Cet article technique est redigé par tungstene et par Dominique avec l'aide de SavoirFer , ricou26:, Tharkey , harmful95
C'est un condensé d'informations techniques sur les torches de soudage TIG.
Avec autant de variétés de torches de soudage TIG, il est parfois difficile de savoir laquelle est adaptée à son usage.
Même le soudeur le plus expérimenté doit utiliser les bons outils pour bien faire son travail.
Pour optimiser la qualité de la soudure, il est important de choisir soigneusement tous les outils, de la source de courant de soudage aux différents accessoires annexes.
1 - Définition de la torche de soudage TIG

Pour le soudage à l'arc électrique avec électrode de tungstène sous gaz inerte TIG, la torche de soudage est l'outil essentiel pour assurer le fonctionnement correct de l'outil de soudage. .
Avec un choix aussi important de torches de soudage, il peut être difficile de savoir quelle est la meilleure option.
Un critère déterminant est de savoir si vous aurez besoin de votre torche TIG pour une application spécifique ou pour une multitude d'applications.
Si vous prévoyez d'utiliser la torche de soudage pour plus d'une application de soudage, vous voudrez peut-être envisager un modèle avec un large éventail de capacités.
Votre décision de choix doit être portée sur le confort. le poids de la torche, la connectique, la dissipation de la chaleur, de la forme, le positionnement de la main et de la gâchette.
Tout cela contribue à un excellent choix.
Bien que vous pouvez acheter une torche de soudage uniquement pour les besoins d'une application, vos préférences personnelles doivent également être prises en considération.
2 - Type de refroidissement de la torche de soudage TIG
Les modèles de torches de soudage TIG sont disponibles refroidies par air ou refroidies par eau.
La plupart des torches de soudage refroidies naturellement à l'air utilisent une conception coaxiale.
Le gaz de protection traverse le faisceau de la torche.
Plus le facteur de marche est élevé avec les torches refroidies à l'air, plus les câbles sont imposants et les torches deviennent plus lourdes, ce qui les rend plus difficiles à manœuvrer.
Les torches de soudage refroidies à l'eau ont des circuits de circulation d'eau qui traversent la gaine de la torche.
Les torches refroidies à l'eau ont de plus petites poignées et les câbles de liaison sont plus petits, donc les torches sont plus légères.
Il est grandement préférable d'opter pour des torches refroidies à l'eau pour les applications qui demandent de gros facteurs de marche ce qui permet de réduire la fatigue et améliorer la maniabilité.
La torche de soudage refroidie à l'eau coûte plus chère à l'achat, mais elle améliore la productivité, prolonge la vie des pièces consommables.
Les torches de soudage refroidies à l'eau demande plus d'entretien.
 Commentaire de tungstene :
Commentaire de tungstene : Le refroidissement par eau demande bien entendu que vous ayez un refroidisseur à circuit d'eau.
Le moins cher est dans les 400€ chez Expondo, un peu quincaille mais il fait son boulot.
Dans les dénominations des torches TIG le W indique que ce sont des torches refroidies à eau.
3 - Intensité de soudage et facteur de marche de la torche TIG
Le facteur de marche a un impact significatif sur l'intensité maximale et le cycle d'utilisation de la torche de soudage.
Pour les applications qui nécessitent un fort facteur de marche, la torche de soudage à refroidissement à l'eau par circuit fermé doit être dimensionnée pour répondre à ces exigences.
Pour les utilisations à faible facteur de marche, lorsque vous faites des soudures de faible longueur ou lorsque vous passez plus de temps à nettoyer vos soudures qu'à souder, une torche de soudage à refroidissement naturel (par le gaz de protection qui traverse la torche) avec un facteur de marche inférieur peut être appropriée.
Le facteur de marche d'une torche de soudage définit le temps d'utilisation en soudage arc allumé et le temps de refroidissement nécessaire entre deux opérations de soudage.
Le facteur de marche est exprimé en pourcentage sur une période de 10 minutes.
Si le facteur de marche de la torche de soudage TIG avec refroidissement à l'air est indiqué à 60 % à 150 ampères, elle peut être utilisée pour souder avec un maximum de 6 minutes à 150 ampères maxi avant d'avoir besoin d'un arrêt du soudage et d'un refroidissement de 4 minutes.
Contrairement à la plupart des postes à souder dans lesquels une surcharge thermique stoppe l'alimentation électrique du poste et son fonctionnement, les torches de soudage n'ont pas de fusible de protection et peuvent continuer à fonctionner au-delà de leur facteur de marche.
Vous risquez donc de brûler votre torche de soudage par négligence.
Quand la torche de soudage fonctionne à des ampérages différents que ceux indiqués, le facteur de marche augmente ou diminue en conséquence.
Si vous utilisez la torche de soudage en arc allumé plus longtemps que son facteur de marche l'autorise, la torche surchauffe et devient inconfortable à utiliser.
Des surchauffes répétées peuvent endommager irrémédiablement votre torche de soudage.
Dans certains cas, il peut être plus rentable et commode de choisir une torche de soudage surdimensionnée avec un fort facteur de marche pour de nombreuses applications au lieu d'avoir plusieurs torches que vous devez changer tout au long de la journée.
Commentaire de tungstene : Dans les critères d'achat vient ensuite la puissance en intensité que les torches sont capables d'encaissées Cf le tableau ci dessous , là encore attention, outre que parfois les facteurs de marche qui ne sont pas toujours les mêmes, ne perdez pas de vue qu'en mode AC la torche sera beaucoup plus sollicitée, et comme pour le soudage des aluminiums la chaleur se dissipe beaucoup dans la pièce on arrive très vite a utiliser des intensités élevées .
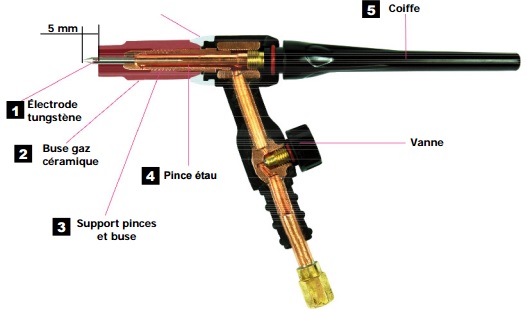
4 - Comment est composé une torche de soudage TIG ?
La torche de soudage TIG est constituée en règle générale :
d'une poignée dans laquelle il y a :
- le bouton de commande manuel marche-arrêt à lamelle métallique ou à contacteur

