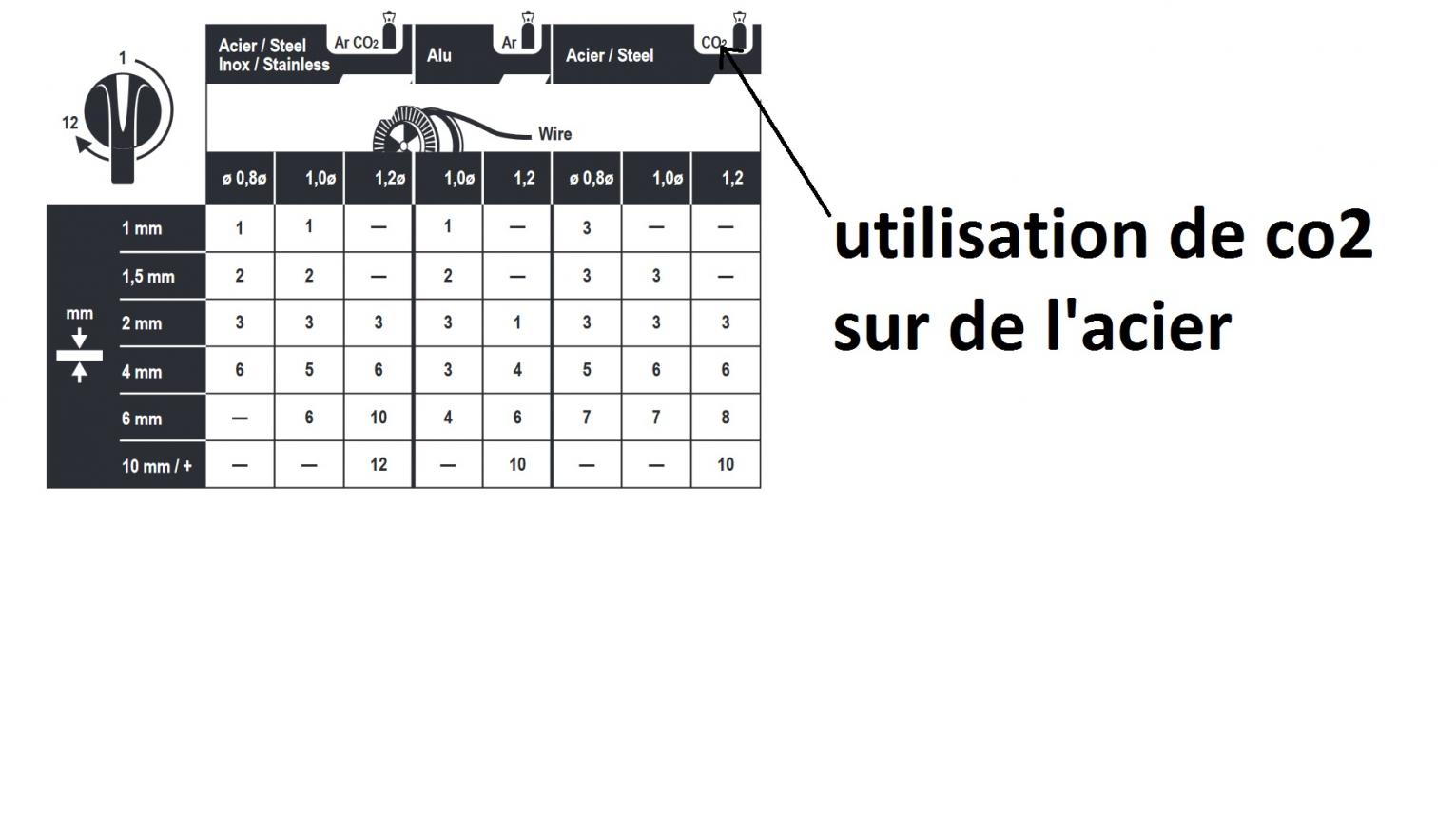
re:)
je pense que tu n'as pas regardé correctement le tableau
regarde le mieux sur la photo en dessous
il y a les trois possibilités
en premier sur la gauche inox et acier avec argon+ Co2 mode MAG donc la il faut 2 bouteilles avec une composition différente de Co2 en fil plein
au milieu argon pur mode MIG soudage de l'aluminium
et complétement à droite soudage de l acier avec 100% de Co2
PS mon poste de soudure est traditionnel 91 kilos :) mais il est synergique donc les réglages du tableau sont différents pour
l'utilisation avec le 100% Co2 par rapport à la colonne de gauche argon + Co2
cordialement Ricou26:D
#30
joaquim112 En ligne le 08/03/2020 à 08:59 (1 message sur soudeurs.com)
Bonjour, Je voudrais souder de la tôle fine de carrosserie (en Algérie) avec un poste MIG avec du CO2 pur. Je tiens à vous préciser que l'argon n'est pas disponible pour les particuliers et seules des bouteilles de 13 mètres cubes leur sont disponible. Par contre le CO2 est disponible pour le public dans les boutiques d’extincteurs, ainsi que les petites bouteilles d'oxygène qui peuvent se trouver au marché noir et qui peuvent se remplir sans problèmes. La bobine de fil, je peux éventuellement la ramener de France ainsi que le poste à souder, le passage de bouteille mélange d'argon/CO2 est interdit en douane. Mes questions sont de savoir déjà si cela est faisable avec CO2 pur ? Sachant que j'ai un budget assez limité, je voudrais connaître le type et le genre, marque d'appareils bon rapport qualité prix et simple d'utilisation adapté à ce type de travail sans problèmes ? Aussi quel genre de fil spécial utiliser ? Je tiens à vous préciser que je suis débutant. En Algérie généralement les tôliers soudent à l'oxygène et acétylène ou oxygène avec butane aussi, mais moi je préfère rester au MIG avec gaz. J'avais déjà essayé auparavant MIG no gaz premier prix à 100 euros sur internet avec fil fourré mais c'était une catastrophe. Peut-être me faut-il prendre un MIG no gaz pro ou semi-pro ? Merci d'avance pour vos conseils et je suis preneur pour toutes informations.
#31
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Bonjour
