
Bien connaître les origines de la formation des fissures permet à un soudeur d'empêcher les fissures de se produire.
L'un des principaux objectifs de toute fabrication soudée est de prévenir l'apparition des défauts de soudure, en particulier les fissures.
Les fissures sont les plus graves de tous les défauts de soudure et sont inacceptables dans la plupart des spécifications et codes de fabrication..
Les fissures ne se produisent pas toujours immédiatement après le soudage.
Les fissures peuvent se développer dans le temps lorsque la soudure a été soumise à des charges cycliques de fatigue en cours de service.
Des forces de traction, de flexion, de torsion, de cisaillement ainsi que la dilation à chaud et à froid peuvent générer des fissures longtemps après le soudage.
1 - Discontinuités ou défauts de soudage
Une discontinuité est une imperfection de soudage qui ne doit pas être suffisamment grave pour provoquer un refus.
Que la discontinuité soit ou non acceptable selon les spécifications du code de fabrication applicable dépendra de l'examen approfondi réalisé par une personne compétente selon les exigences des codes et/ou les spécifications applicables.
Si la discontinuité est hors des critères d'acceptation du code de fabrication imposé, elle devient donc un défaut.
Tous les défauts doivent être réparés.
En bref, les défauts sont toujours des discontinuités, mais toute discontinuité n'est pas un défaut.
2 - Responsabilités du soudeur et du superviseur
La qualité de la soudure est de la responsabilité du soudeur et du superviseur soudage.
Le soudeur est responsable du défaut quand la présence de ce défaut est dû à son niveau de compétence et/ou de sa technique de soudage.
La présence de défauts de soudure comme le manque de fusion, un profil de soudure trop concave ou trop convexe, une section de soudure inadéquate peut provenir de l'utilisation de techniques de soudure inadaptées comme une vitesse de déplacement incorrecte, une mauvaise manipulation d'électrodes, des paramètres de soudage incorrects, ainsi que l'absence de notification de la part de la supervision.
Les superviseurs de soudage doivent veiller à ce que les soudeurs ont les outils nécessaires pour faire un travail efficace.
Ils doivent maintenir un programme de sécurité de l'atelier dans le respect des réglementations.
Les superviseurs de soudage devraient également s'assurer que les soudeurs utilisent la bonne nuance de métal d'apport, avoir le bon mode opératoire de soudage, de travailler avec l'équipement de soudage adéquat et fonctionnel, avoir reçu une formation de soudeur efficace et significative et travailler sur des joints de soudure accessibles.
L'accessibilité des soudures doit être un souci de tous les instants.
De nombreux concepteurs ne sont pas suffisamment familiarisés avec les exigences des procédés de soudage.
Est-ce que le soudeur va avoir assez de place pour manipuler sa torche de soudage ou son électrode?
Est-ce que le soudeur sera capable de voir son bain de fusion en cours de soudage?
Si un défaut de soudure inacceptable se produit, le soudeur aura t-il l'accès pour meuler son joint afin d'éliminer le défaut'
Si oui, comment sera la soudure après réparation'
Un soudeur et/ou un superviseur peuvent répondre à toutes ces questions, mais la meilleure solution nécessite souvent l'avis des clients et des concepteurs de la fabrication soudée.
3 - Les fissures de cratère
| La soudure génère d'énorme quantité de contraction et de retrait. Le métal liquide en fusion est à son extension maximale. Donc quand il se refroidit et se solidifie, il se rétracte. Si le bain de fusion n'a pas assez de section efficace en volume après refroidissement pour compenser les contraintes de retrait, une fissure de cratère se forme, souvent en fin de cordon nommé cratère de terminaison. Cette fissure de cratère peut facilement se déplacer au centre du cordon à travers toute la longueur du dépôt de soudage. Il s'agit d'un problème commun à l'aluminium et ses alliages. |
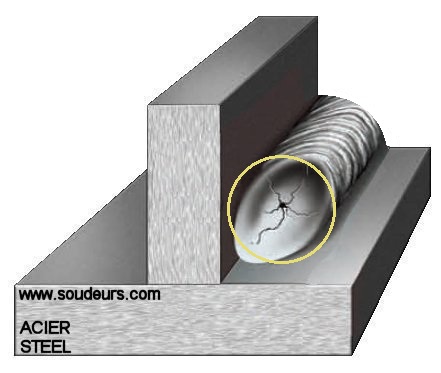 |
Il faut remplir la section transversale du cratère de terminaison avant de terminer la soudure.
Vous pouvez accomplir ceci en utilisant diverses méthodes.
Vous pouvez arrêter le déplacement de la torche pendant deux ou trois secondes à la fin de la soudure avant d'arrêter l'arc ou vous pouvez choisir de revenir sur le point d'arrêt (sens inverse du sens de soudage) pendant environ 10 mm.
4 - Soudures concaves
| Un profil trop concave est un problème courant avec les soudures d'angle, en particulier celles sur l'acier inoxydable, sur les alliages de nickel et les aluminiums. Une certaine valeur de concavité de soudure d'angle peut être acceptable, en fonction des exigences de soudage. Mais une trop grande concavité de cordon d'angle est une conséquence de fissuration. Cette fissuration à chaud survient généralement lors du soudage des aluminiums. Elle existe aussi dans d'autres matériaux et est légèrement retardée juste après que le métal se refroidit à la température ambiante. |
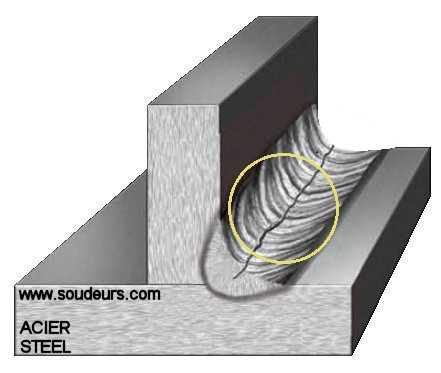 |
La réduction de la section de la gorge de soudure réduit considérablement la résistance mécanique du cordon car il n'y a pas assez de métal déposé dans la section transversale de la soudure d'angle pour résister aux contraintes de retrait. Alors une fissure se développe.
