
#1


Pièces d'essai
Le contrôle destructif et non destructif
Domaines de validité
Auteurs
Andy Brightmore (TWI) - Logiciel de développement ( Welding and integrity management software from TWI | TWI Software ).
Marcello Consonni (TWI) - Membre du sous-comité ISO / TC 44 / SC 10 'Gestion de la qualité dans le domaine du soudage', comité national britannique WEE / 36 'Qualification du personnel de soudage et des procédures de soudage' et contribuant ainsi membre de ASME BPVC Section IX Comité.
Professeur Bill Lucas - délégué du Royaume-Uni sur le sous-comité ISO / TC 44 / SC 10 'Gestion de la qualité dans le domaine du soudage', comité national WEE / 36 'Qualification du personnel de soudure et de soudage.
Source du document :
Ce document est la propriété de l'organisme anglais TWI
Ce document est rédigé en Français à partir de la page FAQ: What's new in ISO 15614-1:2017 ? - TWI Ltd par l'organisme anglais TWI
Dernier commentaire: Décembre 2017
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Sujet : Information Quoi de neuf dans la norme de qualification NF EN ISO 15614-1: 2017 ?
Quoi de neuf dans la norme de qualification de modes opératoires de soudage NF EN ISO 15614-1: 2017 ?
introduction
Ce document est la propriété de l'organisme anglais TWI
Ce document est rédigé en Français à partir de la page
FAQ: What's new in ISO 15614-1:2017 ? - TWI Ltd par l'organisme anglais TWI
La révision tant attendue de la norme EN ISO 15614 Partie 1 pour la qualification des modes opératoires de soudage à l'arc et au gaz pour les aciers et alliages de nickel, a été achevée au premier semestre 2017.
La version 2017 de la norme est le résultat d'un processus étendu de révision et de longue haleine achevé par le sous-comité ISO / TC 44 / SC 10 et diffère sensiblement de la version précédente par son format, avec des changements majeurs dans le contenu technique. Cet article présente les différences les plus significatives entre la version 2017 et la version précédente des normes, explique la logique derrière les changements et fournit des conseils pratiques sur la façon de les traiter.
DÉNI DE RESPONSABILITÉ
Soudeurs.com et TWI n'est pas autorisé à donner des interprétations officielles des normes EN ISO.
Les opinions exprimées dans cet article sont celles des auteurs et ne reflètent pas la politique officielle ou la position de l'ISO, du CEN ou du BSI.
Cet article ne doit pas être considéré comme un substitut à la norme, qui doit être consultée lorsque son application est requise.
Soudeurs.com et TWI n'est pas responsable des dommages résultant du contenu de cet article.
Nouveau: niveaux de tests des procédures de soudage
Le principal changement est que l'ISO 15614-1: 2017 comprend deux niveaux de tests de qualifications de modes opératoires de soudage, désignés par les niveaux 1 et 2.
Le niveau 1 est basé sur les exigences de la Section IX du Code américain de chaudière et de pression ASME (ASME IX) et Niveau 2 est basé sur les numéros antérieurs de l'ISO 15614-1.
L'introduction à la norme explique que cette approche a été introduite «afin de permettre l'application à une large gamme de fabrication soudée».
Au niveau 2, l'étendue des tests de qualification est plus grande et les niveaux de qualification sont plus restrictifs qu'au niveau 1.
Par conséquent, les tests de procédure effectués au niveau 2 sont automatiquement qualifiés pour les exigences de niveau 1, mais pas l'inverse.
Il convient également de noter que lorsque aucun niveau n'est spécifié dans un contrat ou une norme d'application, les exigences pour le niveau 2 s'appliquent.
En outre, au cours des dernières années, divers secteurs de l'industrie et organismes de développement ont œuvré en faveur de l'harmonisation et de la convergence entre les normes internationales, y compris celles relatives aux qualifications de soudage.
Au début du processus de révision, le sous-comité compétent de l'ISO a effectué une comparaison entre les exigences correspondantes de l'ISO 15614-1 et de l'ASME IX afin d'évaluer la possibilité d'élaborer une norme «taille unique».
Cet exercice a montré que les différences étaient telles que ces deux normes ne pouvaient être fusionnées en une, d'où la décision d'inclure une approche à deux niveaux.
Les utilisateurs sont avertis que, comme les exigences des deux niveaux sont souvent spécifiées dans la même clause, une vigilance est requise pour identifier les exigences d'essai et la plage de qualification pour le niveau d'essai de procédure de soudage particulier.
Qu'arrive-t-il aux qualifications de modes opératoires de soudage précédentes ?
La validité des qualifications des procédures de soudage précédentes est traitée dans différentes sections de l'ISO 15614-1: 2017, comme suit:
[*]Introduction : "Tous les nouveaux modes opératoires de soudage doivent être effectués conformément à ce document à compter de la date de publication. Cependant, ce document n'invalide pas les essais de procédures de soudage précédents effectués avec d'anciennes normes ou spécifications nationales ou avec des numéros antérieurs de ce document. "
[*]Section 1: "La spécification et la qualification des procédures de soudage qui ont été faites conformément aux éditions précédentes de ce document peuvent être utilisées pour toute application pour laquelle l'édition actuelle est spécifiée. Dans ce cas, les plages de qualification des éditions précédentes restent applicables "
[*]Section 1: "Il est également possible de créer une nouvelle gamme de qualification de dossier de qualification de procédure de soudage (WPQR) selon cette édition basée sur le WPQR qualifié existant, à condition que l'intention technique des exigences de test de ce document soit satisfaite. Lorsque des essais supplémentaires doivent être effectués pour rendre la qualification techniquement équivalente, il suffit d'effectuer l'essai supplémentaire sur une éprouvette "
En d'autres termes:
[*]qualifications de modes opératoires de soudage antérieures restent valables et les gammes de qualification restent les mêmes, même si la norme ISO 15614-1: 2017 est appliquée.