Il y a ce post qui est sorti un peu après le mien, il y a quelques retours sur le MAG au Co2:
Mais malheureusement pas de test plus poussé.
Je n'ai pas trouvé de vidéos de retouches en carrosserie avec du MAG Co2. Mais sur de la grosse ferraille (disons, qu'on pourrait souder au MMA) ça fait visiblement le job.
#32
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Avant tout, il me semble important d'utiliser les bons termes : Le MIG est un procédé semi-auto sous argon pur, avec du CO² on doit parler de MAG.
Le problème de l'approvisionnement en gaz de soudage en Algérie est surprenant, mais semble pourtant bien concret, comme on le voit ICI.
A défaut de mélange adapté (Ar/CO²), les alternatives sont le fil fourré (réputé inadapté à la carrosserie) et la brasure au chalumeau (oxy/acétylène ou oxy/propane).
La soudure par résistance est peut-être à étudier également.
En tout cas, le semi-auto au CO² n'est pas recommandé, excepté pour de la soudure sans exigences sur de la grosse ferraille, ce qui se fait avantageusement au MMA comme l'a justement souligné Celika.
Dans la conversation signalée par Celika, l'avis de Marco29 en particulier laisse un espoir, sous réserve d'employer certains postes plus ou moins "prévus pour" (GYS Pearl).
Donc le plus simple serait de tester par vous même (avant de rentrer en Algérie) afin de vous doter du matériel le plus adapté... Et de nous faire part de votre expérience.
Cordialement
#33
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Bonjour
Je pense qu'il serait intéressant de voir ce qu'apporte concrètement le "mode Co2" sur ces postes. C'est peut-être des pré-réglages qui seraient adaptables sur les autres postes ? Un peu à la manière d'un abaque pour modifier les réglages en fonction du gaz (plus de pénétration => diminuer l'intensité de X ampères comparé à une soudure à l'argon, ou augmenter la vitesse de sortie du fil,...).
#34
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonsoir,
A mon avis, si il était possible de faire des soudures correctes avec du CO² cela se saurait depuis longtemps et on ne s'embêterait pas avec des mélanges, non ?
