
4 réponses -
Accéder à la dernière réponse
#1


ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Sujet : Association de QMOS pour un DMOS
Bonjour à tous,
J'aimerais savoir si quelqu'un à des informations sur les restrictions éventuelles pour l'association de plusieurs QMOS (2), afin d'étendre le domaine de validité d'un DMOS?
Existe t-il un paragraphe dans une norme ou quelque chose à ce sujet'
MERCI!

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Si j'ai bien compris votre question, je pense que la combinaison de deux qualifications de modes opératoires de soudage est possible pour les multi-procédés
Voici ce que dit la norme NF EN ISO 15614-1
8.4 Commun à tous les modes opératoires de soudage
8.4.1 Procédés de soudage
Chaque degré de mécanisation doit être qualifié indépendamment (manuel, partiellement mécanisé, totalement mécanisé et automatique).
De même, il n’est pas autorisé de changer le mode de mise en œuvre (manuel, mécanisé ou automatique).
La qualification est uniquement valable pour le(s) procédé(s) de soudage utilisé(s) lors de l’épreuve de qualification du mode opératoire de soudage.
Dans le cas d'un mode opératoire multi-procédé, la qualification du mode opératoire de soudage peut être réalisée par des épreuves de qualification séparées pour chaque procédé de soudage.
Il est également possible de réaliser l’épreuve de qualification du mode opératoire de soudage comme une épreuve de qualification multi-procédé.
La qualification d’une telle épreuve est uniquement valable pour la séquence de soudage réalisée lors de l’épreuve de qualification du mode opératoire multi-procédé.
NOTE Il n’est pas autorisé d’utiliser une épreuve de qualification du mode opératoire multi-procédé pour qualifier tout procédé unique sauf si les essais réalisés sur ce procédé sont conformes à la présente norme.
 Fiche AQUAP/SNCT N° 39A
Fiche AQUAP/SNCT N° 39A
Interprétation des normes NF EN 288-3 : 1992 et NF EN 288-3/A1 : 1997 Révision A
Question : Peut-on utiliser une QMOS réalisée sur un assemblage bout à bout mettant en œuvre deux procédés de soudage (procédé A en première passe + procédé B pour remplissage en multipasse) pour qualifier un assemblage d'angle réalisé en multipasse avec le procédé B ?
Réponse : OUI
Le tableau 5 s’applique à l’épaisseur qualifiée en bout à bout avec le procédé B, pour obtenir le domaine de validité de la gorge (3ème alinéa §8.3.2.3 de l’amendement A1) et celui de l’épaisseur du matériau le plus épais (§8.3.2.1.b)
Fiche AQUAP/SNCT N° 39B
Interprétation des normes NF EN ISO 15614-1 : 2005 et NF EN ISO 15614-1/A1 : 2008 Révision A
Question : Peut-on utiliser une QMOS réalisée sur un assemblage bout à bout mettant en œuvre deux procédés de soudage (procédé A en première passe + procédé B pour remplissage en multipasse) pour qualifier un assemblage d'angle réalisé en multipasse avec le procédé B ?
Réponse : NON, sauf si les essais réalisés sur le procédé B sont conformes à ceux requis par la norme NF EN ISO 15614-1.
Fiche AQUAP/SNCT N° 48
Interprétation des normes NF EN ISO 15614-1 : 2005 et NF EN ISO 15614-1/A1 : 2008 Révision A
Question : Selon § 8.3.2.1, 2ème alinéa de la norme (qualification multiprocédé), quel est le domaine de validité de l’assemblage lorsque les procédés sont mis en œuvre individuellement ?
Même question s’ils sont mis en œuvre conjointement sur un même assemblage ?
Réponse : Le tableau suivant synthétise le tableau de la norme à appliquer pour calculer le domaine de validité et les épaisseurs à prendre en compte :
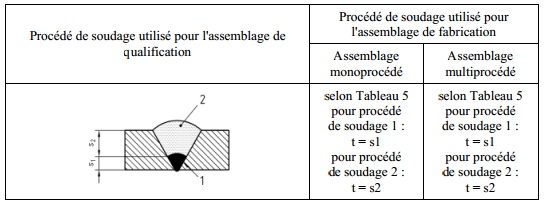
Il faut remarquer que dans le cas d’un mode opératoire qualifié en multiprocédé et utilisé en multiprocédé la norme n’impose pas de conditions à remplir en sus pour le domaine de validité de l’épaisseur totale.
Il appartient aux codes, spécification ou exigences contractuelles de le préciser si nécessaire.
De plus, dans le cas d’un mode opératoire qualifié en multiprocédé dont les procédés sont utilisés individuellement, il ne faut pas oublier de prendre en considération les exigences en terme d’essai requis sur chacun des procédés (cf. §7.4.5 et §8.4.1)
Nota : Le même raisonnement s’applique aux soudures d’angles en appliquant le tableau 6
Voici quelques liens de messages sur ce forum :
 Deux QMOS différentes pour un même joint de fabrication
Deux QMOS différentes pour un même joint de fabrication
Domaine de validité pour QMOS Multi-procédé
Peut-on faire le mariage de 2 QMOS pour avoir 1 DMOS?
Cordialement,
#3
ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Bonjour Dominique,
A vrai dire ça n'est pas exactement ce que je recherchais.
Je m'explique:
J'ai un DMOS qui me permet de réaliser une soudure d'angle d'une tôle de 6
Etant donné que le soudage en mono passe ne couvre pas la multi passes et vise versa, puis-je joindre une autre QMOS (domaine de validité équivalent, mais en multi passes) à ce DMOS afin qu'il soit couvert pour le mono passe (petite gorge) et le multi passe (gorge plus importante)?
J'ai d'autre cas, notamment pour élargir le domaine de validité des épaisseurs.
Cordialement,
#4
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ashoul09,
Rien ne vous empêche d'associer plusieurs QMOS à votre DMOS pour étendre le domaine d'application de validité du DMOS.
Il suffit de clairement indiquer dans votre DMOS la référence de chacun des procès verbaux de QMOS
Toutefois toutes les combinaisons d'épaisseurs de votre DMOS doivent être couvertes par vos QMOS associées.
Cordialement,
#5
ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Bonjour,
Ok je prend note, Merci bien pour les infos.
Sujets connexes les plus populaires
[Résolu] Certificat 2.2 ou certificat 3.1 pour le métal d'apport
31/08/2010 14:00:47 - poiluchti
Réponses : 2
Affichages : 17313
Affichages : 17313
Admin dusweld1
01/09/2010 15:44:42
Question Posée Peut on souder du 304 L et 316 L avec 308 L en métal d'apport ?
12/10/2012 19:43:16 - reacteur84
Réponses : 11
Affichages : 12457
Affichages : 12457
eric5968
19/06/2013 20:19:14
Question Posée apothème
09/01/2015 10:52:42 - cacahouette01
Réponses : 10
Affichages : 3646
Affichages : 3646
BLONDIN2170
16/02/2015 14:23:11
Question Posée Dmos & qmos
14/01/2016 10:59:05 - ZEMAICH
Réponses : 2
Affichages : 1049
Affichages : 1049
pasor
06/05/2016 18:10:32
Question Posée Domaine de validité QMOS BW pour soudure FW ?
22/10/2018 11:29:32 - vylains
Réponses : 7
Affichages : 1043
Affichages : 1043
Dominique ADMIN
30/10/2018 12:42:10
piquage en charge
20/05/2011 18:57:43 - ètincelle
Réponses : 8
Affichages : 10980
Affichages : 10980

