Le soufflage magnétique est l'ennemi du soudeur. L'arc électrique est dévié par des forces électromagnétiques générées par le courant de soudage. Cette déviation de l'arc électrique génère des défauts de soudage. Le soufflage magnétique est nuisible à la qualité du soudage.
1 - Le soufflage magnétique de l'arc électrique
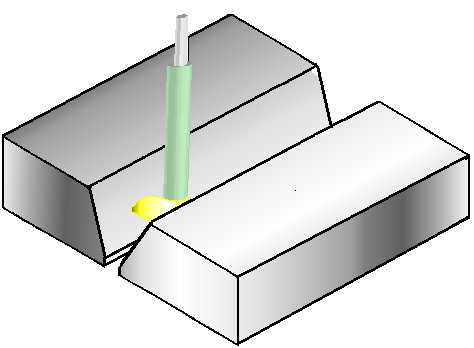 |
Le soufflage magnétique de l'arc est un phénomène physique rencontré lors du soudage d'aciers au carbone non allié ou faiblement allié, d'aciers ferritiques et d'aciers austéno-ferritiques (duplex et super-duplex) avec un courant de soudage continu (CC ou DC). Le phénomène se caractérise par une déviation incontrôlée de l'arc de soudage sur un bord du chanfrein ou de la tôle, à l'avant ou à l'arrière du sens d'avance. Le soufflage magnétique est générateur de défauts de soudage comme le manque de fusion, les inclusions de laitier, les soufflures, les projections importantes. |
2 - Origine du soufflage magnétique de l'arc
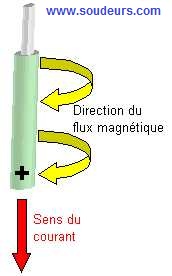 |
Le soufflage magnétique est engendré par les lignes de flux magnétique créées par le passage de courant à travers l'âme de l'électrode ou du fil. Ces lignes de flux magnétique sont de formes circulaires et sont perpendiculaires à l'axe du passage de courant. La concentration de ces lignes de flux magnétique avec le champ magnétique de la terre engendre le phénomène de soufflage magnétique dans la pièce à souder. Un soufflage magnétique est prévisible lorsque l'induction magnétique est supérieure à 20 Gauss (0,002 Tesla). |
3 - Quand le soufflage magnétique de l'arc se produit ?
Le phénomène de soufflage magnétique est difficilement prévisible. Le soufflage magnétique est principalement rencontré lors du soudage en courant continu de pièces assemblées en angle et lors de l'assemblage par soudage de pièces avec des chanfreins profonds et des bords serrés. Le soufflage magnétique est accentué par l'effet d'arête des extrémités de tôles. L'apparition d'un soufflage magnétique est très importante lorsque l'intensité de soudage est supérieure à 250 ampères.
4 - Sensibilité au soufflage magnétique selon le procédé de soudage
L'intensité du champ magnétique dans le joint se vérifie avant soudage avec un Gaussmètre.
| LE SOUFFLAGE MAGNETIQUE DE L'ARC | ||||
| Intensité du champ | 0 à 10 gauss | 10 à 20 gauss | 20 à 40 gauss | Plus de 40 gauss |
| Procédé TIG |  |
 |
 |
|
| Electrode enrobée | |
|
|
|
| Procédé MIG/MAG | |
|
|
|
| Procédé Arc sous flux | |
|
|
|
5 - Comment réduire le soufflage magnétique de l'arc
Les solutions proposées ci-dessous ne sont pas des remèdes miracles. Toutefois, elles permettent de limiter ou de contrôler la déviation de l'arc électrique lors du soudage.
[*]Utiliser un courant alternatif en remplacement du courant continu (principalement pour le procédé ARC E.E. / 111 / SMAW).
[*]Réduire l'intensité de soudage dans la mesure du possible.
[*]Maintenir un arc de soudage très court.
[*]Placer des appendices de bonnes dimensions aux extrémités des pièces à souder.
[*]Pointer correctement la pièce à souder pour fermer le champ magnétique et limiter la dispersion des lignes de force
[*]Assurer un pointage serré (plus les points de soudure sont rapprochés plus le champ est faible)
[*]Adapter la position et l'inclinaison de l'électrode enrobée ou de la torche pour contre-carrer la déviation de l'arc.
[*]Opter pour un soudage à pas de pélerin (soudage fractionné) qui limite le soufflage magnétique.
[*]Enrouler le cable de masse autour de la pièce à souder (création d'une self) et placer le connecteur de masse le plus près possible de la pince de soudage.
[*]Changer le sens de soudage lorsque vous atteignez les extrémités de tôles pour limiter l'effet d'arête des bords.
[*]Doubler les prises des connecteurs de masse et positionner chaque prise à chaque extrémité de la pièce à souder.
[*]Démagnétiser vos pièces avant soudage.
[*]Interdire l'utilisation de dispositif d'aimantation pour la manutention ou le contrôle magnétoscopique avant soudage.
[*]Préchauffer les pièces à souder à plus de 250° C si la nuance d'acier le permet.
[*]Opter pour des préparations en forme de J en remplacement du chanfrein en Vé pour concentrer le champ loin de l'arc de soudage.
[*]Utiliser de préférence des électrodes enrobées à double enrobage.
6 - Quelques liens internets utiles
7 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN