
5 réponses -
Accéder à la dernière réponse
#1


YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Sujet : Question Posée Repérer et rebuter une soudure cramée
Bonjour à tous,
Nous sommes entrain, avec mon collègue de la qualité fournisseur, de rédiger une spécification soudage à l'adresse de nos fournisseurs afin d'harmoniser nos demandes vis à vis des productions soudées externalisées. Dans ce but, nous réalisons un compendium des défauts et de ce que nous tolérons ou non.
Un de mes cheval de bataille concerne les soudures cramées.Vous savez, cette fameuse soudure dont les stries de solidications son presques plates, le bain de fusion gigantesques, des inclusions types silicates incrustées comme pas possible...(au TIG ! )
En gros, il est évident que cette soudure ne respecte pas un mode opératoire de soudage qualifiée, et encore moins les énergies, mais... Je manque un peu d'argument pour faire valoir mon point de vue. Est ce que vous auriez des billes pour étayer mon argumentation ?
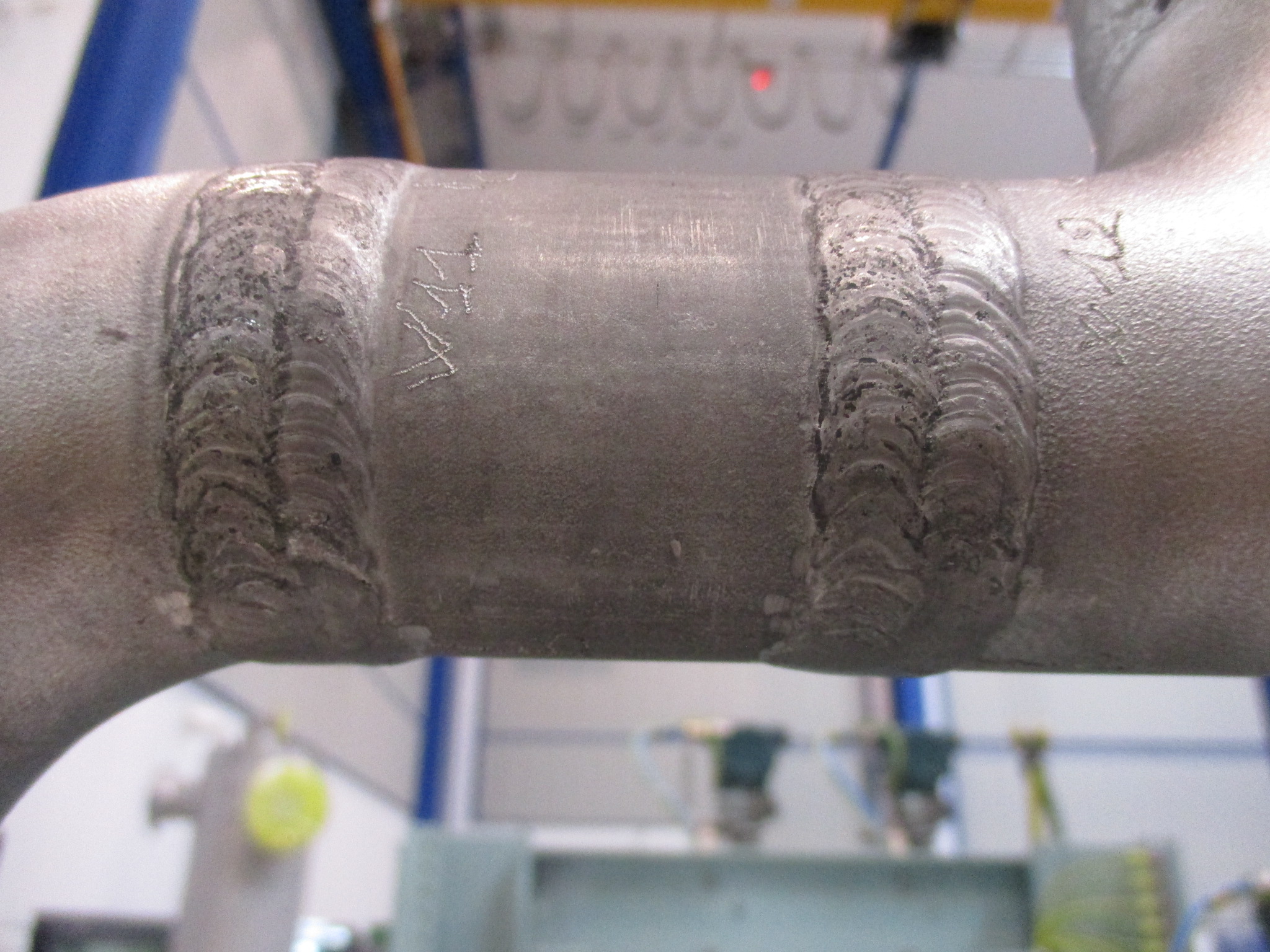
Pour l'exemple, vous trouverez ci-dessous une des soudures dont je parle.C'est une soudure au TIG sur un Inox 316L 1"1/2 (ø48,3mm) 80S (5,08mm).Malgrès le passage en passivation, on observe une nette détérioration de la soudure et la persistance d'une différence de composition en surface. Cependant la norme 5817 ne me donne pas d'armes pour la rebuter.
Je vous avoue être un peu entrain de sécher sur ce problème. Je suis prêt à écouter les différents point de vue afin de pouvoir trouver un argumentaire solide pour rebuter ce type d'assemblage (oui, à part ça la soudure est dégueu aussi, on est d'accord).
Merci d'avance pour vos retours !
Cdlt,
YannA

