
10 réponses -
Accéder à la dernière réponse
#1


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Sujet : Question Posée Quels seraient pour vous les meilleurs paramètres de soudage en P-FW-PF-sl ?
Bonjour à tous,
Message adressé aux soudeurs professionnels,
Je me permets de vous mettre à contribution pour avoir votre avis technique et quelques paramètres électriques comparatifs
Il est demandé de faire une soudure d'angle d'étanchéité monopasse de 3 à 4 mm de gorge sur de la tôle S355K2+N de 12 mm d'épaisseur en MAG fil plein / 135
Quels seraient pour vous les meilleurs paramètres de soudage pour assurer une soudure en position verticale montante (PF) avec du fil plein massif G 42 5 M21 G3 Si1 de 1,2 mm ?
Le courant pulsé n'est pas utilisable.
Nous avons quelques difficultés à avoir une soudure d'angle parfaite selon NF EN ISO 5817-1 de 2014
Les rayons de raccordement sont bons
La surépaisseur du cordon est acceptable
La symétrie du cordon est quasiment parfaite.
La macroscopie montre un cordon tout juste pénétré de 0,5 mm à 1 mm à l'intersection de la racine malgré un préchauffage de 100°C
Si vous avez de l'expérience sur le sujet, je serai intéressé par votre partage.
Je placerai des photos prochainement.
Merci de votre collaboration et de vos avis.
Bien cordialement,

#2

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Dominique,
Le fil de diamètre 1,2 mm est "un barreau de chaise" relativement à la gorge que tu dois obtenir en position PF.
C'est toujours un défi pour le soudeur, avec ce fil, d'obtenir une petite gorge et un cordon plat et pénétré.
Avec ce fil tu obtiendras toujours un cordon plat avec la bonne gorge mais peu pénétré, ou un cordon bien pénétré mais trop convexe.
Afficher la pièce jointe
Solutions :
Soit tu diminues ton diamètre de fil, soit tu augmentes ta gorge (ou les 2 à la fois).
Cordialement
#3
Avec du fil de 1,2 mm, il est difficile de descendre sous une vitesse de 3 m/mn.
Au dessous de cette vitesse (et avec l'intensité qui lui est associée), le fil est en limite de fusion et commence à claquer au moindre changement de stick out.
Pour éviter cela il faut augmenter la tension, et donc diminuer la pénétration, avec en plus un risque d'effondrement (comme sur le croquis précédent).
Avec du fil de 1 mm, on peut tenir une vitesse de 4,5 m/mn en respectant la gorge et en obtenant une bonne dilution, et un bel aspect plus mouillé qu'avec du 1,2 mm.
Pour que l'arc creuse mieux la pièce il faut tenir sa torche orientée vers le bas (15°) ou au minimum à l'horizontal.
Cordialement
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Pour les paramètres,
Quels seraient pour vous les meilleurs paramètres de soudage pour assurer une soudure en position verticale montante (PF) avec du fil plein massif G 42 5 M21 G3 Si1 de 1,2 mm ?
Avec du fil de 1,2 mm, il est difficile de descendre sous une vitesse de 3 m/mn.
Au dessous de cette vitesse (et avec l'intensité qui lui est associée), le fil est en limite de fusion et commence à claquer au moindre changement de stick out.
Pour éviter cela il faut augmenter la tension, et donc diminuer la pénétration, avec en plus un risque d'effondrement (comme sur le croquis précédent).
Avec du fil de 1 mm, on peut tenir une vitesse de 4,5 m/mn en respectant la gorge et en obtenant une bonne dilution, et un bel aspect plus mouillé qu'avec du 1,2 mm.
Pour que l'arc creuse mieux la pièce il faut tenir sa torche orientée vers le bas (15°) ou au minimum à l'horizontal.
Cordialement
#4
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour SavoirFer,
L'épaisseur de la gorge peut être supérieure à 4 mm
Toutefois celle obtenue fait 4 mm maxi
La valeur de vitesse de dévidage de fil est de 3,8 mètres et 4 mètres
Je vais proposer d'utiliser un fil de diamètre 1,0 mm pour comparer la facilité de mise en œuvre
C'est beaucoup plus simple en multipasse
Le cordon de pénétration est profilé à la meule pour éliminer la surépaisseur excessive puis la finition est réalisée en cordon balayé
Bien cordialement
#5