[*]Néanmoins, lorsque les contrats font référence à la norme ISO 15614-1: 2017, les auteurs recommandent que les fabricants émettent de nouveaux QMOS / WPQRs selon cette édition, en utilisant les données disponibles à partir des QMOS / WPQRs existantes.
Modifications techniques principales
Une description des principaux changements techniques est donnée dans le tableau ci-dessous.
Cela inclut également une explication de la raison d'être des changements et comment elles affectent les qualifications de la procédure de soudage actuelles et futures.
Le tableau met l'accent sur la différence entre le niveau 2 exigences et les exigences correspondantes dans l'édition précédente de la norme ISO 15614-1. Niveau 1 exigences, sur la base ASME IX, ne sont pas discutés.
IMPORTANT:
la table est limitée aux changements les plus importants, de l'avis des auteurs, entre l' ISO 15614-1: 2017 (niveau 2) et l'édition précédente. Il comprend une brève description des variables et des clauses et il ne peut pas remplacer la norme. Les utilisateurs doivent consulter la norme lorsque son application est nécessaire.
Comparaison entre ISO 15614-1: 2004 + A2: 2012
et ISO 15614-1: 2017 (niveau 2).
| EN ISO 15614-1: 2004 + A2: 2012 | EN ISO 15614-1: 2017 | Motif de changement et les conséquences principales |
| Article / Table (ISO 15614: 2017): 1 Introduction | ||
| Une seule procédure de qualification définie | Deux niveaux d'essai de soudage: procédure [*]Niveau 1: basé sur ASME IX [*]Niveau 2: basé sur la norme EN ISO 15614-1 précédente |
[*]Deux niveaux de tests de procédure de soudage sont spécifiées afin de rendre la norme ISO 15614-1 applicable à une large gamme d'applications [*]En l'absence d'exigences spécifiques, le niveau 2 applique [*]Existants WPQRs et les plages de qualification restent valables [*]Nouveaux QMOS / WPQRs selon la norme ISO 15614-1: 2017 peuvent être émis, sur la base WPQRs existantes, à condition à l'objectif technique des exigences relatives aux essais de la norme ISO 15614-1: 2017 a été satisfaite |
| Annexes | ||
| Relation avec la directive des équipements sous pression (PED) à l'annexe ZA | Relation avec la directive des équipements sous pression (PED) à l'annexe ZA. Niveau 2 seulement autorisé pour le respect du PED. |
[*]Niveau 1 ne prévoit pas la présomption de conformité aux exigences essentielles de sécurité de la PED. [*]ISO 15614: 2017 n'a pas encore été publié au Journal officiel de l'UE en tant que norme harmonisée au PED. [*]En l'absence d'exigences spécifiques, les auteurs recommandent d'appliquer le niveau 2, lorsque le respect des PED est nécessaire. |
| 6.3 | ||
| Soudage et essais des éprouvettes doivent être vérifié par un examinateur ou un organisme d' examen. | Le soudage et l'essai de la pièce d'essai doit être vérifié par l'organisme examinateur ou examen. |
[*]Le but de ce changement est de rendre l'exigence de la participation de l'examinateur ou l'examen plus rigoureux corps. [*]Bien que le mot «validation» a été supprimé, le but de cet article est que le témoignage par un organisme examinateur ou l' examen est toujours nécessaire. L'examinateur ou l' organisme d' examen doit non seulement « témoin », mais aussi « vérifier ». [*]« Examiner » et « organisme d'examen » sont définis par l'ISO / TR 25901-1: 2016 "soudage et techniques connexes - Vocabulaire - Partie 1: Conditions générales. Il convient de noter que ceux-ci ne doivent pas nécessairement être indépendant ou externe au fabricant. L'exigence d'un examinateur indépendant ou externe ou organisme d'examen peut être fourni par contrat, les normes d'application ou des cadres juridiques (par exemple, le PED), mais il est pas une exigence de la norme ISO 15614-1. |
| EN ISO 15614-1: 2004 + A2: 2012 | EN ISO 15614-1: 2017 | Motif de changement et les conséquences principales |
| Tableau 2 Exigences d'examen et d'essai | ||
| Voir le tableau 1 |
[*]Exigences d'essai pour le niveau 2 dans le tableau 2. [*]Ceux-ci sont essentiellement identiques à l'édition précédente (notes ont été révisées pour plus de clarté). [*]Note d - « ne doivent pas être inférieurs à la spécification du métal-mère » a été supprimé. |
[*]Exigences relatives au contrôle précédent et dans la version actuelle de la norme ISO 15614 (Level2) sont plus strictes que le niveau 1. |
| Figure 5 Emplacement des éprouvettes dans les joints bout à bout en plaque |
||
Localisation des échantillons d'essai de la figure 5 (direction de soudage de haut en bas de page, voir ci-dessous).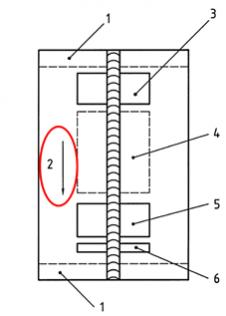 Légende : [LIST=1] [*]Chuter 25 mm [*]Direction de soudage [*]Zone pour: [*]1 spécimen d'essai de traction; [*]plier les éprouvettes. [*]Zone pour: [*]l'impact et les spécimens d'essais supplémentaires si nécessaire [*]Zone pour: [*]1 spécimen d'essai de traction; [*]plier les éprouvettes. [*]Zone pour: [*]1 échantillon d'essai de macro; [*]1 échantillon d'essai de dureté. REMARQUE: non à l'échelle. |
