
1 - Introduction
Le contrôle visuel selon NF EN ISO 17637 Mai 2011 du cordon de soudure est obligatoire pour les essais de qualification de soudeur selon NF EN 287-1 Septembre 2011 et NF EN ISO 9606-1 et les essais de qualification de mode opératoire de soudage selon NF EN ISO 15614-1/A1:2008 et A2 Mai 2012 .
2 - L'évaluation des défauts de forme
La norme NF EN ISO 17635 Mai 2010 définit que les défauts de forme sont évalués selon la norme NF EN ISO 5817 Avril 2014 selon le niveau de qualité B sauf pour les surépaisseurs excessives, les convexités excessives, les gorges excessives et les excès de pénétration qui sont évalués selon le niveau de qualité C uniquement pour la qualification de soudeur.
3 - Conditions de réalisation du contrôle visuel
Le contrôle visuel et dimensionnel doit être réalisé sous une luminosité de 500 lux minimum sur la surface de la pièce. L'oeil de l'observateur doit être placé à une distance inférieure à 500 mm de la surface à examiner sous un angle supérieur à 30°. L'acuité visuelle du personnel de contrôle doit être vérifiée tous les ans (visite médicale).
4 - Les différents défauts rencontrés en visuel sur bout à bout
| Référence | Désignation | Illustration | Limites des défauts |
| 401 | MANQUE DE FUSION |  |
Non autorisé |
| 4021 | MANQUE DE PÉNÉTRATION | |
Non autorisé |
| 5011 | CANIVEAU |  |
Profondeur <= 0,05 x l'épaisseur soudée avec maxi de 0,5 mm - Transition douce |
| 5012 | MORSURE |  |
Profondeur <0,05 x l'épaisseur soudée avec maxi de 0,5 mm - Transition douce |
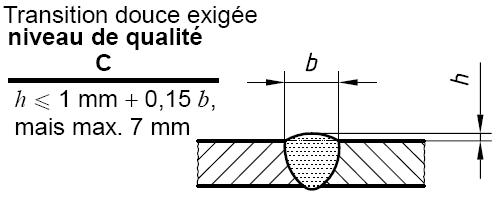
| 502 | SURÉPAISSEUR EXCESSIVE (soudure bout à bout) |
 |
Hauteur <= 0,15 x la largeur du cordon externe de soudure + 1 mm avec maxi de 7 mm |
| 504 | EXCÈS DE PÉNÉTRATION (soudure bout à bout) |  |
Hauteur <= 0,6 x la largeur du cordon de pénétration + 1 mm avec maxi de 4 mm |
| 511 | MANQUE D'ÉPAISSEUR (soudure bout à bout) |  |
Profondeur <= 0,05 x l'épaisseur soudée avec maxi de 0,5 mm - Transition douce |
5 - Les différents défauts rencontrés en visuel sur assemblage d'angle
| Référence | Désignation | Illustration | Limites des défauts |
| 5011 5012 |
CANIVEAU / MORSURE |  |
Profondeur <= 0,05 x l'épaisseur soudée avec maxi de 0,5 mm - Transition douce |
| 503 | CONVEXITÉ EXCESSIVE (soudure d'angle) |
 |
Hauteur du bombement <= 0,15 x la base du cordon avec maxi de 4 mm |
| 512 | DÉFAUT DE SYMÉTRIE EXCESSIVE (soudure d'angle) |
 |
Longueur ou hauteur <= 0,15 x la gorge du cordon + 1,5 mm. Pour une gorge de 7 mm la différence de hauteur ne doit pas dépassée 2,55 mm |
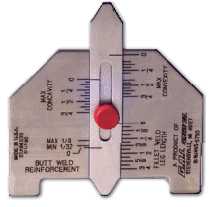
6 - Les matériels de mesure pour évaluer les défauts de forme
Il existe différents dispositifs de mesure qui permettent de contrôler et d'évaluer les excès de métal déposé.
 |
 |
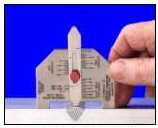
7 - Comment contrôler une surépaisseur excessive ou un excès de pénétration ?