ndemoreau
24/11/2016 23:20:08
Piquage pénétré FW ou BW?
28/02/2008 19:26:06 - Rouille
Réponses : 5
Affichages : 14297
Affichages : 14297
Raouf Messaoudi
11/12/2020 10:29:14
QMOS et DMOS
19/04/2007 11:36:43 - mgb3000
Réponses : 1
Affichages : 8624
Affichages : 8624
floww480
25/04/2007 14:55:22
Validité QMOS inox 304L - Matériau de base
07/07/2008 08:22:09 - obi-wan
Réponses : 2
Affichages : 8496
Affichages : 8496
obi-wan
07/07/2008 14:39:05
Dans quelle norme se trouve les critères des défauts de soudure?
09/06/2007 08:31:51 - Lasoudure
Réponses : 2
Affichages : 16141
Affichages : 16141
Jacques GOUBIN
27/09/2007 12:06:57
Association de QMOS pour un DMOS
09/07/2012 14:56:24 - ashoul09
Réponses : 4
Affichages : 6047
Affichages : 6047
ashoul09
12/07/2012 11:43:51
Question Posée Préchauffage ou non pour nuance P355 ou S355
03/12/2014 08:25:41 - fredo89
Réponses : 12
Affichages : 4023
Affichages : 4023
Dominique ADMIN
10/03/2015 17:45:15
Acier Super Austénitique 310L
23/09/2011 08:50:05 - QCMGazier
Réponses : 3
Affichages : 4996
Affichages : 4996
Dominique ADMIN
12/07/2018 10:37:14
Question Posée QMOS multiprocédés NF EN ISO 15614-1 + A1 + A2 - AQUAP/SNCT
04/09/2016 08:16:35 - Dominique ADMIN
Réponses : 0
Affichages : 1201
Affichages : 1201
Dominique ADMIN
04/09/2016 08:16:35
Information Quoi de neuf dans la norme de qualification NF EN ISO 15614-1: 2017 ?
23/12/2017 09:55:27 - Dominique ADMIN
Réponses : 1
Affichages : 1440
Affichages : 1440
bagadoo
29/10/2020 12:30:04
QMOS nécessaire
16/05/2013 09:00:01 - Al3xb
Réponses : 2
Affichages : 3322
Affichages : 3322
Al3xb
16/05/2013 11:54:47
Question Posée Quelle QMOS pour une soudure bouchon ?
14/03/2014 11:23:12 - cyrille79
Réponses : 2
Affichages : 2141
Affichages : 2141
cyrille79
14/03/2014 13:25:18
Question Posée Domaine de validité d'une QMOS
12/02/2018 14:32:50 - Ichefirat
Réponses : 8
Affichages : 1363
Affichages : 1363
Ichefirat
15/02/2018 08:59:23
Question Posée QMOS avec procédé 114 Innershield
04/03/2014 13:37:56 - Stealyarn
Réponses : 3
Affichages : 2214
Affichages : 2214
Dominique ADMIN
04/03/2014 19:58:51
Question Posée Qualification spécifique pour soudure bouchon
29/04/2016 07:22:42 - e.corre
Réponses : 2
Affichages : 1509
Affichages : 1509
Dominique ADMIN
27/06/2016 10:50:36