La direction de soudage est maintenant du bas vers le haut de la page, mais l'emplacement de l'échantillon est le même. Ainsi, l'emplacement de l'éprouvette en ce qui concerne le début et la fin de la soudure a changé (voir ci-dessous). 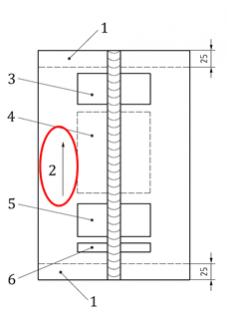 Légende : [LIST=1] [*]Chuter 25 mm [*]Direction de soudage [*]Zone pour: [*]1 spécimen d'essai de traction; [*]plier les éprouvettes. [*]Zone pour: [*]l'impact et les spécimens d'essais supplémentaires si nécessaire [*]Zone pour: [*]1 spécimen d'essai de traction; [*]plier les éprouvettes. [*]Zone pour: [*]1 échantillon d'essai de macro; [*]1 échantillon d'essai de dureté. REMARQUE: non à l'échelle. |
[*]éprouvette macro et la dureté est maintenant près du début de la soudure. C'était situé près de la fin de la soudure dans l'édition précédente de la norme ISO 15614-1. [*]En raison de la chaleur mise en place au cours du soudage, des valeurs de dureté peuvent être plus élevées au début de la soudure, par rapport à la fin de la soudure, pour les mêmes paramètres de soudage. Cet effet n'a pas été quantifié. [*]Ainsi, le début de la soudure représentent un « pire des cas » pour la dureté (la plus élevée dureté). [*]qualifications de procédure au courant ISO 15614-1 peut entraîner des valeurs de dureté plus élevées. [*]une surveillance étroite du cycle de chauffage est recommandée (préchauffage, l'apport de chaleur), en particulier lorsque les valeurs limites de dureté sont attendus. |
| Figure 6 Emplacement des éprouvettes dans les joints bout à bout en tube |
||
| Aucun sens de soudage représenté. Ainsi, un spécimen des emplacements autour de la circonférence du tuyau sont les mêmes, quelle que soit la progression de soudage (plan vertical ou vers le bas) | Figure 6 divisé en deux diagrammes pour plan vertical et progressions verticales vers le bas, avec des échantillons à différents endroits autour de la circonférence du tuyau. REMARQUE : pour la progression verticale vers le bas (côté droit) l'emplacement de la zone 5 (début de soudure, macro et dureté) dans le diagramme pour la progression verticale vers le bas semble indiquer que le début de la soudure doit être à 3 o « position de l' horloge. Aussi, l'emplacement de la zone 1 (fin de la soudure), semble indiquer que la soudure se termine à la position 12 heures. Il est l'opinion des auteurs que c'est une erreur et qu'une clé spécifique pour le schéma de progression verticale vers le bas doit être ajouté. |
[*]Prend en compte les effets de la progression de soudage sur les propriétés des différentes zones autour de la soudure. [*]Par exemple: [*]Lors du soudage en position verticale montante, la pire zone de cas pour la dureté (la plus faible apport de chaleur, la dureté la plus élevée), devrait être dans la position 6 heures. [*]Lors du soudage en position verticale vers le bas, la pire zone de cas pour la dureté, devrait être en position 3 heures. [*]Échantillons doivent être extraits de différents endroits, en fonction de la progression de soudage |
| Tableau 3 valeurs de dureté maximale autorisée |
||
| Pour les groupes de matériaux 4,5 (traité thermiquement): Max 320 HV10 |
[*]Pour les groupes de matériaux 4,5 (traité thermiquement): Max 350 HV10. [*]Nouvelle note c: pour certains matériaux dans les groupes 4,5, des valeurs plus élevées peuvent être acceptées, si elle est spécifiée avant le test de la procédure de soudage. |
[*]Groupe 4 comprend les aciers vanadium faiblement allié Cr-Mo- (Ni) avec Mo ≤ 0,7% et V ≤ 0,1% (par exemple en acier 0.5Mo) [*]Groupe 5 aciers Cr-Mo libre de vanadium avec C ≤ 0,35% (par exemple 1.25Cr -0.5Mo, 2.25Cr-1Mo) [*]Le comité ISO a convenu que les niveaux de dureté autorisés pour les groupes 4,5 dans l'édition précédente de l'ISO 15614-1 étaient trop strictes et le consensus était que des groupes 4,5 (traitement thermique) peut avoir un niveau de dureté plus élevée, sans augmenter de manière significative la risque de fissuration par l'hydrogène. [*]Note c a été ajouté car il a également estimé que, pour ces matériaux, des niveaux plus élevés peuvent être acceptables à condition que la limite de dureté a été spécifiée avant le test de la procédure de soudage. Cela peut être utile, par exemple, lorsque le groupe 4 et 5 matériaux sont utilisés pour leur résistance mécanique, plutôt que leurs propriétés à haute température. |
| 7.5 Niveaux d'acceptation | ||
| Voir l'article 7.5 | Tableau 4 ajouté pour clarifier les exigences |
[*]Les critères d'acceptation ont été clarifiées |
| EN ISO 15614-1 : 2004 + A2 : 2012 | EN ISO 15614-1: 2017 | Motif de changement et les conséquences principales |
| 8.2 Fabricant | ||
| Qualification valable pour d'autres ateliers sous le même contrôle technique et de la qualité | Contrôle technique et qualité non mentionnés. Qualification valide « dans des ateliers ou des sites lorsque le fabricant qui a effectué le test de la procédure de soudage conserve l' entière responsabilité de toutes les soudures » |
