
3 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Assemblage en T de HEBs
Bonjour à tous,
En premier lieu, il faut savoir que mes questions seront peut-être naïves puisqu'elles traduisent un savoir parcellaire...
J’aurais peut-être du poster dans la section des novices (?).
[En pièce jointe, une image servant de support à mes interrogations.]
Je dois dessiner un cadre structurel pour un rack, fait de quatre HEB ''encastrés''.
Comment garantir une soudure de qualité pour chaque assemblage, sachant que la soudure sera soumise à des efforts d'arrachement (puisque le cadre peut se déformer)?
Les questions que je me pose sont les suivantes:
1/ (concerne ceux qui ont quelques connaissances en charpente métallique)
Devrait-on tout d'abord insérer une platine entre les deux profils'
La soudure serait peut-être plus aisée et de meilleure qualité? // Je pars du principe que non.
2/ Quel est le meilleur procédé à utiliser dans une telle configuration' (MIG, MAG, TIG...), sachant que nous avons du S235JO, soudé en atelier, et que les coûts sont une problématique secondaire.
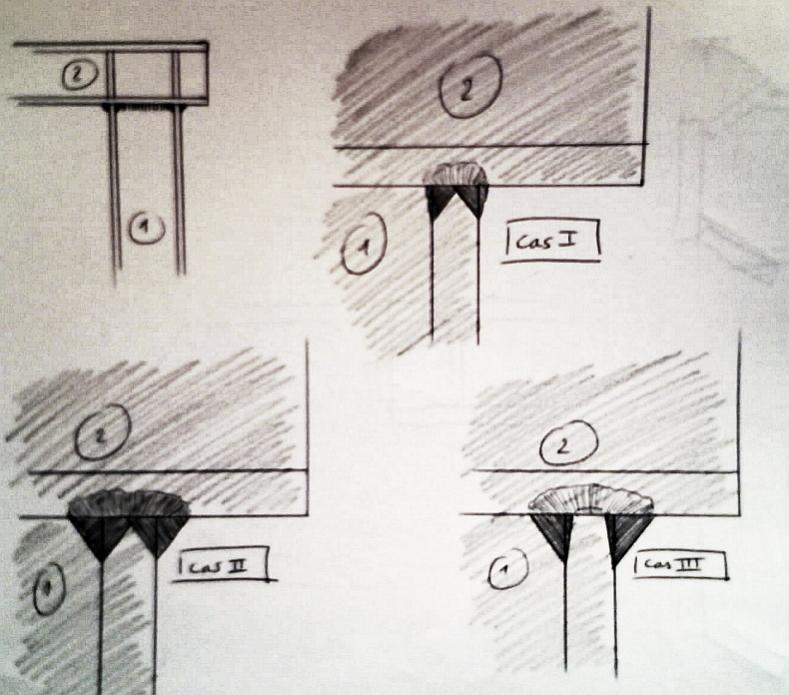
3/ Quelle doit être la pénétration de la soudure dans le profil N°2? (Le profil 2 risque-t-il par la suite une augmentation ou une diminution de sa rigidité/de sa ductilité?)
4/ Quelle doit être la proportion de pénétration dans le profil N°1?
> cas 1: forte pénétration sans surépaisseur extérieure
> cas 2: forte pénétration avec cordon d'angle en surépaisseur
> cas 3: Soudure d'angle simple, sans pénétration notable (est-ce seulement possible?)
5/ Suivant la question précédente, quelle est la dénomination de ces soudures' (d'angle, pleine pénétration, bout à bout, en T...) (Notez que je ne parle pas ici de la forme de la soudure: Y, V, demi-V, ...)
6/ Faut-il chanfreiner les bords du profil 1? (et du 2?)
7/ Après soudure, faut-il un meulage [dans le sens des efforts] (question hors esthétique, purement structurelle et concernant la résistance)?
8/ Quelle sera la représentation symbolique? La question concerne surtout deux points:
> Les valeurs des "a" et "s" prises en compte, puisque pour moi, "s" est la pénétration totale, et "a" la partie transversale de la soudure hors pénétration (si a=épaisseur utile comme suggéré dans certaines normes > alors a=gorge apparente. Si a = hauteur du plus grand triangle isocèle inscrit dans la section > alors a=gorge réelle).
> La forme préférable de la surface : il semble que concave soit plus approprié (?).
Et tant qu'à faire, question subsidiaire (9):
La structure étant galvanisée, on la trempera dans le bain après soudage ?
Le procédé de soudage doit-il être adapté?
Des précautions sont-elles nécessaires'
J’ai lu qu’une soudure fermée pouvait être dangereuse (dans le bain chauffé, dilatation de l’air prisonnier, avec risque de déchirure du profilé et d’explosion). On se devrait donc d’indiquer un point ou deux où la soudure est arrêtée.
