
3 réponses -
Accéder à la dernière réponse
#1


kickback En ligne le 06/09/2018 à 09:20 (26 messages sur soudeurs.com)
Sujet : Question Posée Domaine de validité: épaisseur de gorge selon EN ISO 15614-1 / 2017
Bonjour à tous,
Je rencontre un problème d'interprétation de la norme EN ISO 15614-1 en ce qui concerne l'épaisseur de gorge qualifiée sur soudure d'angle.
J'explique mon cas:
Nous avons réalisé une QMOS BW sur tube diamètre 168.3 x 14.27 mm - procédé 111 - position PH et je m'attendais à pouvoir utiliser cette QMOS pour réaliser des soudures d'angle en FW, pour les épaisseurs de matériau de base allant de 3 mm à 28.54 mm selon le tableau 8, SANS restrictions sur la hauteur de gorge.
Or, une note en bas de tableau indique que si une soudure d'angle est couverte par une QMOS sur soudure bout à bout, le domaine de validité de la hauteur de gorge doit être basé sur l'épaisseur de métal déposé....
J'ai recherché sur le site du SNCT et je suis tombé sur la fiche AQUAP / SNCT N°36, qui cite en exemple des cas similaires mais pour lesquels la hauteur de gorge n'est pas restreinte.
(Cette note en bas de tableau existait déjà dans l’édition 2004 de la 15614-1)
Cela est contradictoire avec la norme !
Quelqu'un a-t-il des éléments de réponse sur le domaine de validité à appliquer ?
Merci d'avance
Bien à vous.

#2

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir kickback,
Je reprends ce que dit la fiche AQUAP / SNCT N°36 révision B
Question :
Quel est le domaine de validité en épaisseur d’une QMOS réalisée sur un assemblage bout à bout à pleine pénétration pour couvrir des assemblages bout à bout, des piquages et des soudures d’angle ?
Réponse :
En application du §8.3.2.2, une QMOS réalisée sur un assemblage bout à bout à pleine pénétration a différents domaines de validité en épaisseur en fonction du type de joint àsouder :
• le tableau 5 pour les soudures bout à bout et les piquages,
• le tableau 6 pour les soudures d’angle de tôles ou de tubes.
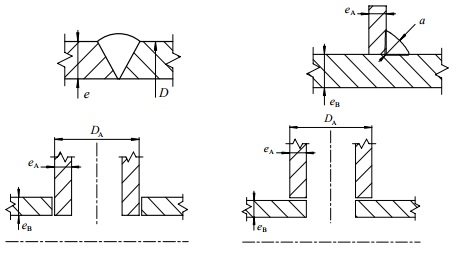
Exemple 1 :
QMOS bout à bout multipasse eQ = 18 mm, DQ = 220 mm
– domaine de validité pour une soudure bout à bout :e = 9 à 36 mm (tableau 5) ; D ≥ 110 mm (tableau 7)
– domaine de validité pour une soudure d'angle de tôles :eA et eB = 9 à 36 mm, sans restriction sur la gorge de soudure (tableau 6)
– domaine de validité pour une soudure d’angle de tubes :eA et eB = 9 mm à 36 mm, sans restriction sur la gorge (tableau 6) ; DA ≥ 110mm (tableau 7)
Exemple 2 :
QMOS bout à bout monopasse eQ = 1 mm, DQ = 14 mm
– domaine de validité pour une soudure bout à bout : e = 0,7 mm à 1,3 mm (tableau 5) ; D = 7 à 28 mm (tableau 7)
– soudure d'angle de tôles non couverte selon tableau 7 (cas du D ≤ 25mm)
– domaine de validité pour une soudure de piquage :eA et eB = 0,7 mm à 1,3 mm (tableau 5) ; DA = 7 à 28 mm (tableau 7)
Croquis explicatifs :
Donc pour moi il faut mettre en application cette fiche AQUAP / SNCT et ne pas prendre en compte une éventuelle restriction sur la gorge de soudure
Toutefois veuillez vérifier par un coupon témoin que l'application des paramètres de votre QMOS donne des résultats attendus et conformes sur votre soudure d'angle (pénétration à la racine, rayons de raccordement, symétrie de la soudure, etc...)
Bien cordialement,
#3
kickback En ligne le 06/09/2018 à 09:20 (26 messages sur soudeurs.com)
Merci pour votre réponse Dominique,
Cependant les interprétations snct sont destinées aux organismes Français et je crains que les organismes etrangers n'acceptent pas cette position.
Pour avoir deja mis en oeuvre cette qmos pour le soudage d'angle, les parametres conviennent, enfin pour certaines positions de soudage seulement.
Cordialement.
#4