[*]Le nouveau libellé précise qu'une entreprise peut demander la QMOS d'une autre société, à condition que les entreprises qui se sont qualifiées le QMOS conserve l'entière responsabilité de toutes les soudures [*]Par exemple: la société A, qui a effectué la qualification de procédure, peut passer la QMOS à la société B, à condition que la société A conserve l'entière responsabilité de toutes les soudures [*]La société A prendre un risque important, car il serait responsable de la soudure réalisée par une autre société. |
| 8.3.1 Groupe de matériaux de base | ||
| Se réfère à la norme ISO 15608 CR |
[*]Fait référence à 15608 ISO / TR. [*]Lorsque des matériaux sont affectés à des groupes par ISO / TR 20172, ISO / TR 20173 ou ISO / TR 20174, ces affectations sont utilisées. [*]qualifications distinctes requises pour matériaux non couverts par les normes ci-dessus |
[*]Règles pour attribuer le regroupement matériau parental plus clairement [*]ISO / TR 20172, ISO / TR 20173 ou ISO / TR 20174 sont des documents très utiles pour affecter des groupes EN, les matériaux américains et japonais |
| Tableau 5 Plage de qualification pour les groupes et sous-groupes d'acier |
||
| Le tableau 3 a très peu de combinaisons différentes | Le tableau 5 est beaucoup plus complet | Le tableau 5 est maintenant plus facile à utiliser, en particulier pour les soudures métalliques dissemblables |
| Tableau 5 Plage de qualification pour les groupes et sous-groupes d'acier |
||
| Pour le groupe 11 (principalement Matériaux ASTM / ASME), la note b est applicable, à savoir les aciers de la même sous-groupe et un sous-groupe inférieur dans la même sous-groupes inférieurs groupe sont qualifiés | Pour le groupe 11, note une applique, à savoir égaux ou inférieurs aciers de résistance à la limite élastique minimale spécifiée (indépendamment de l'épaisseur du matériau) sont qualifiés |
[*]Groupe 11 couvre les aciers au carbone ASTM / ASME, pour lequel la teneur maximale en carbone spécifiée (jusqu'à 0,30%) est généralement plus grande que pour les aciers « EN ISO » ou [*]11 Groupe aciers représentent un pire cas en termes de soudabilité (carbone potentiellement plus élevé), par rapport aux aciers EN ISO ou avec le même ou spécifié abaisser la limite d'élasticité [*]La norme précédente était considérée comme inutilement restrictive, en tant que groupe 11 matériaux que groupe qualifié 11 [*]Groupe de 11 matériau couvre maintenant le groupe 1 avec la même ou inférieure spécifiée limite d'élasticité minimale |
| Tableau 6 Gamme de qualification pour les alliages de nickel groupes et sous-groupes |
||
| Le tableau 4 a très peu de combinaisons différentes |
[*]Le tableau 6 est beaucoup plus complet [*]combinaisons différentes pour les groupes 8-4X et 11-4X introduits |
Le tableau 6 est maintenant plus facile à utiliser, en particulier pour les soudures métalliques dissemblables |
| Tableau 7 matériau et l'épaisseur des dépôts de soudure (soudures bout à bout) |
||
| Le tableau 5 présente les mêmes gammes pour une épaisseur de dépôt de soudure épaisseur de matériau |
[*]qualification séparée est comprise pour les niveaux 1 et 2 Tableau 7 essentiellement similaire à la table précédente 5, à l'exception: [*]l'épaisseur du métal de soudure déposé (s) et de l'épaisseur de matériau (t) traités séparément [*]Plages pour l'épaisseur de l'éprouvette ont changé [*]Aucune épaisseur minimale pour une épaisseur de dépôt [*]0.5t - 2t pour une épaisseur de matériau <3 [*]Quand s (test)> 20, de nouvelles règles pour s (max) [*]t (test) est compris 20-40, 40-100, 100-150,> 150 mm [*]S (max) = 1.33s (test) si t ≥ 150 |
[*]l'épaisseur du métal de soudure et l'épaisseur du matériau sont traités séparément pour améliorer la clarté [*]Les utilisateurs doivent être au courant de la nouvelle épaisseur des gammes de pièces d'essai et les nouvelles gammes de qualification. |
| Tableau 8 matériau et l'épaisseur de la gorge pour les soudures d'angle |
||
| Tableau 6: [*]3 |
Tableau 8: [*]3 |
[*]Comme 3 mm est l'épaisseur minimale du matériau alors changé de 0.5t (3 min) - 2t à 3-2t [*]Le comité a estimé que la norme devrait y avoir une gamme de qualification pour l'épaisseur de la gorge et ne se limite pas, comme précédemment, à l'épaisseur de la gorge utilisée dans l'éprouvette. |
| Tableau 9 Tube et piquages diamètre |
||
| Tableau 7: [*]D ≤ 25 est gamme 0,5D - 2D [*]D> 25 gamme est ≥ 0,5D (25 min) |
La plage est ≥ 0,5D pour tous les diamètres |
[*]Le comité a examiné les gammes précédentes sont trop restrictives, donc une gamme de ≥ 0,5D pour tous les diamètres a été convenu. |
| 8.4.1 Procédé de soudage | ||
| Pour les soudures multi-terme, pas nécessaire de tester le métal de soudure déposé à partir de chaque processus de soudage |
[*]Lorsque la pièce d'essai est soudé avec plus d'un processus de soudage; [*]La procédure est valable uniquement pour la séquence des processus utilisés sur l'éprouvette. [*]Les échantillons d'essai comprend toute matière déposée à partir de chaque processus de soudage utilisé. [*]Addition: « run retour est autorisé en utilisant l'un des procédés de soudage utilisés dans la qualification. » |