Tharkey En ligne le 21/06/2026 à 14:26 (613 messages sur soudeurs.com)
Bonsoir,
Il ne faut pas oublier l'importance du geste évidemment; si j'avais à souder cette monopasse montante, je pense que j'opterais pour un geste "trapèze" plutôt que triangle.
D'une part il est plus facile de "remplir"(sans trop en faire bien sur), d'autre part il est possible de pousser un peu plus la Vf.
Bien à vous
#6

dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Pour le fil de 1 je mettrais 4.2 et 19.2 volt a l'affichage.
En trapèze, par contre au fil de 1.2 je ne connais pas la procédure.
#7
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour à tous,
Merci pour vos messages
J'ai donc fait faire des essais au centre AFPA de CHERBOURG pour vérifier les hypothèses
L'épaisseur des tôles est de 10 mm
Acier S235JR
Poste KEMPPI
Cordon monopasse
Courant continu lisse
Polarité positive au fil
fIL d'apport diamètre 1,0 mm G 42 4 M21 G3 Si1
Gaz ATAL 5 (M21)
Vitesse de dévidage de fil : 3,6 mètres / minute
Intensité = 115 / 120 ampères
Tension = 17,6 Volts
Self = - 9
Soudage par balayage en triangle fermé
Le formateur insiste sur l'importance du triangle fermé
Le cordon présente une pénétration en racine de 1 mm grand maximum
Poste FRONIUS
Cordon monopasse
Courant continu lisse
Polarité positive au fil
fIL d'apport diamètre 1,2 mm G 42 4 M21 G3 Si1
Gaz ATAL 5 (M21)
Vitesse de dévidage de fil : 3,6 mètres / minute
Intensité = 150 / 160 ampères
Tension = 18,6 Volts
Self = 5 (self neutre)
Soudage par balayage en triangle fermé
Le cordon présente une pénétration en racine de 1 mm grand maximum
Je posterai les photos des macroscopies prochainement car il faut que je fasse le transfert téléphone / ordinateur
Ce sujet de discussion reste ouvert à toute personne et spécialiste du soudage qui maîtrise le sujet
Bien cordialement,
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Voici le croquis explicatif du mouvement de balayage en triangle en position verticale montante
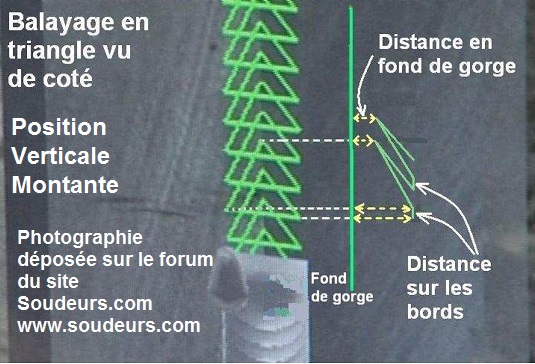
Bien cordialement,
#9
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Dominique,
Merci pour le dessin (à partir de Wave ?).
Avec les paramètres que tu as donné, le triangle fermé est difficile à réaliser avec du fil de 1,2 mm, sinon à obtenir un cordon trop bombé.
Pour ce diamètre de fil et cette petite gorge, il vaut mieux adopter le mouvement " en sapin".
[QUOTE]fIL d'apport diamètre 1,0 mm G 42 4 M21 G3 Si1
Gaz ATAL 5 (M21)
Vitesse de dévidage de fil : 3,6 mètres / minute
Un fil de 1 mm apporte 30% de métal en moins qu'un fil de 1,2 mm, pour une vitesse identique
Il est préférable de passer à 4,5 m/mn (voire plus) pour du fil de 1 mm :
- L'intensité et la tension sont plus élevés et le bain mieux pénétré, pour un même volume qu'avec du 1,2 mm
- L'arc est plus doux et plus facile à manier
Bien cordialement
#10
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour à tous,
Je réactualise le sujet de discussion
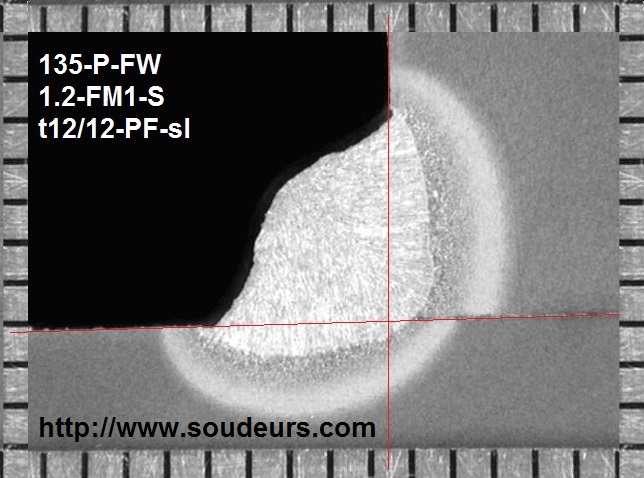
La macrographie n'est pas si mal malgré mes doutes avec du fil de 1,2 mm
Mais comme je le disais précédemment la pénétration en racine est faible
Et la structure de la ZAT est grossière (manque de température de préchauffage)
Pour information il faut un préchauffage de 120°C minimum des zones adjacentes si vous voulez obtenir en cordon monopasse sur de la tôle de 12 mm d'épaisseur en angle des filiations de dureté inférieures à 380 HV10
Bien cordialement,
#11
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour Dominique,
Très belle photo.
Une péné sur le fil du rasoir, les reprises doivent être très risquées.
La différence de ZAT sur la tôle pleine, et celle sur la pièce "en bout" est remarquable.
Le début d'effondrement est parfaitement visible, le métal est "tiré" ver le milieu du cordon, avec un début de caniveau.
Cordialement
Sujets connexes les plus populaires
Trucs pour tole fine automobile
22/11/2009 20:33:17 - bricolux
Réponses : 4
Affichages : 17876
Affichages : 17876