- une buse en céramique
- un diffuseur de gaz à trou ou à grille
- une pince porte électrode
- une bague d'étanchéité en téflon
- un bouchon de serrage long, moyen ou court

d'un faisceau dans lequel il y a :
- le câble électrique .
- le tuyau d'amenée de gaz de protection
- le câble de commande marche / arrêt du circuit électrique
- les deux tuyaux de circulation du liquide de refroidissement pour les torches refroidies
 |
 |
 |
 |
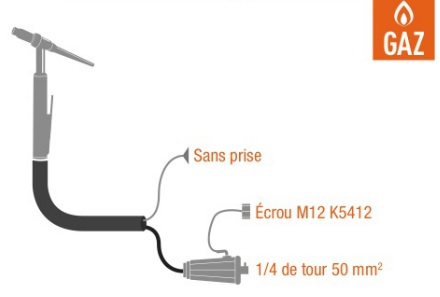
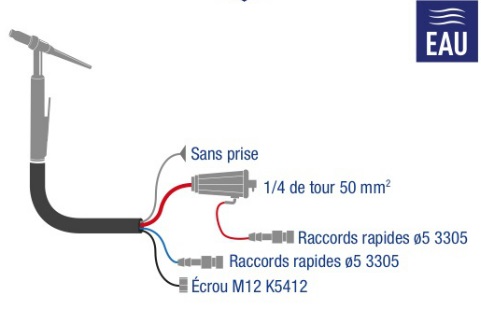
5 - La connectique d'une torche de soudage TIG ?
Par rapport à la connectique du poste de soudure.
Pour les postes au standard Union Européenne et la broche de raccordement du passage du courant de soudage
il y a deux types : le 10/25 mm2 et le 30/50 mm2 (ce dernier est le plus courant, le premier pour les postes un peu jouets)
Poste d'origine GB, ils ne sont pas tous au standard UE et donc idem pour les torches si vous achetez en Grande Surface de Bricolage, ils ont un système où le gaz passe par le centre du connecteur coaxial, faite gaffe aussi au voltage, pour tous ce qui est achat de truc électrique le 110 v est encore très répandu chez eux , mais en ce qui concerne les postes de soudure, certains sont bi voltage)
Interface gâchette . Là chacun fait sa petite cuisine cela va des connecteurs à deux broches jusqu'à 7 broches.
Les postes qui ont des connecteurs complexes le sont par désir d'offrir d'autres fonctions que le marche arrêt. Branchement d'une pédale de commande permettant de faire varier l'intensité, torches à double commandes pour par exemple gérer depuis celles 2 intensités et même pour certaines torches utilisation d'une molette pour faire varier l'intensité en cours de soudage.
Possesseur d'un poste de soudure, le plus probable est que l'ayez acheté avec une torche qui va avec.
Le plus souvent les torches vendues avec sont sous dimensionnées par rapport aux intensités que peut délivrer le poste de soudure, donc il est probable qu'un jour vous serez amené à changer de torche de soudage.
En ce qui concerne la fonction gâchette, le système de base est d'un circuit qui s'ouvre ou se ferme lorsque l'on appuie ou pas sur la gâchette ( indépendamment du système 2 temps ou 4 temps qui lui est géré par le poste)
Pour résoudre le problème de l'interface gâchette qui sera probablement différent sur la torche que vous aurez acheté, le plus simple est de conserver la prise d'origine avec un bout du fil qui en sort est de mettre une prise plate 2 fiches ordinaire (plutôt genre caoutchouc ) dont vous mettrez la partie femelle côté poste et la mâle côté torche.