[*]Pour les soudures multi-processus, l'échantillon d'essai doit désormais inclure dépôt de métal à partir de chaque processus de soudage. Cela n'a pas été explicitement requis dans l'édition précédente. [*]Pour qualification multi-processus (par exemple TIG + MMA), l'un des procédés peuvent être utilisés pour déposer une piste de support |
| 8.4.2 Positions de soudage | ||
| 8.4.2 | Le libellé a été révisé, les principes sont les mêmes à part; [*]deux pièces d'essai sont nécessaires, sauf dans le cas d'un tuyau fixe lorsque est utilisé pour la qualification. [*]D'autres exemples de positions d'entrée de chaleur haute et basse dans une note |
[*]Il y a eu beaucoup de discussions sur la clause et le libellé a été révisé pour le rendre plus clair. Les principes sont en grande partie les mêmes mais; [*]Dans le cas d'un tuyau fixe, il est nécessaire de souder deux pièces d'essai puisque, par exemple, la dureté peut être prise à partir de la position de tête (PE) et l'impact de l'horizontal (PC) Position - voir la figure 6 [*]Le Royaume-Uni a demandé spécifiquement pour ce qui suit à inclure « verticale vers le bas soudage (positions de soudage PG, PJ et J-L045) est qualifié par un test spécifique » qui a été convenu. [*]La note a été ajouté pour aider l'utilisateur à comprendre qui sont les plus hauts et les plus bas des positions d'entrée de chaleur. [*]L'utilisation de « et » dans la note, pour la position d'entrée à la chaleur par exemple PF et PA ', peut induire en erreur. Les utilisateurs peuvent croire que deux pièces d'essai, un en PA et une en position PF, sont nécessaires pour tester la haute entrée de chaleur. Le but de cette note est que seule une position par niveau d'entrée de chaleur est nécessaire. [*]IMPORTANT: les notes sont incluses dans les normes de donner des exemples et aider les utilisateurs. Une note ne peut pas inclure des exigences. Les positions indiquées dans la note sont par exemple seulement. L'utilisateur peut appliquer des positions autres que celles indiquées dans la note. |
| 8.4.3 Type de soudure / joint | ||
| 8.4.3 | De nouvelles clauses: [*]Soudure réalisée des deux côtés qualifie les soudures faites à partir d'un côté avec un support [*]Build-up qualifié par soudure bout à bout [*]Beurrage doit être effectué par une éprouvette séparée en combinaison avec la soudure bout à bout (pour permettre des essais mécaniques). Clause modifiée ( nouveau texte en italique ): [*]Lorsque l' impact ou les exigences de dureté appliquent , il est interdit de changer un dépôt multi-piste en un seul dépôt de l' exécution (ou course unique de chaque côté) ou vice - versa pour un procédé donné |
[*](I) et (k) ont été approuvés par le comité et les conditions couverture qui ne sont pas explicitement abordées dans l'édition précédente [*](J): un changement de simple à multi-course, et vice-versa, devrait avoir un effet dureté et la ténacité de la ZAT et le métal de soudure. Si la dureté et la ténacité ne sont pas à tester, ce changement ne devrait pas appliquer. [*](H) est interdit lorsque le gougeage thermique (air arc, plasma) est utilisé pour enlever la racine de la soudure, car ceci est un processus thermique et il affecte les propriétés mécaniques de l'articulation. |
| 8.4.4 matériaux d'apport | ||
|
[*]Couverts par les paragraphes 8.4.4 distincts (de désignation) et 8.4.5 (marque) [*]8.4.5: métaux d'apport limitée à la marque spécifique pour 'fluxé' processus 111 (MMA), 114 (auto-protégé), 12 (SAW), 136 (gaz de FCAW inter) et 132 (FCAW gaz actif) |
[*]Couverte par une clause (8.4.4) [*]Processus 137 est remplacé par le processus 132 [*]Des restrictions sur les métaux d'apport pour les procédés « fluxé » (arc métallique manuel, scie, FCAW) si le test d'impact est nécessaire à des températures inférieures à -20 ° C |
[*]Processus 137 a été remplacé par le processus 132 dans la dernière version de la norme ISO 4063 [*]L'exigence d'essais à -20 ° C est obligatoire que si nécessaire par la norme d'application |
| 8.4.7 L'apport de chaleur (énergie de soudage) | ||
| 8.4.8: [*]que l'apport de chaleur à enregistrer [*]± 25% plage qualifiée, selon les exigences de test [*]calcul d'entrée de chaleur selon la norme EN 1011-1 |
8.4.7: [*]L'utilisateur peut utiliser soit un apport de chaleur ou de l'énergie d'arc de soudage pour le contrôle, pour être calculée conformément à la norme ISO / TR 18491 [*]le calcul (soit un apport de chaleur ou de l'énergie d'arc) doit être documentée [*]± gamme de 25% qualifiée reste le même (+ 25% quand il y a des exigences d'impact et appliquent -25% lorsque les exigences de dureté sont applicables) [*]Pour l'apport de chaleur de soudage par points ne doivent pas nécessairement être vérifiées mais des paramètres ajustables (ampères / volts) doivent être vérifiés |