Si la soudure a une section de gorge insuffisante, elle a une résistance mécanique insuffisante.
Les principales origines sont la vitesse de soudage trop rapide et un réglage de la tension inadapté.
Une réduction de la tension d'arc (de 1 à 1,5 volts) peut faire une grande différence dans le profil du cordon de soudure.
La réduction de la tension d'arc peut se traduire par un profil de cordon d'angle convexe.
Si vous réglez vos paramètres avec une tension trop élevée, le bain de soudure devient difficile à contrôler et cela peut vous encourager à augmenter la vitesse de déplacement.
Le résultat de cette combinaison vous donne une gorge de soudure insuffisante et une résistance insuffisante de la soudure.
Pour éviter ces problèmes, veuillez ralentir la vitesse de déplacement et prendre le temps de remplir un cordon avec un profil acceptable de section suffisante.
5 - Soudures convexes
Les cordons d'angle trop convexes ne sont généralement pas susceptibles à la fissuration.
Les soudures convexes génèrent beaucoup de perte de temps et perte de métal d'apport déposé inutilement.
Une telle soudure est inesthétique et presque toujours inacceptable, principalement en raison des congés de raccordement inadaptés avec le métal de base.
Ces congés de raccordement peuvent avoir un effet sur la fissuration, en particulier sur la fissuration de fatigue qui se produit au fil du temps.
La fissure est généralement dirigée vers le bas dans le métal de base au pied de la soudure.
Si vous ne créez pas une transition en douceur du métal déposé sur le métal de base, vous pouvez interrompre le flux des forces à travers la soudure.
Un volume élevé de métal de soudure crée des forces de retrait importantes. Lorsque ces forces dépassent la résistance mécanique de la soudure, la fissuration se développe.
Pour éviter ce problème, augmentez la vitesse de soudage.
Une légère augmentation de la tension d'arc augmente la largeur du bain et le mouillage pour un profil de raccordement plus acceptable.
6 - Défauts de forme type caniveau ou morsure
| Les défauts de forme comme les caniveaux et morsures réduisent l'épaisseur du métal de base à la jonction du métal déposé et du métal de base. Si l'entaille du caniveau est importante (> 0,5 mm), elle génère un point de concentration élevée de contraintes et peut être à l'origine de fissuration. Les caniveaux et morsures sont la conséquences de mauvaises techniques de soudage et de mauvais réglages des paramètres de soudage. Les caniveaux et morsures peuvent provenir d'un certain nombre de facteurs comme le mauvais réglage de la tension de soudage, la vitesse de soudage trop rapide et l'angle d'inclinaison de la torche ou de l'électrode. |
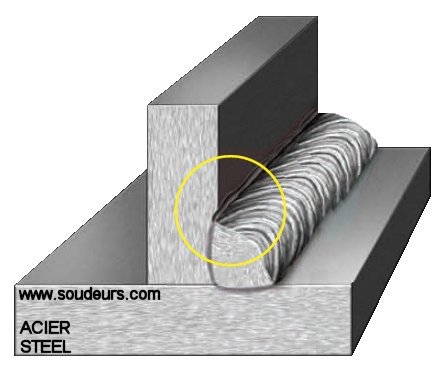 |
Pour éviter ces défauts de forme, utilisez toujours une tension d'arc adaptée.
Pour les procédés de soudage à tension constante comme le MAG, la tension reste à peu près constante et peut être ajustée manuellement.
Pour les procédés de soudage à courant constant comme le TIG et l'ARC E.E., la tension varie en fonction de la longueur d'arc électrique.
Si vous augmentez la longueur de l'arc, vous augmentez la tension d'arc.
Assurez-vous de maintenir un angle correct de la torche et essayez de diminuer les vitesses de soudage pour permettre de remplir correctement la zone fondue du métal de base par l'arc électrique.
7 - Le débordement (overlap)
| Le débordement (ou overlap) est un défaut de forme plus grave que vous ne le pensez. Si le bord du métal fondu de la soudure roule sur le métal de base et qu'il ne fond pas avec le métal de base, il n'y a aucune continuité entre le métal fondu et le métal de base de sorte qu'il n'y a pas transfert des lignes de force. Ce défaut est un exemple classique de concentration de contraintes. Un débordement est un facteur prépondérant à la fissuration si les concentrations de contrainte s'accumulent à des niveaux inacceptables |
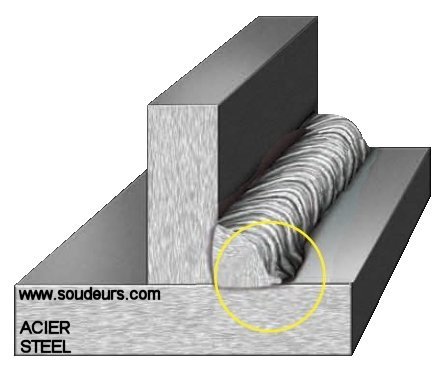 |
Il faut optimiser la fusion du métal de base et du métal d'apport avec des paramètres de soudage et une vitesse de soudage adaptés.
Le débordement est un défaut couramment rencontré lorsque le soudeur soude à l'aveugle.
8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions sur cet articleVous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
10 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

