
5 réponses -
Accéder à la dernière réponse
#1


corbet03 En ligne le 13/01/2017 à 13:57 (6 messages sur soudeurs.com)
Sujet : Question Posée Paramètres soudage 135 P BW 1.1/FM1 S t10 PE ss,nb
Bonjour à tous
je suis à la recherche de paramètres pour le soudage de plat ep10 mm bout à bout avec chanfrein 76° acier S 355 procédé 135 réalisé en 3 passes (pénétration + 2 remplissages ) en position plafond PE avec type de balayage et sens de soudage (tiré ou poussé).
merci

#2

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
Bonjour Corbet 03
Pour moi le sens de soudage est de tirer
ampérage passe 1= 120-130 A
passe 2 et 3 = 130 -140 A
le balayage en forme de sapin comme en montant (zig-zag)
cordialement
#3
corbet03 En ligne le 13/01/2017 à 13:57 (6 messages sur soudeurs.com)
Merci PASOR
Pour le fil diamètre 1,0 mm
je pensais autour de 3 à 4 m et pour la tension ?
#4

SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour corbet03,
Déterminer des réglages fins en semi-auto 135 et à distance, est impossible.
Tu dois les affiner toi-même.
Il faut tenir compte de nombreux facteurs et paramètres dont :
- Nuance du métal
- Position de soudage
- Gaz de soudage à la torche (taux de CO2)
- Technologie du générateur de soudage
- Mode de transfert (classique ou pulsé, voire pulsé mécanique)
- Épaisseur de la pièce
- Angle du chanfrein
- Talon
- Jour ou Jeu entre pièce
- Vitesse de fil
- Tension
- Self d'amortissement
- Angles de torche
- Stick Out
- Vitesse d'avance
- Balayage
- Temporisations
- Le savoir-faire du soudeur
Et j'en passe...
De plus il te faudra certainement réaliser une reprise envers car, pour moi, il est impossible d'obtenir une pleine pénétration en semi-auto, sur tôle, en bout à bout, acier, fil plein, épaisseur 10, au plafond, soudé d'un seul côté (135 P BW 1.1 FM1 S t10 PE ss,nb).
Si quelqu'un a une "recette" pour cette position de soudage je suis preneur.
Côté pénétration ta soudure sera au mieux plate, et les reprises très risquées.
Dans ces conditions de réalisation la pleine pénétration est parfaitement faisable en PA, PF, PC mais pas en PE.
J'ai reçu un soudeur qui possédait cette QS et qui demandait à la repasser.
C'est la seule fois ou j'ai pu lire cette qualification.
Après quelques essais il s'est avéré qu'il était très loin de ce niveau, et que l'organisme d'inspection n'était pas présent durant les épreuves...
C'est pourtant une obligation dans la norme ISO 9606.1
Si tu réalises une reprise envers, il vaut mieux appeler ta première passe, une passe de fond.
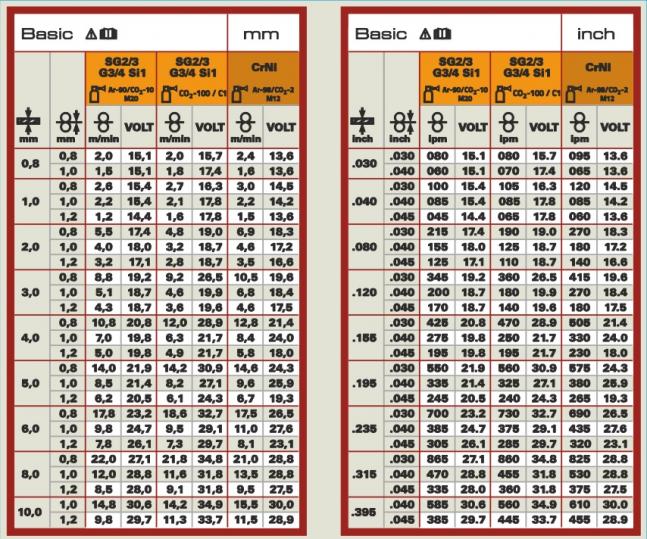
Pour dégrossir ton premier réglage tu peux t'appuyer sur ce tableau :
Afficher la pièce jointe
Cordialement
#5
corbet03 En ligne le 13/01/2017 à 13:57 (6 messages sur soudeurs.com)
bonjour ,
ok étant soudeur depuis 22 ans je connais les facteurs à prendre en compte pour les réglages d' un semi auto.
Ce que je cherchais en gros c'est un DMOS pour ce type d'assemblage :
plat ep 10 mm bout à bout avec chanfrein 76° acier S 355 procédé 135 réalisé en 3 passes (pénétration + 2 remplissages ) en position plafond PE talon 1.5 mm jeu 2 mm
En ce qui concerne ma première passe il s'agit bien d'une pénétration je vais essayer cette après midi
je te tiendrai au courant du résultat .
Merci tout de même de ta réponse
#6