[*]Référence à la norme ISO / TR 18491 pour prendre des sources d'énergie modernes en compte [*]La formule traditionnelle pour l'énergie apport de chaleur / arc dans la norme EN 1011-1 est insuffisante lors du soudage à impulsions (par exemple P-GTAW ou p-GMAW) ou les sources d'énergie avec des formes d'onde complexes sont utilisés (par exemple, Lincoln STT, Fronius CMT, ESAB Superpulse, Kemppi WiseRoot etc) [*]En utilisant la formule traditionnelle et les valeurs moyennes pour A et V a été prouvé être inexacts. En outre, la moyenne A et V ne peuvent pas être facilement déterminé, quand une forme d'onde complexe est appliqué. [*]L'utilisateur ISO / TR, signaler l'apport de chaleur ou de l'énergie à l'arc, pour être calculé selon la norme ISO / TR 18491 [*]fournit des règles distinctes pour calculer l'énergie d'entrée de chaleur / arc de forme d'onde commandée et contrôlée des processus non-onde [*]Ceux-ci sont identiques aux règles introduites dans ASME IX depuis 2010 [*]L'utilisateur doit se familiariser avec la norme ISO / TR 18491 |
| 8.4.8 Température de préchauffage | ||
| 8.4.9: La température de préchauffage minimale admissible est celle enregistrée lors de l'essai (appliqué au début de l'essai) |
[*]La température de préchauffage peut être réduit à partir de la température de préchauffage enregistré par pas plus de 50 ° C sur le PV-QMOS autrement est nécessaire requalification [*]Une diminution de la température de préchauffage est permise que si ISO / TR 17671-1 2 est satisfaite |
[*]la réduction de la température de préchauffage similaire à ASME IX, ce qui permet une réduction de 55 C °. [*]Une réduction de 50 ° C est autorisée, au lieu de 55 ° C, pour empêcher le niveau d'être moins rigoureuses que ASME IX [*]Il est permis de réduire la température de préchauffage de la température de préchauffage enregistré sur le QMOS mais pas plus de 50 ° C et seulement si ISO / TR 17671-2 est satisfait [*]Cela ne signifie pas que le préchauffage devrait être réduit pour le soudage de production. ISO / TR 17671-2 doit être appliqué pour déterminer le niveau requis de préchauffage pour le soudage de production. [*]En outre, une diminution de la température de préchauffage ne peut être autorisée par le code de construction applicable, le cas échéant. |
| 8.4.9 Température entre passes | ||
| 8.4.10: Limite supérieure de la température de interpass (IP) est celle enregistrée en test. |
[*]Une augmentation de la température maximale de plus interpass de 50 ° C doit nécessiter une nouvelle qualification [*]Pour des groupes 8, 10, 41-48, il n'y a pas de changement, comme le maximum de la température entre (IP) est celle enregistrée dans le test de la procédure de soudage. |
[*]augmentation de la température IP similaire à ASME IX, ce qui permet une augmentation de 55 ° C. [*]Une augmentation de 50 ° C est autorisée, au lieu de 55 ° C, pour empêcher le niveau 2 d'être moins rigoureuses que ASME IX [*]Augmentation non autorisé pour des matériaux austénitiques (groupes 8, 41-48) et les aciers inoxydables duplex (groupe 10), comme cela peut affecter défavorablement les propriétés telles que la ténacité, l'équilibre de phase et de résistance à la corrosion |
| 8.4.11 Traitement thermique après soudage | ||
| 04/08/12: plage de température de PWHT validée est la température de maintien enregistrée dans l'essai de ± 20 ° C |
[*]Aucun changement de la norme précédente concernant plage de températures validées et des vitesses de chauffage, etc. [*]L'introduction de quatre conditions PWHT qui exigera une qualification de procédure distincte [*]Pour les groupes de matériaux 1-7, 9-11 les conditions suivantes: - soulagement du stress (inférieure à la température de transformation inférieure), - normaliser (au-dessus de la température de transformation supérieure), - normalisation suivie par Q & T, - PWHT entre les températures de transformation supérieure et inférieure. [*]plage de température PWHT validé est encore la température de maintien enregistrée dans l'essai de ± 20 ° C [*]Pour tous les autres groupes TTAS est «dans une plage de température spécifiée. |
[*]L'introduction de quatre groupes de TTAS en ligne avec ASME IX (voir QW-407.1) [*]changement majeur est l'introduction de quatre types de PWHT pour les groupes de matériaux ISO / TR 15608 1-7, 9-11 |
| 8.5.1 Soudage à l'arc submergé | ||
| 8.5.1: [*]8.5.1.1 Chaque variante de procédé doit être qualifié indépendamment [*]8.5.1.2 Range est limitée à « faire et la désignation » du flux |
[*]8.5.1 (a) Chaque processus 12 variant (121 à 126) est qualifié de manière indépendante. L'introduction de la variante de procédé tel que plusieurs fils, l'addition d'un fil chaud ou à froid, etc, il faudra requalification [*]8.5.1 (b) La portée est limitée au fabricant, le nom commercial et la désignation du flux ' [*]8.5.1 (c) Le nouvel article ajouté à couvrir l'utilisation de laitier broyé re- |
[*]Article révisé pour améliorer la clarté et répondre à certaines questions fréquemment posées par les utilisateurs (par exemple sur plusieurs fils, fil chaud / froid, etc.) [*]L'article de laitier broyé re ajoutée conformément à la norme ASME IX (QW-404,36) [*]Limitation de la plage de qualification au nom commercial utilisé dans l'essai est une restriction supplémentaire. [*]Il convient de noter, lors de l'utilisation de laitier concassés re-un nouveau lot ou un mélange de laitier concassés nécessite un nouveau test de qualification. |
| 8.5.2.1 Soudage MAG à l'arc sous gaz de protection | ||