gringe2010 En ligne le 03/12/2019 à 12:17 (91 messages sur soudeurs.com)
Bonjour,
La note 2 ne renvoi pas explicitement au tableau 5 (ou autre chose) pour spécifier un autre domaine de validité sur l'épaisseur de gorge que celui du tableau 6.
Mon avis est que cette note est utile en monopasse pour préciser à quoi correspond la gorge a (de la note 1) si l'on souhaite utiliser une QMOS BW pour couvrir l'assemblage.
Sujets connexes les plus populaires
Différence EN10204 et EN10216 certificat matière et certificat de conformité
14/09/2008 10:37:00 - nicoadelinelive.fr
Réponses : 1
Affichages : 26329
Affichages : 26329
Admin dusweld1
14/09/2008 11:44:55
Question Posée Salaire d'un soudeur en 2017 ?
28/04/2017 16:40:07 - azzam
Réponses : 16
Affichages : 11106
Affichages : 11106
tungstene
30/04/2017 18:10:16
[Résolu] Calcul d'un cordon de soudure.
13/03/2006 13:02:22 - calingks
Réponses : 9
Affichages : 42941
Affichages : 42941

Richardltch
03/02/2023 10:01:26
Coût de revient d'une soudure
28/03/2013 13:35:48 - jorgio89
Réponses : 5
Affichages : 15715
Affichages : 15715
locouarn
26/12/2019 19:31:40
Les Tarif 1, 3, 10 etc...
21/05/2008 16:17:34 - Ericlim
Réponses : 2
Affichages : 20320
Affichages : 20320
Valeur apothème pour soudure d'angle des 2 côtés
08/11/2012 05:00:41 - reacteur84
Réponses : 3
Affichages : 27634
Affichages : 27634
grenier27
12/11/2012 19:05:20
L'apport de soudage selon EN 1011-1 et l'énergie de soudage
18/08/2005 04:48:20 - Admin dusweld1
Réponses : 1
Affichages : 17970
Affichages : 17970
KINABALU
17/04/2019 09:25:23
CALCUL Pression d'épreuve hydrostatique selon CODETI
30/05/2010 11:53:26 - La.Roro22
Réponses : 14
Affichages : 27228
Affichages : 27228
Question Posée Reglementation soudage et controle appareil sous pression
12/07/2014 12:42:06 - tit-rider
Réponses : 9
Affichages : 8753
Affichages : 8753
tit-rider
21/07/2014 07:55:15
Calcul de l'énergie de soudage
04/05/2008 18:36:25 - Albano
Réponses : 18
Affichages : 10748
Affichages : 10748
pasor
17/07/2015 11:55:36
Explication sur schedule
05/02/2010 20:47:14 - philguio
Réponses : 3
Affichages : 11798
Affichages : 11798
philippe79
21/02/2010 16:07:18
Apotheme sur fw
06/08/2011 14:30:34 - american
Réponses : 9
Affichages : 9712
Affichages : 9712
gringe2010
08/11/2013 12:28:33
resistance des cordons de soudure
02/05/2005 08:33:30 - lazslo
Réponses : 4
Affichages : 11811
Affichages : 11811
Admin dusweld1
27/04/2006 06:20:38
Question Posée Valeur de gorge ou d'apotheme alu et acier
28/02/2013 09:26:22 - stef998
Réponses : 3
Affichages : 4540
Affichages : 4540
stef998
01/03/2013 19:45:13
Norme soudage ferroviaire EN 15085
24/02/2009 08:29:12 - laurentbosse
Réponses : 5
Affichages : 18213
Affichages : 18213
Dominique ADMIN
16/04/2012 11:02:31
Question Posée température post-chauffage et température entre passes
17/03/2015 14:50:56 - cosmos91
Réponses : 2
Affichages : 864
Affichages : 864
pasor
17/03/2015 18:20:15
Question Posée Définition de : Gorge réelle, gorge apparente
30/01/2019 15:49:41 - clementp
Réponses : 12
Affichages : 718
Affichages : 718
clementp
31/01/2019 09:00:44
calcul gorge soudure d'angle??
10/08/2010 19:26:33 - flashx75
Réponses : 2
Affichages : 9604
Affichages : 9604
Question Posée Norme(s) pour rédaction de cahier de soudage
05/04/2017 14:32:42 - dbataille
Réponses : 5
Affichages : 1870
Affichages : 1870
dbataille
29/05/2017 11:48:47
Question Posée Calcul de poids au Kg de métal d'apport nécessaire ?
20/05/2009 08:13:27 - Mike03
Réponses : 6
Affichages : 11489
Affichages : 11489
guillaumesoad
21/01/2019 10:42:11