Invité
bonjour,pour le reglage d'un poste mig mag,je me refére du regime conventionnel c'est à dire U=I -multiplié par 0.05+14 exemple pour une penetration en bw epaisseur 10mm plus ou moins 100 amperes multiplié par 0.05=5 +14+19 volts nous sommes en court circuit fil 10 dixieme u(tension) I( intensité).suis a votre ecoute joel go......
Sujets connexes les plus populaires
Trucs pour tole fine automobile
22/11/2009 20:33:17 - bricolux
Réponses : 4
Affichages : 17876
Affichages : 17876

Tonton.mickael
22/12/2009 20:01:31
Quel diamètre de fil pour quelle épaisseur ?
28/12/2006 10:42:16 - Pierre.M
Réponses : 10
Affichages : 28447
Affichages : 28447
Admin dusweld1
18/08/2007 06:20:44
Question Posée Quel poste mig sans gaz
17/10/2013 19:23:20 - maxou4236
Réponses : 25
Affichages : 11322
Affichages : 11322
victoire
17/07/2014 08:34:03
Recherche cherche paramètre général de soudage MIG/MAG
16/09/2012 18:05:54 - david08800
Réponses : 4
Affichages : 24932
Affichages : 24932
tstc
06/02/2022 08:45:07
Question Posée Soudure Alu en MIG
15/03/2013 20:31:15 - Linet49
Réponses : 6
Affichages : 17726
Affichages : 17726
Frederic Thiollier
18/03/2013 13:10:04
soudage mig sans gaz
15/01/2008 17:25:35 - gabounet
Réponses : 9
Affichages : 6931
Affichages : 6931
JC
21/04/2008 05:18:18
Probleme: pas de soudure que des billes!!!
08/12/2008 19:07:08 - SpaceDJ
Réponses : 14
Affichages : 13315
Affichages : 13315
SpaceDJ
14/02/2011 20:51:30
Question Posée quelle difference dans l'application entre mig et mag?
13/11/2007 18:32:22 - ducdegordon
Réponses : 9
Affichages : 27641
Affichages : 27641
beluzien
19/03/2024 08:29:46
épaisseurs minimum de métaux avec fils fourrés
02/01/2013 17:40:32 - gilberider
Réponses : 8
Affichages : 9157
Affichages : 9157
gilberider
04/01/2013 21:53:12
Soudage tôle fine
01/04/2007 09:12:19 - peug40688
Réponses : 5
Affichages : 21084
Affichages : 21084
EddyC38
09/07/2013 18:05:56
Question Posée Fil fourré inox sans gaz pour soudage MAG
06/11/2015 22:35:11 - pacha66
Réponses : 5
Affichages : 5377
Affichages : 5377
Question Posée Soudage MIG Aluminium
18/02/2016 17:17:10 - anouarfhal
Réponses : 3
Affichages : 1358
Affichages : 1358
Dominique ADMIN
19/02/2016 17:29:05
utiliser du fil fourré sans gaz pour chassis tubulaire ?
13/11/2009 10:30:13 - ouzzi23
Réponses : 3
Affichages : 6030
Affichages : 6030
hexen
16/11/2009 15:27:10
MIG soudure alu
11/11/2006 09:21:46 - franz6co
Réponses : 8
Affichages : 5259
Affichages : 5259
franz6co
19/11/2006 08:55:10
Question Posée Paramètres de soudure en MAG pulsé
14/02/2018 12:11:54 - Julien-
Réponses : 15
Affichages : 3109
Affichages : 3109
richardChev
01/03/2018 08:55:31
[Résolu] pousser ou tirer au soudage MAG
02/01/2004 13:28:38 - baba
Réponses : 2
Affichages : 22803
Affichages : 22803
Admin dusweld1
02/01/2004 17:33:56
Que choisir, poste mig pour commencer le soudage
16/02/2011 11:20:01 - marius33
Réponses : 6
Affichages : 16705
Affichages : 16705
marius33
23/02/2011 09:01:26
Probleme de déroulement du fil sur mon poste MIG
02/07/2010 21:43:33 - ktmracing144
Réponses : 6
Affichages : 8550
Affichages : 8550
oath191
17/12/2024 19:54:03
[Résolu] Soudure INOX au MIG avec gaz - problèmes de réglage ...
05/06/2007 11:28:57 - Nightrider31
Réponses : 1
Affichages : 8446
Affichages : 8446
dubby79
05/06/2007 14:14:27
Question Posée paramètres de soudure en fil fourré inox 1.2 rutile ????
05/07/2017 22:24:11 - speedweld
Réponses : 6
Affichages : 2140
Affichages : 2140
locouarn
28/02/2018 21:01:44