#2


dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Bonjour, un collègue pour ce genre de soudure.
Il utilise un burineur ,que ce soit au 135 ou au tig.
Quitte a avoir une soudure "massacré" autant la finir!
Je ne suis pas expert pour ce genre de soudure!
Mais la seule solution et de refondre avec un ampérage plus bas que la dmos.
Ou simplement de la bénner.
Cordialement.
#3

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
Bonjour
l'argument a utiliser c'est une mauvaise protection a l'oxydation
cette soudure va s'oxyder dans le temps
cordialement
#4
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
J'ai l'habitude de souder au 135 , rarement au tig sur l'inox.
Et même au tig lors de retour pour finitions je n'ai jamais eu ce genre d'aspect.
Il arrive d'avoir des soudures en angle ,difficile d'accès d'avoir une petite trace noire.
Mais rien de grave surtout au 135.http://www.ancien.soudeurs.commembres/dany-62/blog.html
#5
YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Bonjour à tous les deux.
Nous avons décidé de traiter cette typologie de défaut dans la partie rochage de notre spécification en précisant que des inclusions minérales persistantes type silicate sur l'endroit de la soudure ne seront pas autorisées et en y joignant cette photo pour exemple. Effectivement je rejoins Dany sur son avis final, la meilleure solution c'est de benner ce genre de choses.
Merci à vous pour vos réponses.
#6
dany 62 En ligne le 01/01/2026 à 12:38 (960 messages sur soudeurs.com)
Je me souviens d'une tuyauterie en inox . Il y avait tous les défauts de soudures inimaginable et déplorable.
Après une longue réclamation et réparation du client dans la foulée.
Bon nombre de photos grands format ont été diffusés.
J'en ai gardé un exemplaire ,affiché en permanence!
Comme dit le dicton "plus jamais ça".
Vous avez eu raison de rebuter les soudures
Dans un pays comme le nôtre ,un savoir faire aiguiser c'est inacceptable!
Cordialement.
Sujets connexes les plus populaires
radiographie soudure d'angle ??
24/12/2009 21:58:47 - flashx75
Réponses : 2
Affichages : 6241
Affichages : 6241
Question Posée Procédé soudure inox radio
18/09/2018 09:23:45 - Venom88
Réponses : 17
Affichages : 2063
Affichages : 2063
dany 62
25/09/2018 15:48:16
Question Posée Contrôle Pied de piquage avec selle renfort
22/12/2015 14:26:30 - yann1
Réponses : 3
Affichages : 2567
Affichages : 2567
Dominique ADMIN
23/12/2015 08:49:07
Question Posée Contrôle radio apres réparation, nouveaux défauts ?
14/10/2015 16:18:25 - Kev69
Réponses : 10
Affichages : 2693
Affichages : 2693
Question Posée Comment détecter une passe acier carbone dans une soudure inox ?
08/11/2018 11:05:38 - bfktsn
Réponses : 9
Affichages : 1334
Affichages : 1334
Dominique ADMIN
29/11/2018 16:45:46
test d'étanchéité
25/09/2006 05:49:55 - zoubir85
Réponses : 6
Affichages : 9665
Affichages : 9665