 |
 |
| Vérifier la surépaisseur d'un cordon de soudure bout à bout | Vérifier la gorge d'un cordon de soudure d'angle |
8 - Critère d'acceptation de la dissymétrie des soudures d'angle
Un pense-bête pour les soudeurs concernant le critère d'acceptation de la dissymétrie des soudures d'angle (Défaut N° 512) selon NF EN ISO 5817:2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
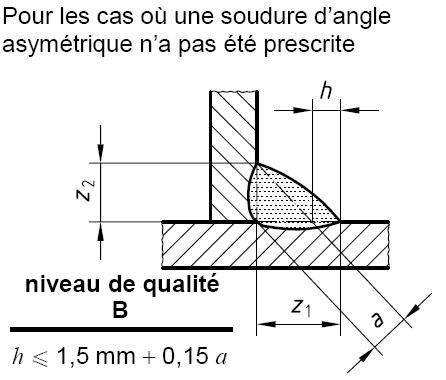
Si a = 2,1 mm alors Z1 = 3 mm et Z2 = 3 mm
si légère dissymétrie h doit être < 1,8 mm ou = 1,8 mm maxi
Si a = 3,5 mm alors Z1 = 5 mm et Z2 = 5 mm
si légère dissymétrie h doit être < 2 mm ou = 2 mm maxi
Si a = 5,0 mm alors Z1 = 7,1 mm et Z2 = 7,1 mm
si légère dissymétrie h doit être < 2,25 mm ou = 2,25 mm maxi
Si a = 7,0 mm alors Z1 = 10 mm et Z2 = 10 mm
si légère dissymétrie h doit être < 2,5 mm ou = 2,5 mm maxi
Si a = 10 mm alors Z1 = 14,5 mm et Z2 = 14,5 mm
si légère dissymétrie h doit être < 3,0 mm ou = 3,0 mm maxi
Si a = 14 mm alors Z1 = 20 mm et Z2 = 20 mm
si légère dissymétrie h doit être < 3,6 mm ou = 3,6 mm maxi
9 - Critère d'acceptation de la surépaisseur excessive des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de la surépaisseur excessive des soudures bout à bout (Défaut N° 502) selon NF EN ISO 5817:2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
Pour mémoire, une qualification de soudeur et/ou un mode opératoire de soudage est qualifié si les défauts dans l'assemblage de qualification sont dans les limites du niveau de qualité B spécifiées dans la NF EN ISO 5817 sauf pour les types de défauts suivants :
Les surépaisseurs excessives, les convexités excessives, les gorges excessives et les excès de pénétration pour lesquels le niveau C doit s'appliquer.
NOTE
La corrélation entre les niveaux de qualité de la NF EN ISO 5817 et les niveaux d'acceptations des différentes méthodes END.
Si b = 5 mm alors h doit être < 1,75 mm ou = 1,75 mm maxi
Si b = 10 mm alors h doit être < 2,5 mm ou = 2,5 mm maxi
Si b = 15 mm alors h doit être < 3,25 mm ou = 3,25 mm maxi
Si b = 20 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 25 mm alors h doit être < 4,75 mm ou = 4,75 mm maxi
Si b = 30 mm alors h doit être < 5,5 mm ou = 5,5 mm maxi
Si b = 35 mm alors h doit être < 6,25 mm ou = 6,25 mm maxi
Si b = 40 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
Si b = 45 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
Si b = 50 mm alors h doit être < 7,0 mm ou = 7,0 mm maxi
10 - Critère d'acceptation de l'excès de pénétration des soudures
Un pense-bête pour les soudeurs concernant le critère d'acceptation de l'excès de pénétration des soudures bout à bout (Défaut N° 504) selon NF EN ISO 5817:2007 pour les qualifications de soudeurs et les qualifications de mode opératoire de soudage.
Pour mémoire, une qualification de soudeur et/ou un mode opératoire de soudage est qualifié si les défauts dans l'assemblage de qualification sont dans les limites du niveau de qualité B spécifiées dans la NF EN ISO 5817 sauf pour les types de défauts suivants :
Les surépaisseurs excessives, les convexités excessives, les gorges excessives et les excès de pénétration pour lesquels le niveau C doit s'appliquer.
NOTE
La corrélation entre les niveaux de qualité de la NF EN ISO 5817 et les niveaux d'acceptations des différentes méthodes END est donnée dans la norme NF EN ISO 17635.
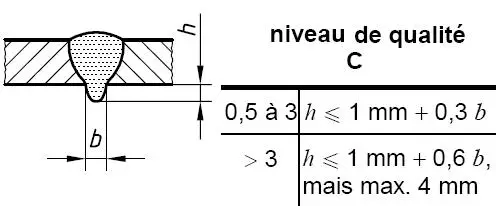
Si épaisseur soudée supérieure à 0,5 mm et inférieure à 3 mm
Si b = 2 mm alors h doit être < 1,6 mm ou = 1,6 mm maxi
Si b = 3 mm alors h doit être < 1,9 mm ou = 1,9 mm maxi
Si b = 4 mm alors h doit être < 2,2 mm ou = 2,2 mm maxi
Si b = 5 mm alors h doit être < 2,5 mm ou = 2,5 mm maxi
Si épaisseur soudée supérieure à 3 mm
Si b = 2 mm alors h doit être < 2,2 mm ou = 2,2 mm maxi
Si b = 3 mm alors h doit être < 2,8 mm ou = 2,8 mm maxi
Si b = 4 mm alors h doit être < 3,4 mm ou = 3,4 mm maxi
Si b = 5 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 6 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
Si b = 7 mm alors h doit être < 4,0 mm ou = 4,0 mm maxi
11 - Quelques liens Internet utiles
12 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
13 Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