Cependant, il me semble par ailleurs que la pénétration de l’air humide dans un assemblage soudé provoque de la corrosion [Cf point 5 du document « Conception et Dimensionnement des soudures » trouvé sur ce site].
Comment traiter ce problème ?
Voila, vous connaissez désormais la problématique et les subtilités qui se posent pour une soudure "toute simple". Evidement, pour moi (charpentier métallique), la prudence voudrait que j'indique seulement qu'il y a une soudure et que je donne un "a" utile.
Mais cet assemblage est tellement crucial que je veux vérifier qu'il est seulement constructible (et sécuritaire).
En espérant que vos lumières serviront les miennes ;-)
Merci beaucoup.
Pascal
PS : J’ai certes bien lu les « Vingt conseils techniques pour la conception d'une construction soudée » dont j’ai retenu entre autres :
11. Tout dépôt de métal fondu doit être harmonieux avec des rayons de raccordement les plus doux possibles. La surabondance de métal déposé est techniquement néfaste et économiquement coûteux.
14. L'assemblage par soudage n'est pas une panacée dans la construction métallique. Parfois un assemblage mécanique ou un formage par pliage de la pièce est préférable.
15. La préparation mécanique des chanfreins des joints soudés améliore grandement la qualité de soudage du joint.
18. Pour améliorer la résistance à la fatigue, le profil des soudures doit être soit usiné soit retouché par meulage ou soudage TIG.

#2
Invité
Bonjour xentia,
Toute structure métallique doit être calculée et conforme aux règles de calcul CM66, NF P 22-470 et NF P 22-471.
La conception des joints soudés est de la responsabilité du technicien soudeur ou de l'ingénieur soudeur de votre entreprise.
Le coordinateur de soudage se conformera aux exigences des normes NF P 22-471, NF P 22-472 et NF P 22-473.
Il existe à ma connaissance plusieurs sites francophones spécialisés dans la construction métallique :
http://www.acierconstruction.com/
http://www.bncm.fr
http://www.steelbizfrance.com
A mon avis, le meilleur procédé de soudage pour ce type de construction est le MAG fil fourré poudre de fer pour le soudage en position à plat (forte pénétration en racine).
Sinon, tu optes pour le MAG fil plein en pulvérisation ou en pulsé.
Attention à l'encombrement de la torche de soudage à l'intérieur des fers.
Attention au bouclage des cordons et au reprise (meulage en sifflet).
Attention à l'obligation de posséder une qualification de mode opératoire de soudage et une qualification de soudeur.
Il n'est pas obligatoire de chanfreiner les bords du profil 1.
Il est indispensable de prévoir une section ou gorge de soudure continue de 0,8 à 1 fois l'épaisseur du profil pour les soudures d'angle non chanfreinée.
Le profil et la symétrie des cordons doivent être les plus soignés possible pour la tenue à la fatigue.
Le pied des cordons ne doit pas présenté de caniveau ou de cordon roulé néfastes à une bonne tenue à la fatigue.
Si tu optes pour le chanfreinage de tes profilés HEB, tu pourras contrôler tes joints soudés interpénétrés par contrôle ultrasons (garantie d'une soudure saine et sans défaut plan).
Je te présente mes meilleurs voeux pour la nouvelle année 2010.
Salutations
#3


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Voici les recommandations à respecter pour les soudures d'angle non pénétrée :

Pour votre information, le manque de pénétration à la racine du cordon pour les soudures d'angle non pénétrée est interdit par la norme NF EN ISO 5817:2007 .
Il existe plusieurs livres concernant la construction métallique sur le site Amazon.fr :
Nous remercions le membre Lasoudure pour sa participation très active sur ce forum.
Nous vous souhaitons à tous nos meilleurs voeux pour cette nouvelle année.
Cordialement,
#4
Invité
Merci pour vos réponses.
Après un peu d'approfondissement:
(1) Une platine intermédiaire entre les deux profils n'est pas spécialement intéressante. Elle l'est s'il y a risque d'écrasement/flambement de l'aile sous compression, ou pour limiter la déformabilité. Mais génère d'autres problèmes. A réserver aux tubes, par ex, ou aux cas où on doit boulonner d'un côté.
(5) et (6) Il semble que soit approprié de préparer le profil 1 (inférieur) avec un chanfrein "côté extérieur de chaque aile" pour une soudure en demi-V [donc, je crois, correspondant à une pénétration profonde quasi à 100%]. Ceci étant fait pour les ailes (et je pense qu'une petite reprise envers sur chaque aile ne peut pas faire de mal).
Pour l'âme, une soudure en K sur double chanfrein est pas mal, mais on peut simplifier avec de la soudure d'angle partiellement pénétrée.
Forme de l'assemblage soudé: TB (Assemblage en T et forte pénétration)
Forme de la soudure: demi-V.
(8) la surface concave me semble toujours la plus appropriée, pour éviter les concentrations d'efforts.