Cordialement
#35
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Disons que c'est de la "bricole", un peu comme souder du fin au MMA. On est toujours sur le fil, même quelqu'un avec un bon coup de main n'y arrive pas forcément bien, mais "on fait avec ce qu'on a"...
J'ai lâché mon projet d'utiliser le CO2 pour du tube de vélo (ou sur de l'épais, type VTT de supermarché), mais si c'est pour de la carrosserie ou du bricolage, des soudures non "critiques" qui n'engagent pas la sécurité, j'ai envie de dire pourquoi pas... Même si ce n'est pas parfait, qu'il y a un peu de collage ou de trous, ça pourrait intéresser certaines personnes qui n'ont pas accès à mieux (dans certains pays par exemple; on peut trouver des vieux MIG, du fil, mais pas forcément un fournisseur de gaz).
#36
locouarn En ligne le 19/06/2025 à 10:28 (4797 messages sur soudeurs.com)
Bonjour,
Avant d'envisager des solutions douteuses, pourquoi ne pas penser au fil fourré qui donnerait un résultat relativement moins mauvais ?
Maintenant, la démarche de faire à tout prix du mauvais travail avec des outils inadaptés me dérange, quelles que soient les justifications avancées.
D'autant que les arguments relatifs à "certains pays", si justes soient ils, ne concernent pas la majorité des membres de ce forum.
Cordialement.
#37
Celika En ligne le 30/03/2021 à 16:33 (25 messages sur soudeurs.com)
Bonjour
J'avais laissé tomber l'idée du MAG au profit de l'oxy-acétylène/propane (et sûrement à moyen terme le TIG), mais ayant profité d'une bonne affaire pour un poste MIG-MAG je m'y intéresse à nouveau. Il s'agit d'un ancien Telwin Bimax 165, modèle de large diffusion, qui a été souvent modifié (je compte ajouter une coupure du gaz et du courant à la torche comme ici http://www.cambouis.com/DIY/atelier/Telwin-Bimax-4-165.htm).
Pour le moment je me fais la main avec du fil fourré, mais j'ai l'intension de passer au gaz assez rapidement (pour éviter la fumée, et utiliser du fil 0,6mm avec une faible intensité). Je pense du coup en profiter pour enfin tester le CO2 (extincteur dans un premier temps, les bouteilles de brasserie rendent déjà la chose moins intéressante), d'autant que le détendeur est le même que pour les mélanges, en attendant de trouver une bonne affaire sur une bouteille de mélange en 2,3m3. Si je passe le pas je ne manquerai pas de vous faire un retour.
J'avais aussi vu qu'il existe du fil fourré spécial CO2, qui compense une partie des défauts de ce gaz, ça pourrait être une solution séduisante selon son prix et ses disponibilités.
#38
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
bonjour
une bonne affaire pour ce poste ? c'est possible?
le CO2 c'est pour souder du gros au dessus de 10mm on bénéficie de l apport de chaleur due au CO2 pur
pour la tôle on cherche au contraire à avoir - de CO2 ,12% pour de la carrosserie
le fil fourré type HD14 par exemple ce n est pas fait pour ces mini postes (la bobine doit couter plus cher que le poste et c est des 15/18 kg)
#39
marco29 En ligne le 10/03/2026 à 21:33 (635 messages sur soudeurs.com)
Bonsoir,
je viens de terminer un escalier en tube carré de 50 ep2 avec limon central ep4 le tout soudé avec du fil diamètre 0,8 massif et c02 pur, le poste est un GYS Pearl xl. Je doit avouer que je n'ai eu aucun soucis au niveau de la réalisation des soudures. Un peut plus de grattons qu'avec un mélange, mais bien moins qu'un no gaz, avec un bien meilleur aspect.
La bouteille provient de chez métro (grossiste pour les commerçants , et bien meilleur marché qu'avec un gazier)
Sujets connexes les plus populaires
Question Posée Prix de recharge bouteille Argon/CO2 ?