Pour la connexion du gaz il suffit de mettre le tuyau sur le connecteur déjà en place.
6 - Le modèle de torche à valve
Commentaire de tungstene : Les torches à valve ( juste un robinet qui vous permettra de gérer (mal) le gaz de protection pour les postes de soudure qui n'offre la possibilité d'éventuellement souder au TIG en mode DC ( acier, cuivre, inox) amorçage au gratté et arrêt un peu "rock and roll".
Système de gestion vraiment pas terrible, mais il ne fallait pas être aussi radin en achetant votre poste de soudure d'entrée de gamme LOL
Surtout n'oubliez pas de fermer le robinet de la torche après soudage pour économiser le gaz de protection si coûteux.
 |
 |
7 - Tableaux de différents types de torches de soudage TIG
| TYPE | Connecteur | refroidissement | Intensité DC | Intensité AC | Diamètre tungstène |
| Gamme Binzel | Facteur marche 60% | Facteur marche 60% | |||
| SR 9 | Mâle 50 mm2 | air | 110A | 95A | De 0,5 à 1,6 mm |
| SR 9 V à valve | Mâle 50 mm2 | air | 110A | 95A | De 0,5 à 1,6 mm |
| SR 17 V Torche à valve sans gâchette |
Mâle 50 mm2 | air | 150A | 125A | De 0,5 à 2,4 mm |
| SRL 17 | Mâle 50 mm2 | air | 140A | 125A | De 0,5 à 2,4 mm |
| SRL 18 | Mâle 50 mm2 | eau | 330A | 240A | De 0,5 à 4,0 mm |
| SRL20 | Mâle 50 mm2 | eau | 220A | 200A | De 0,5 à 3,2 mm |
| SRL26 | Mâle 50 mm2 | air | 240A | 200A | De 0,5 à 4,0 mm |
| TYPE | Connecteur | refroidissement | Intensité DC | Intensité AC | Diamètre tungstène |
| Gamme Brenner | |||||
| 17 | Mâle 50 mm2 | air | 140A à 35% | 125A à 35% | De 0,5 à 2,4 mm |
| W18 | Mâle 50 mm2 | eau | 320A à 100% | 240A à100% | De 0,5 à 4,0 mm |
| SR26 | Mâle 50 mm2 | air | 180A à 35% | 150A à 35% | De 0,5 à 4,0 mm |
8 - Les avis et conseils d'achat des consommables de torches de soudage TIG
Commentaire de tungstene : Donc vous avez acheté votre torche TIG, il vous reste donc la gestion des accessoires.
Au vendeur pro du coin, l'ambiance est de un peu près 1,5 € le bidule à l'unité que cela soit une buse, pince , bouchon et si vous utilisez des diffuseurs encore bien plus chers mais l'emploi de diffuseur est vraiment bien, la protection en est grandement améliorée .
La bonne combine est d'acheter ( en quantité raisonnable pour moins risquer des frais de TVA et de douanes ) avec PayPal de préférence chez le fabricant chinois, en passant par Ebay. Com ou Aliexpress ou WISH.
Il ne faut pas être pressé 3 ou 4 semaines de délai mais cela arrive.
Pour les accessoires de torches TIG il y a deux grandes familles :
une pour les 17/18/26
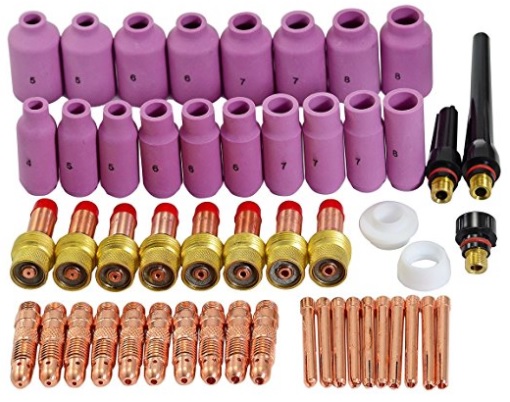
et une autre pour les 9/20/25