Je précise que j'ai trouvé pas mal d'explications différentes sur la détermination de a et de s pour les soudures d'angle et les soudures pénétrées. Notamment plusieurs normes qui donnent des indications différentes. Pour moi, il persiste donc un doute à ce sujet.
A propos de normes, celles concernant la soudure sont-elles disponibles "en lecture seule" quelque part, en bibliothèque, afin de ne pas avoir forcément besoin d'investir? J'ai tenté de trouver des sources sur internet, mais il semble que le passage par l'AFNOR soit incontournable.
N'hésitez pas à me corriger si je me trompe, et surtout à compléter, puisque de nombreuses questions restent en suspend.
Merci
Sujets connexes les plus populaires
Différence EN10204 et EN10216 certificat matière et certificat de conformité
14/09/2008 10:37:00 - nicoadelinelive.fr
Réponses : 1
Affichages : 26329
Affichages : 26329
Admin dusweld1
14/09/2008 11:44:55
Question Posée Salaire d'un soudeur en 2017 ?
28/04/2017 16:40:07 - azzam
Réponses : 16
Affichages : 11106
Affichages : 11106
tungstene
30/04/2017 18:10:16
[Résolu] Calcul d'un cordon de soudure.
13/03/2006 13:02:22 - calingks
Réponses : 9
Affichages : 42941
Affichages : 42941

Richardltch
03/02/2023 10:01:26
Coût de revient d'une soudure
28/03/2013 13:35:48 - jorgio89
Réponses : 5
Affichages : 15715
Affichages : 15715
locouarn
26/12/2019 19:31:40
Les Tarif 1, 3, 10 etc...
21/05/2008 16:17:34 - Ericlim
Réponses : 2
Affichages : 20320
Affichages : 20320
Valeur apothème pour soudure d'angle des 2 côtés
08/11/2012 05:00:41 - reacteur84
Réponses : 3
Affichages : 27634
Affichages : 27634
grenier27
12/11/2012 19:05:20
L'apport de soudage selon EN 1011-1 et l'énergie de soudage
18/08/2005 04:48:20 - Admin dusweld1
Réponses : 1
Affichages : 17970
Affichages : 17970
KINABALU
17/04/2019 09:25:23
CALCUL Pression d'épreuve hydrostatique selon CODETI
30/05/2010 11:53:26 - La.Roro22
Réponses : 14
Affichages : 27228
Affichages : 27228
Question Posée Reglementation soudage et controle appareil sous pression
12/07/2014 12:42:06 - tit-rider
Réponses : 9
Affichages : 8753
Affichages : 8753
tit-rider
21/07/2014 07:55:15
Calcul de l'énergie de soudage
04/05/2008 18:36:25 - Albano
Réponses : 18
Affichages : 10748
Affichages : 10748
pasor
17/07/2015 11:55:36
Explication sur schedule
05/02/2010 20:47:14 - philguio
Réponses : 3
Affichages : 11798
Affichages : 11798
philippe79
21/02/2010 16:07:18
Apotheme sur fw
06/08/2011 14:30:34 - american
Réponses : 9
Affichages : 9712
Affichages : 9712
gringe2010
08/11/2013 12:28:33
resistance des cordons de soudure
02/05/2005 08:33:30 - lazslo
Réponses : 4
Affichages : 11811
Affichages : 11811
Admin dusweld1
27/04/2006 06:20:38
Question Posée Valeur de gorge ou d'apotheme alu et acier
28/02/2013 09:26:22 - stef998
Réponses : 3
Affichages : 4540
Affichages : 4540
stef998
01/03/2013 19:45:13
Norme soudage ferroviaire EN 15085
24/02/2009 08:29:12 - laurentbosse
Réponses : 5
Affichages : 18213
Affichages : 18213
Dominique ADMIN
16/04/2012 11:02:31
Question Posée température post-chauffage et température entre passes
17/03/2015 14:50:56 - cosmos91
Réponses : 2
Affichages : 864
Affichages : 864
pasor
17/03/2015 18:20:15
Question Posée Définition de : Gorge réelle, gorge apparente
30/01/2019 15:49:41 - clementp
Réponses : 12
Affichages : 718
Affichages : 718
clementp
31/01/2019 09:00:44
calcul gorge soudure d'angle??
10/08/2010 19:26:33 - flashx75
Réponses : 2
Affichages : 9604
Affichages : 9604
Question Posée Norme(s) pour rédaction de cahier de soudage
05/04/2017 14:32:42 - dbataille
Réponses : 5
Affichages : 1870
Affichages : 1870
dbataille
29/05/2017 11:48:47
Question Posée Calcul de poids au Kg de métal d'apport nécessaire ?
20/05/2009 08:13:27 - Mike03
Réponses : 6
Affichages : 11489
Affichages : 11489
guillaumesoad
21/01/2019 10:42:11