18/02/2018 11:14:28 - SiD11
Réponses : 19
Affichages : 10610
Affichages : 10610
Information Les dimensions et les volumes des bouteilles de gaz de soudage
18/08/2007 12:25:10 - Admin dusweld1
Réponses : 28
Affichages : 108854
Affichages : 108854
julientoulouse
07/07/2024 14:54:26
Comment se procurer de l'argon ?
12/03/2006 07:34:23 - marco5
Réponses : 35
Affichages : 145668
Affichages : 145668
Question Posée Bouteille Argon polonaise Ebay pour soudure TIG
18/03/2018 12:06:22 - jaune
Réponses : 38
Affichages : 12122
Affichages : 12122
Question Posée Tarif du gaz air liquide "ARGON"
18/10/2012 20:12:03 - pimonlegrand
Réponses : 62
Affichages : 78989
Affichages : 78989
metalicboy
06/04/2016 22:23:04
Question Posée Bouteille argon Linde 4,3 m3 : contrat/dépôt garantie/location...
23/05/2015 11:51:36 - Acipenser Sturio
Réponses : 32
Affichages : 21364
Affichages : 21364
locouarn
14/02/2018 09:25:22
Question Posée Bouteille gaz argon pur , peut-on la recharger argon + co2
23/07/2018 18:36:36 - petiflamand
Réponses : 13
Affichages : 2819
Affichages : 2819
Les contrats de gaz ne sont pas adaptés pour les amateurs
10/08/2013 07:33:52 - tracjag
Réponses : 3
Affichages : 26163
Affichages : 26163
Quel gaz pour soudage TIG
28/02/2005 15:40:02 - Matrix.71
Réponses : 8
Affichages : 21596
Affichages : 21596
locouarn
05/02/2020 13:40:42
Information Enfin trouver bouteille de gaz grand volume sans contrat
26/05/2017 05:58:00 - SYLVAIN81
Réponses : 7
Affichages : 3582
Affichages : 3582
marco29
29/05/2017 19:37:07
Information L'argon, produit de luxe pour un particulier ?
20/02/2018 11:01:41 - locouarn
Réponses : 70
Affichages : 10128
Affichages : 10128
shocker
19/11/2020 16:07:03
Question Posée Remplissage/remplacement bouteille oxygène
04/05/2018 07:50:24 - petitours
Réponses : 8
Affichages : 1675
Affichages : 1675
shocker
24/11/2020 13:18:11
Question Posée QUEL GAZ ?? AIR LIQUIDE ATAL ou LINDE MISON 8 ou.....
27/02/2013 13:53:58 - LIODUNORD
Réponses : 7
Affichages : 30322
Affichages : 30322
jockop72
13/11/2013 15:57:57
Information Une bonne nouvelle fraîche pour le prix du gaz de soudage ARGON PRIME
17/01/2019 12:11:45 - Yann
Réponses : 17
Affichages : 1478
Affichages : 1478
Leo67000
27/01/2020 14:44:18
Demande d’aide Bouteille de gaz argon pur 1m3 Leroy Merlin
29/01/2019 11:28:44 - gues42
Réponses : 12
Affichages : 1349
Affichages : 1349
gues42
31/01/2019 06:44:36
Question Posée transvaser de l'argon d'une bouteille à une autre !!!
24/10/2012 15:22:40 - barberousse
Réponses : 46
Affichages : 34548
Affichages : 34548
Dominique ADMIN
28/12/2013 09:42:48
soudure acier mig avec argon pur est ce possible?
29/05/2010 19:50:02 - quadr12
Réponses : 25
Affichages : 38827
Affichages : 38827
schmoless
27/08/2011 23:22:46
estimation consommation argon tig
29/04/2010 13:33:15 - pirouetteol
Réponses : 4
Affichages : 15166
Affichages : 15166
vercety
23/06/2016 05:17:45
Question Posée choix d'un mano détendeur débitmètre gaz argon
07/02/2015 11:31:21 - pistol
Réponses : 44
Affichages : 12245
Affichages : 12245
benoit95
18/11/2018 08:57:41
Gaz sans contrat de location Belgique et Nord de la France
06/04/2010 21:18:10 - cantause
Réponses : 4
Affichages : 15666
Affichages : 15666
