
9 réponses -
Accéder à la dernière réponse
#1


NickGrade10 En ligne le 26/05/2021 à 13:12 (12 messages sur soudeurs.com)
Sujet : Question Posée Domaines d'applications d'une QMOS
Bonjour,
Je travail à la qualité dans une entreprise de charpente metallique qui n'avait personne en bureau d'étude pour écrire les cahier de soudage. Il inscrivent donc les réglages que l'on trouve sur les DMOS ayant servit pour valider les QMOS de l'entreprise et ne comprennent pas que ces réglages ne sont pas utilisables de partout. J'ai une QMOS qui valide des assembles FW de 4 sur 7.5 à 16 sur 30 par exemple. La plage de 10% inscrite sur la QMOS n'est pas suffisante pour un écart d'épaisseur aussi grand.
Dois-t-on passer d'autres QMOS dans ce cas ? Ou bien est-ce que le DMOS rattaché à la QMOS, n'est pas à suivre à 10% de variation lorsque j'écris mes cahier de soudages ?
J'ai des difficultés à exprimer mon problème, si ce n'est pas claire dites-le moi j'essaierai de faire mieux.

#2


YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Bonjour,
Le problème que vous avez est un problème bien connu. Mais il existe des manières de faire les choses.
Je vous invite tout d'abord à considérer la lecture de la norme EN ISO 15614 afin de déterminer précisément dans quel cadre vos qualifications s'appliquent, notamment en définissant le niveau 1 et le niveau 2 des qualifications. Ensuite je vous inviterais à vous renseigner sur les domaines de validité des types d'assemblage et des épaisseurs. Enfin je vous conseillerait d'aller lire le chapitre traitant de l'énergie de soudage.
Toutes vos réponses sont dans le chapitre 8, mais ne faites pas l'impasse d'une lecture complète si vous découvrez cette norme !
Une fois tout cela fait, revenez nous faire part de votre cheminement de pensée et nous pourrons en discuter.
Bonne lecture à vous !
Cdlt,
YannA
#3
YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Au passage, c'est une grande chance pour eux d'avoir un ancien soudeur au sein de leur département qualité. En tant que futur IWS, c'est désormais votre rôle de réconcilier les bureaux et l'atelier notamment en partageant votre expérience, vos remarques et surtout ne pas hésiter à les emmener sur le terrain pour qu'ils se rendent compte de la réalité.
Cdlt,
YannA
#4
NickGrade10 En ligne le 26/05/2021 à 13:12 (12 messages sur soudeurs.com)
Bonjour YannA,
Merci de la réponse, j'ai effectivement découvert cette norme et beaucoup d'autres il y a 3 mois, rien n'est stipulé sur le niveau de la QMOS je prends donc en compte cette phrase dans la norme :
Partie 1.1 Domaine d'application. Lorsqu’aucun niveau n’est spécifié dans un contrat ou une norme d’application, l’ensemble des exigences
du niveau 2 s’appliquent.
Je trouve en revanche une partie de l'info que je recherche (me semble-t-il) sur le chapitre traitant de l’énergie de soudage à savoir : 8.4.7 Apport de chaleur (énergie de l’arc)
Je comprends que ma limite de réglage dépend donc du niveau de la QMOS, par exemple le niveau 2 permet un apport de 25% supérieur/inférieur à celle utilisé lors de la QMOS.
Je suis un peu perdu, heureusement que j'attaque l'IWS dans 2 semaines. L'idée est effectivement de finir IWE mais je dois faire des VAE entre temps n'ayant qu'un BAC général je n'ai pas encore accès à IWT
Pour répondre au deuxième message il leur fallait effectivement quelqu'un qui sort de l'atelier et de la soudure, les gars de l'atelier sont content aussi d'avoir un des leur qui peut faire évoluer les choses dans le bon sens. J'ai beaucoup de chemin à faire mais je suis content d'avoir trouvé ce job c'est hyper intéressant.
#5
YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Bonjour,
C'est le contrat ou la spec client qui va définir le niveau de la qualification et dans un second temps, bien entendu, la nature intrinsèque de la qualification (notamment par la présence de résiliences à basse température).
Vous avez touché juste : dans le chapitre 8, il est stipulé pour le niveau 2 que l'apport de chaleur peut varier de +/- 25% autour de l'apport de chaleur qualifié. On considère en effet que cette variation est acceptable dans le cadre d'un maintient des propriétés, de la structure de la zone fondue et l'abaissement des caractéristiques de la ZAT. En résumé, on sait évaluer les conséquences de cette variation d'apport de chaleur sur la soudure.
Attention cependant : L'importance est d'avoir des qualifications qui soient représentatives de votre production. Nécessiter systématiquement de jouer sur les +25% pour arriver à réaliser l'assemblage induit peut être une inadéquation entre la qualification et l'assemblage.