Pour les riches qui cherchent entre autres des torches haut de gamme ou exotiques voici un lien: starwelding
http://www.starwelding-torches.com/catalogue_starweldingtorches/
9 - Attention aux consommables de torches de type propriétaire (CEMONT, SAF, FRONIUS, etc...)
Commentaire de ricou26: SavoirFer vient de donner une info
à propos des torches TIG SAF-FRO et CEMONT (Air Liquide) en particulier les consommables sont de type propriétaire
ils semblent être les seuls ( SAF ) encore aujourd’hui ça ressemble à du 17 / 18 / 26 mais ça n'en est pas
le pas du filetage des diffuseurs est beaucoup plus gros
il faut acheter les consommables chez eux
identification d'un modèle de torche TIG ?
amicalement
Erich
ricou26
Commentaire de TharkeyBonjour,
J'arrive un peu tard mais cette photo servira peut être à quelqu’un d'autre:

De bas en haut, type de consommables:
-Le standard Série 17
-Spécial SAF
-Spécial Fronius.
J'abonde dans le sens de tout ce qui a été dit.
Je suis moi même tombé dans le "piège" des consommables de types propriétaire en achetant mon poste Fronius.
Une galère pour se fournir et il vaut mieux ne pas regarder à la dépense.
Du coup, je me suis acheté une bonne torche TIG chez Binzel.
Aucun regret.
Bien à Vous
Tharkey
Commentaire de harmful95
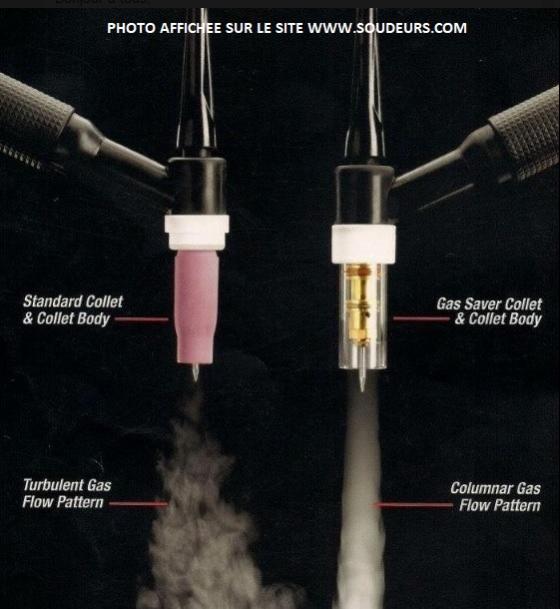
10 - Quelle différence entre diffuseur de gaz à trous et diffuseur à grilles
La diffusion du gaz de protection avec un diffuseur à grilles est bien meilleure qu'avec un diffuseur à trous
Il n'y a aucune turbulence ni perturbation du flux de gaz dans le cône d'inertage avec un diffuseur à gri
L'électrode de tungstène peut être sortie de plus de 10 mm de la buse sans problème de contamination par l'air ambiant.
L'utilisation du diffuseur à grilles permet de réduire le débit de gaz d'un bon tiers sans problème, ceci permettant une économie non négligeable; le surcoût du diffuseur à grille est largement compenser par l'économie de gaz.
 |
 |
11 - Modifier l'angle d'inclinaison de la torche TIG
Commentaire de SavoirFer En souvenir d'un message sur le forum sur les angles d'inclinaison de tête de torche TIG.
Voici le lien du message sur le forum dont je parle :
premières soudures au Kemppi Minarctig evo 200
En voulant changer l'angle de sa torche, on risque de la casser.
Mais sur beaucoup de modèles il suffit d'inverser le bouchon et le diffuseur, et l'on se retrouve alors avec un angle fermé.
Attention simplement à l'ajustement du ou des joints, pour les risques d'entrée d'air ambiant.
L'inversion des consommables sur la tête de torche permet d'en changer l'angle, sans avoir à tordre le col au risque de le casser.