| 8.5.2: Augmentation de 10% de la teneur en CO2 autorisée pour le gaz de protection |
écart maximal admissible de la teneur en CO2 a été clarifiée en tant que « écart relatif » de ± 20% de CO2 à partir de la composition nominale |
[*]Le libellé précédent (ne doit pas dépasser 10%) manque de clarté et de nombreuses demandes de renseignements ont été soumis [*]Par exemple, si une augmentation de 10% est admise, fait d'un mélange gazeux de 80% Ar 20% de couverture de CO2: [*]Jusqu'à 22% de CO2, calculée comme [20 + (10% de 20)] ou [*] [*]Jusqu'à 30% de CO2, calculé en tant que (20% + 10%) [*]Selon la norme ISO 15614-1: 2017, pour l'exemple ci-dessus, 'déviation relative de ± 20%' signifie que le mélange gazeux 80% Ar 20% de CO2 comprend: [*]Minimum 16% de CO2, calculée comme [20 - (20% de 20)] [*]Maximum 24% de CO2, calculée comme [20 + (20% de 20)] |
| 8.5.2.3 Soudage MAG à l'arc sous gaz de protection (mode de transfert) | ||
| Pulvérisation ou modes de transfert globulaires admissibles pulvérisation et globulaire | Nouvelle clause sur le mode de transfert [*]8.5.2.3.1 La plage de qualification pour les différents modes de transfert, y compris le mode pulsé par exemple à l'aide de pulvérisation qualification, puisée ou globulaire qualifie pulvérisation, puisée et globulaire |
Gamme de qualification couvre désormais le mode de transfert pulsé et les sources d'énergie nouvelles formes d'ondes contrôlées, |
| Aucune référence à la forme d'onde de soudage contrôlé | De nouvelles clauses sur la soudure contrôlée de forme d'onde: [*]8.5.2.3.2 soudage de forme d'onde contrôlée: le fabricant de la source de puissance et le mode de commande de forme d'onde sont des variables essentielles [*]8.5.2.3.2 soudage en mode pulsé et sans forme d'onde de contrôle: le fabricant de source d'alimentation et d'autres informations pertinentes doivent être enregistrées, mais un changement ne nécessite pas Requalification [*]8.5.2.3.2 soudage forme d'onde de contrôle non: le fabricant de source d'énergie doit être enregistrée, mais un changement ne nécessite pas Requalification |
En pratique: [*]Si une source d'alimentation avec une forme d'onde complexe est utilisé (par exemple Lincoln STT, Fronius CMT, ESAB Superpulse, Kemppi WiseRoot, EWM forceArc etc), le fabricant de source d'alimentation et le mode de forme d'onde doit être enregistré dans le QMOS et ne peut pas être changé. Par exemple, une qualification avec Lincoln STT ne couvre que Lincoln STT. [*]Si le soudage pulsé « classique » est appliqué (pas de forme d'onde complexe), le fabricant de la source d'alimentation et les paramètres d'impulsions doivent être enregistrées dans la PV-QMOS. Le fabricant de la source d'énergie peut être modifiée sans Requalification. REMARQUE: toutes les autres variables doivent être dans la plage admissible. Ainsi, on peut changer la source d'énergie, mais les paramètres d'impulsion doit être telle que les limites admissibles d'entrée de chaleur ne sont pas dépassées. [*]Pour le soudage « standard » (pas de forme d'onde complexe ou pulsant): le fabricant de source d'énergie doit être enregistrée dans le QMOS, mais il peut être modifié sans Requalification. |
| 8.5.3.1 Soudage TIG, gaz de protection | ||
| 8.5.3: mélange de gaz de protection limitée au symbole de la composition du gaz ou nominal |
[*]mélange de gaz de protection limitée à la composition nominale ou symbole du gaz. [*]Un écart relatif de max ± 10% par rapport au contenu nominal Il est autorisé |
Voir 8.5.2.1 pour explication de « écart relatif » |
| 8.5.4 Soudage à l'arc plasma | ||
| 8.5.4: Aucune référence type joint |
Un changement dans le type de préparation de joint (rainure) nécessite une nouvelle qualification. | L'article du type joint ajoutée conformément à la norme ASME IX (QW-257 et QW-402.1) |
| 8.5.6 Gaz de protection envers, tous les procédés | ||
| 8.5.3: [*]règles de gaz Sauvegarde s'appliquent aux procédés 14 seulement [*]8.5.3.2 Un test de procédure de soudage réalisée sans un gaz de support qualifie un procédé de soudage avec un gaz support. |
Nouvelle clause sur les gaz de support qui couvre les groupes de matériaux [*]règles de gaz Sauvegarde applicables à tous les processus [*]Pas de gaz de support se qualifie I et avec le soutien N1-N3 à la norme ISO 14175 (et non vice versa) [*]groupe principal à la norme ISO 14175 couvre tous les sous-groupes au sein du même groupe [*]groupes de matériaux 1-6 - Groupes de gaz I et N1, N2, N3 interchangeables [*]groupes de matériaux 7 et 10 - Toute modification de la classification des gaz de support nécessite Requalification [*]groupes de matériaux 8, 41-48 - Groupes de gaz I, N, R sont interchangeables [*]gaz support peut être omis lorsque ≥5mm épais support de matériau est utilisé |
Les règles sur le gaz sauvegarde ont été améliorés commentaires suivants des utilisateurs |
| Annexe A | ||
| Pas présent | Nouvelle annexe mais pas pertinente pour le niveau 2 |
Andy Brightmore (TWI) - Logiciel de développement ( Welding and integrity management software from TWI | TWI Software ).