C'est exactement la problématique que j'ai rencontré par le passé:
Qualification : deux bouts de tube étiré à froid sans soudure d'une longueur de 150mm.
Assemblage : Coude/Té réduit/T/vanne forgées/moulées sur tube étiré à froid/Coude/Té/vanne forgées ou moulées.
Forcement on est pas sur la même structure de matériaux, ça dissipe différemment, on a pas les mêmes gradients de chaleurs, on est pas sur les mêmes chanfreins (si on ne les reprends pas) on a donc pas les mêmes énergies à apporter et on est dans les choux même si la qualification semble parfaitement adaptée à la base.
L'important c'est à mon sens de garder en tête ce caractère "représentatif". Surtout si vous débutez et que vous n'avez pas les outils pour défendre votre position par rapport à un inspecteur. :)
Cdlt,
YannA
#6
NickGrade10 En ligne le 26/05/2021 à 13:12 (12 messages sur soudeurs.com)
D'accord je comprends mieux, il me faut donc savoir calculer l'apport de chaleur, je vais me renseigner. Je ne sais pas si l'IWS apprend ce genre de chose je poserai la question Lundi. En tout cas merci des réponses YannA
#7
YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
L'IW apprend à calculer l'apport de chaleur, mais dans tous les cas ce n'est pas bien compliqué :
Q (apport de chaleur en Joules par millimètre) = [Intensité (en Ampères) x Tension (en Volt ) x 60] / Vitesse d'avance (en millimètres par seconde)
Soit : Q= (IxUx60)/v
On adjoint parfois (surtout sur les QMOS selon EN) le coefficient de performance/rendement du procédé. Par exemple pour un TIG ; k=0,6
On a donc : Q= [k x ( I x U x 60)]/v
Plus le coefficient est bas, plus on considère que l'arc dissipe une énergie importante. C'est pour ça qu'il ne sera jamais égale à 1, car il y a toujours une perte d'énergie dans l'arc (par effet joule notamment).
Je suis disponible si tu as d'autres questions, n'hésite pas à venir les poser (ou s'il faut que je me réexplique différemment).
Cdlt,
YannA
#8
NickGrade10 En ligne le 26/05/2021 à 13:12 (12 messages sur soudeurs.com)
Oui je me suis effectivement renseigné sur le calcul, j'ai créé une feuille excel qui me permet de connaître ma zone possible en fonction de la QMOS Utilisée, je n'arrives pas à le mettre en pièce jointe mais voici une capture :
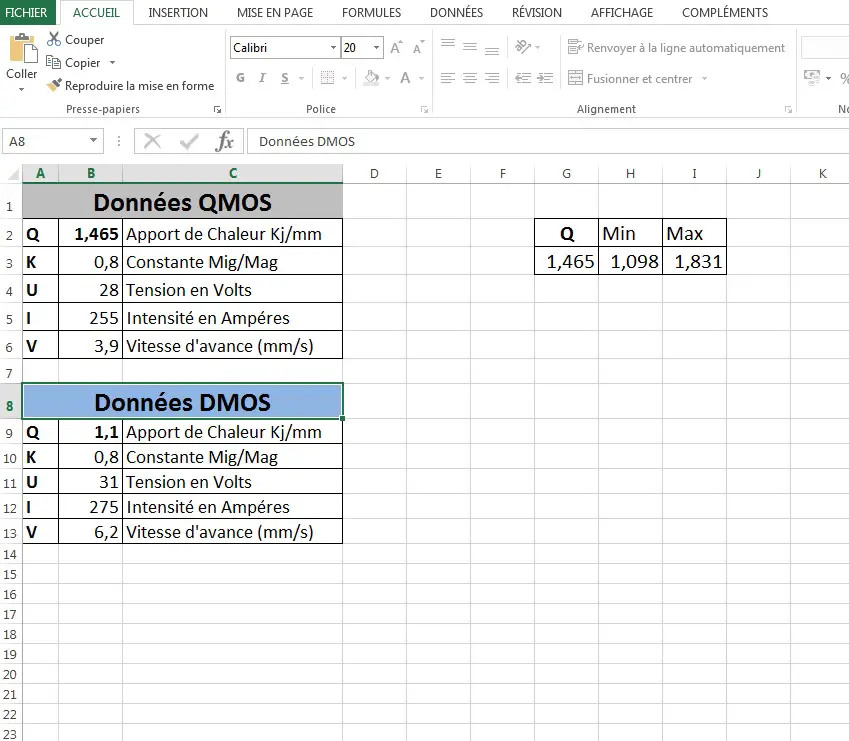
Il faut rentrer K, U, I et V. Q se fait automatiquement partout et le min/max est à +/- 25%
#9
YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
C'est un bon début mais la tâche est un poil plus difficile (désolé !) : Si vous figez ces paramètres... L'opérateur n'aura pas le droit de les modifier sans devoir au préalable s'assurer qu'il sera dans les cordes niveau énergie...