Ici sur une TG 20 de chez CLS :
Pas de pollution d'air après essai, malgré le manque de joint.
12 - Adapter une torche TIG type TG9 sur un poste FRONIUS
Commentaire de Dominique Bonjour à tous,
Voici une astuce que j'ai trouvé dans un atelier lors de mes visites professionnelles
Le soudeur a fait adapter un connecteur spécial de torche pour connecter sa torche TIG TG9 qui n'est pas de marque FRONIUS sur un poste FRONIUS
Voici la vue générale du connecteur spécial fait maison

Sortie standard femelle d'un poste TIG FRONIUS pour connection de torche (avec sortie de gaz au centre de la connexion)

Connexion standard mâle du connecteur spécial comme pour une torche TIG FRONIUS

Connexion intermédiaire mâle / femelle du connecteur spécial pour connecter une torche TIG autre que de marque FRONIUS

13 - Des conseils donnés par le membre SavoirFer
Pour une activité quotidienne de soudeur professionnel, votre renouvellement de consommables en soudage TIG sera très variable en fonction de votre pratique et de vos applications.
- Pour l'électrode je vous conseille d'utiliser une WL20 en diamètre 2,4 mm, que vous emploierez aussi bien en AC qu'en DC.
Comptez 1 électrode par semaine en alu (voire plus), 1 par mois en acier.
Une boîte de 10 fera l'affaire pour commencer, vous aviserez ensuite.
- Pour la buse, pour une bonne protection, cherchez le plus grand diamètre possible dans votre standard, avec diffuseur à tamis.
Comptez 1 buse tous les 6 mois en moyenne (prévoyez plus large en alu, car elles "claquent" beaucoup plus par la chaleur).
Ayez-en toujours 1 ou 2 de secours .
- De même pour le bouchon, prévoyez toujours un bouchon long de rechange (ils cassent au même rythme que les buses), ainsi qu'un bouchon court en cas de faible encombrement.
Comme je l'ai déjà dit ici, il ne sert à rien de s'équiper avec toute la déclinaison de diamètres d'électrodes, de diffuseurs et de buses. Ils prendront la poussière.
Sur gros chantier très passant je prévoirais une torche de secours toute équipée. une chute de pièce ou un passage d'engin sont vites arrivés.
Pensez à toujours avoir de l'adhésif noir épais pour réparer vos câbles.
14 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
15 - Quelques liens Internet utiles sur ce site
16 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
17 - Le site Soudeurs.com et le site Rocdacier se sont associés en mars 2018
Information de mars 2018
Le site Portail Soudeurs.com - Site Technique francophone de référence du soudeur et le site Accueil - RocdAcier s’associent pour améliorer leur visibilité respective et l’information technique soudage et chaudronnerie sur la toile francophone.
18 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

Par: tungstene