Tonton.mickael
22/12/2009 20:01:31
Quel diamètre de fil pour quelle épaisseur ?
28/12/2006 10:42:16 - Pierre.M
Réponses : 10
Affichages : 28447
Affichages : 28447
Admin dusweld1
18/08/2007 06:20:44
Question Posée Quel poste mig sans gaz
17/10/2013 19:23:20 - maxou4236
Réponses : 25
Affichages : 11322
Affichages : 11322
victoire
17/07/2014 08:34:03
Recherche cherche paramètre général de soudage MIG/MAG
16/09/2012 18:05:54 - david08800
Réponses : 4
Affichages : 24932
Affichages : 24932
tstc
06/02/2022 08:45:07
Question Posée Soudure Alu en MIG
15/03/2013 20:31:15 - Linet49
Réponses : 6
Affichages : 17726
Affichages : 17726
Frederic Thiollier
18/03/2013 13:10:04
soudage mig sans gaz
15/01/2008 17:25:35 - gabounet
Réponses : 9
Affichages : 6931
Affichages : 6931
JC
21/04/2008 05:18:18
Probleme: pas de soudure que des billes!!!
08/12/2008 19:07:08 - SpaceDJ
Réponses : 14
Affichages : 13315
Affichages : 13315
SpaceDJ
14/02/2011 20:51:30
Question Posée quelle difference dans l'application entre mig et mag?
13/11/2007 18:32:22 - ducdegordon
Réponses : 9
Affichages : 27641
Affichages : 27641
beluzien
19/03/2024 08:29:46
épaisseurs minimum de métaux avec fils fourrés
02/01/2013 17:40:32 - gilberider
Réponses : 8
Affichages : 9157
Affichages : 9157
gilberider
04/01/2013 21:53:12
Soudage tôle fine
01/04/2007 09:12:19 - peug40688
Réponses : 5
Affichages : 21084
Affichages : 21084
EddyC38
09/07/2013 18:05:56
Question Posée Fil fourré inox sans gaz pour soudage MAG
06/11/2015 22:35:11 - pacha66
Réponses : 5
Affichages : 5377
Affichages : 5377
Question Posée Soudage MIG Aluminium
18/02/2016 17:17:10 - anouarfhal
Réponses : 3
Affichages : 1358
Affichages : 1358
Dominique ADMIN
19/02/2016 17:29:05
utiliser du fil fourré sans gaz pour chassis tubulaire ?
13/11/2009 10:30:13 - ouzzi23
Réponses : 3
Affichages : 6030
Affichages : 6030
hexen
16/11/2009 15:27:10
MIG soudure alu
11/11/2006 09:21:46 - franz6co
Réponses : 8
Affichages : 5259
Affichages : 5259
franz6co
19/11/2006 08:55:10
Question Posée Paramètres de soudure en MAG pulsé
14/02/2018 12:11:54 - Julien-
Réponses : 15
Affichages : 3109
Affichages : 3109
richardChev
01/03/2018 08:55:31
[Résolu] pousser ou tirer au soudage MAG
02/01/2004 13:28:38 - baba
Réponses : 2
Affichages : 22803
Affichages : 22803
Admin dusweld1
02/01/2004 17:33:56
Que choisir, poste mig pour commencer le soudage
16/02/2011 11:20:01 - marius33
Réponses : 6
Affichages : 16705
Affichages : 16705
marius33
23/02/2011 09:01:26
Probleme de déroulement du fil sur mon poste MIG
02/07/2010 21:43:33 - ktmracing144
Réponses : 6
Affichages : 8550
Affichages : 8550
oath191
17/12/2024 19:54:03
[Résolu] Soudure INOX au MIG avec gaz - problèmes de réglage ...
05/06/2007 11:28:57 - Nightrider31
Réponses : 1
Affichages : 8446
Affichages : 8446
dubby79
05/06/2007 14:14:27
Question Posée paramètres de soudure en fil fourré inox 1.2 rutile ????
05/07/2017 22:24:11 - speedweld
Réponses : 6
Affichages : 2140
Affichages : 2140
locouarn
28/02/2018 21:01:44