Il faudrait donc proposer des variations au moins au niveau des paramètres de tension et vitesse d'avance car on peut considérer qu'en MAG on part sur le principe d'autorégulation de l'arc :).
Des variations sur les paramètres impliquent des variations sur l'énergie :).
Cdlt,
YannA
#10
NickGrade10 En ligne le 26/05/2021 à 13:12 (12 messages sur soudeurs.com)
Nos opérateurs on droit à +/- 10% sur leur réglages sortis du DMOS qu'ils trouvent dans le cahier de soudage (c'est inscrit dessus), je comprends qu'il est à moi de déterminer si les +/- 10% concordent avec les tolérances d'exploitation du QMOS.
Je dois me renseigner sur la régulation de l'arc je ne comprends pas encore très bien de quoi il s'agit !
Sujets connexes les plus populaires
Différence EN10204 et EN10216 certificat matière et certificat de conformité
14/09/2008 10:37:00 - nicoadelinelive.fr
Réponses : 1
Affichages : 26329
Affichages : 26329
Admin dusweld1
14/09/2008 11:44:55
Question Posée Salaire d'un soudeur en 2017 ?
28/04/2017 16:40:07 - azzam
Réponses : 16
Affichages : 11106
Affichages : 11106
tungstene
30/04/2017 18:10:16
[Résolu] Calcul d'un cordon de soudure.
13/03/2006 13:02:22 - calingks
Réponses : 9
Affichages : 42941
Affichages : 42941
Richardltch
03/02/2023 10:01:26
Coût de revient d'une soudure
28/03/2013 13:35:48 - jorgio89
Réponses : 5
Affichages : 15715
Affichages : 15715
locouarn
26/12/2019 19:31:40
Les Tarif 1, 3, 10 etc...
21/05/2008 16:17:34 - Ericlim
Réponses : 2
Affichages : 20320
Affichages : 20320
Valeur apothème pour soudure d'angle des 2 côtés
08/11/2012 05:00:41 - reacteur84
Réponses : 3
Affichages : 27634
Affichages : 27634
grenier27
12/11/2012 19:05:20
L'apport de soudage selon EN 1011-1 et l'énergie de soudage
18/08/2005 04:48:20 - Admin dusweld1
Réponses : 1
Affichages : 17970
Affichages : 17970
KINABALU
17/04/2019 09:25:23
CALCUL Pression d'épreuve hydrostatique selon CODETI
30/05/2010 11:53:26 - La.Roro22
Réponses : 14
Affichages : 27228
Affichages : 27228
Question Posée Reglementation soudage et controle appareil sous pression
12/07/2014 12:42:06 - tit-rider
Réponses : 9
Affichages : 8753
Affichages : 8753
tit-rider
21/07/2014 07:55:15
Calcul de l'énergie de soudage
04/05/2008 18:36:25 - Albano
Réponses : 18
Affichages : 10748
Affichages : 10748
pasor
17/07/2015 11:55:36
Explication sur schedule
05/02/2010 20:47:14 - philguio
Réponses : 3
Affichages : 11798
Affichages : 11798
philippe79
21/02/2010 16:07:18
Apotheme sur fw
06/08/2011 14:30:34 - american
Réponses : 9
Affichages : 9712
Affichages : 9712
gringe2010
08/11/2013 12:28:33
resistance des cordons de soudure
02/05/2005 08:33:30 - lazslo
Réponses : 4
Affichages : 11811
Affichages : 11811
Admin dusweld1
27/04/2006 06:20:38
Question Posée Valeur de gorge ou d'apotheme alu et acier
28/02/2013 09:26:22 - stef998
Réponses : 3
Affichages : 4540
Affichages : 4540
stef998
01/03/2013 19:45:13
Norme soudage ferroviaire EN 15085
24/02/2009 08:29:12 - laurentbosse
Réponses : 5
Affichages : 18213
Affichages : 18213
Dominique ADMIN
16/04/2012 11:02:31
Question Posée température post-chauffage et température entre passes
17/03/2015 14:50:56 - cosmos91
Réponses : 2
Affichages : 864
Affichages : 864
pasor
17/03/2015 18:20:15
Question Posée Définition de : Gorge réelle, gorge apparente
30/01/2019 15:49:41 - clementp
Réponses : 12
Affichages : 718
Affichages : 718
clementp
31/01/2019 09:00:44
calcul gorge soudure d'angle??
10/08/2010 19:26:33 - flashx75
Réponses : 2
Affichages : 9604
Affichages : 9604
Question Posée Norme(s) pour rédaction de cahier de soudage
05/04/2017 14:32:42 - dbataille
Réponses : 5
Affichages : 1870
Affichages : 1870
dbataille
29/05/2017 11:48:47
Question Posée Calcul de poids au Kg de métal d'apport nécessaire ?
20/05/2009 08:13:27 - Mike03
Réponses : 6
Affichages : 11489
Affichages : 11489
guillaumesoad
21/01/2019 10:42:11