David001
19/10/2006 04:09:32
teste d'étanchéité des joint de soudure fond de Bac
11/09/2010 10:26:32 - nadirbenali
Réponses : 2
Affichages : 7313
Affichages : 7313
Admin dusweld1
11/09/2010 12:40:26
Epreuve hydraulique
01/01/2009 17:22:24 - Younes1983
Réponses : 4
Affichages : 5081
Affichages : 5081
philippe79
07/01/2009 10:49:36
Question Posée Magnétoscopie réalisée "entre couches" de soudage ???
14/11/2013 15:04:22 - Vincehag67
Réponses : 17
Affichages : 5026
Affichages : 5026
duboscp
11/01/2016 12:14:09
controle volumique
14/04/2011 18:18:46 - plamann1
Réponses : 1
Affichages : 5310
Affichages : 5310
Admin dusweld1
15/04/2011 03:05:12
[Résolu] CND des soudures d'angles
22/09/2010 12:17:57 - arthur77
Réponses : 2
Affichages : 6973
Affichages : 6973
gregory74
23/11/2012 10:19:14
Question Posée Contrôle visuel (VT) et COFREND
20/12/2013 05:59:20 - welding44
Réponses : 3
Affichages : 3692
Affichages : 3692
massi614
04/11/2015 17:02:39
qualité des films pour radiographie
24/10/2011 15:34:44 - plamann1
Réponses : 1
Affichages : 2707
Affichages : 2707
Admin dusweld1
04/02/2012 14:53:11
reparation de soudure
30/01/2012 11:43:37 - plamann1
Réponses : 1
Affichages : 2531
Affichages : 2531
produits pour magnétoscopie
21/09/2009 11:37:06 - cheche221
Réponses : 2
Affichages : 2948
Affichages : 2948
cheche221
22/09/2009 16:38:02
[Résolu] controle soudure pleine section
18/11/2010 11:30:19 - map3bet3
Réponses : 2
Affichages : 3892
Affichages : 3892
Contrôle de l'acuité visuelle du contrôleur soudage
03/06/2013 06:37:46 - Al3xb
Réponses : 6
Affichages : 5525
Affichages : 5525
Dominique ADMIN
24/06/2013 15:43:44
Recherche les sociétés de formation d'inspecteur en soudage
17/02/2016 20:11:16 - by-piko
Réponses : 5
Affichages : 1756
Affichages : 1756
Dominique ADMIN
06/03/2016 19:30:30
Contrôle non destructif de soudure
25/07/2005 06:41:07 - 51cd
Réponses : 6
Affichages : 9475
Affichages : 9475
cewac04
07/01/2009 12:07:27
Controle ultrasons (UT) sur un assemblage hétérogène carbone / inox
25/01/2009 07:57:59 - Argon
Réponses : 4
Affichages : 5958
Affichages : 5958
fafalesquale
05/08/2020 16:04:34