Marcello Consonni (TWI) - Membre du sous-comité ISO / TC 44 / SC 10 'Gestion de la qualité dans le domaine du soudage', comité national britannique WEE / 36 'Qualification du personnel de soudage et des procédures de soudage' et contribuant ainsi membre de ASME BPVC Section IX Comité.
Professeur Bill Lucas - délégué du Royaume-Uni sur le sous-comité ISO / TC 44 / SC 10 'Gestion de la qualité dans le domaine du soudage', comité national WEE / 36 'Qualification du personnel de soudure et de soudage.
Source du document :
Ce document est la propriété de l'organisme anglais TWI
Ce document est rédigé en Français à partir de la page FAQ: What's new in ISO 15614-1:2017 ? - TWI Ltd par l'organisme anglais TWI
Dernier commentaire: Décembre 2017

#2


bagadoo En ligne le 29/10/2020 à 12:31 (2 messages sur soudeurs.com)
Si je peux me permettre Dominique, entre la version précédente et la nouvelle les aciers du groupe 10 ont changé. Le groupe 10 avant était sous la note b) qualifie tout sous-groupe inférieur, alors qu'aujourd'hui c'est uniquement le sous-groupe du QMOS
Sujets connexes les plus populaires
[Résolu] Certificat 2.2 ou certificat 3.1 pour le métal d'apport
31/08/2010 14:00:47 - poiluchti
Réponses : 2
Affichages : 17313
Affichages : 17313
Admin dusweld1
01/09/2010 15:44:42
Question Posée Peut on souder du 304 L et 316 L avec 308 L en métal d'apport ?
12/10/2012 19:43:16 - reacteur84
Réponses : 11
Affichages : 12457
Affichages : 12457
eric5968
19/06/2013 20:19:14
Question Posée apothème
09/01/2015 10:52:42 - cacahouette01
Réponses : 10
Affichages : 3646
Affichages : 3646
BLONDIN2170
16/02/2015 14:23:11
Question Posée Dmos & qmos
14/01/2016 10:59:05 - ZEMAICH
Réponses : 2
Affichages : 1049
Affichages : 1049
pasor
06/05/2016 18:10:32
Question Posée Domaine de validité QMOS BW pour soudure FW ?
22/10/2018 11:29:32 - vylains
Réponses : 7
Affichages : 1043
Affichages : 1043
Dominique ADMIN
30/10/2018 12:42:10
piquage en charge
20/05/2011 18:57:43 - ètincelle
Réponses : 8
Affichages : 10980
Affichages : 10980
ndemoreau
24/11/2016 23:20:08
Piquage pénétré FW ou BW?
28/02/2008 19:26:06 - Rouille
Réponses : 5
Affichages : 14297
Affichages : 14297
Raouf Messaoudi
11/12/2020 10:29:14
QMOS et DMOS
19/04/2007 11:36:43 - mgb3000
Réponses : 1
Affichages : 8624
Affichages : 8624
floww480
25/04/2007 14:55:22
Validité QMOS inox 304L - Matériau de base
07/07/2008 08:22:09 - obi-wan
Réponses : 2
Affichages : 8496
Affichages : 8496
obi-wan
07/07/2008 14:39:05
Dans quelle norme se trouve les critères des défauts de soudure?
09/06/2007 08:31:51 - Lasoudure
Réponses : 2
Affichages : 16141
Affichages : 16141
Jacques GOUBIN
27/09/2007 12:06:57
Association de QMOS pour un DMOS
09/07/2012 14:56:24 - ashoul09
Réponses : 4
Affichages : 6047
Affichages : 6047
ashoul09
12/07/2012 11:43:51
Question Posée Préchauffage ou non pour nuance P355 ou S355
03/12/2014 08:25:41 - fredo89
Réponses : 12
Affichages : 4023
Affichages : 4023
Dominique ADMIN
10/03/2015 17:45:15
Acier Super Austénitique 310L
23/09/2011 08:50:05 - QCMGazier
Réponses : 3
Affichages : 4996
Affichages : 4996
Dominique ADMIN
12/07/2018 10:37:14
Question Posée QMOS multiprocédés NF EN ISO 15614-1 + A1 + A2 - AQUAP/SNCT
04/09/2016 08:16:35 - Dominique ADMIN
Réponses : 0
Affichages : 1201
Affichages : 1201
Dominique ADMIN
04/09/2016 08:16:35
Information Quoi de neuf dans la norme de qualification NF EN ISO 15614-1: 2017 ?
23/12/2017 09:55:27 - Dominique ADMIN
Réponses : 1
Affichages : 1440
Affichages : 1440
bagadoo
29/10/2020 12:30:04
QMOS nécessaire
16/05/2013 09:00:01 - Al3xb
Réponses : 2
Affichages : 3322
Affichages : 3322
Al3xb
16/05/2013 11:54:47
Question Posée Quelle QMOS pour une soudure bouchon ?
14/03/2014 11:23:12 - cyrille79
Réponses : 2
Affichages : 2141
Affichages : 2141
cyrille79
14/03/2014 13:25:18
Question Posée Domaine de validité d'une QMOS
12/02/2018 14:32:50 - Ichefirat
Réponses : 8
Affichages : 1363
Affichages : 1363
Ichefirat
15/02/2018 08:59:23
Question Posée QMOS avec procédé 114 Innershield
04/03/2014 13:37:56 - Stealyarn
Réponses : 3
Affichages : 2214
Affichages : 2214
Dominique ADMIN
04/03/2014 19:58:51
Question Posée Qualification spécifique pour soudure bouchon
29/04/2016 07:22:42 - e.corre
Réponses : 2
Affichages : 1509
Affichages : 1509
Dominique ADMIN
27/06/2016 10:50:36
