
matériaux à assembler.
Il décrit le comportement des différents gaz ou mélanges gazeux (avantages et inconvénients).
Il permet de définir le type de gaz le plus adapté,en fonction du résultat souhaité et selon les procédés de soudage utilisés.
Cet article technique est rédigé par la division gaz industriels de soudage de AIR LIQUIDE
1 - Sommaire
• Introduction
• Généralités physiques
• Rôle du gaz de protection
• Famille des gaz
• Physique des gaz
• Gaz en soudage TIG
• Gaz et matériaux en soudage TIG
• Protection secondaire
• Protection envers
• Gaz en soudage Plasma
• Gaz en soudage MIG-MAG
• Gaz et matériaux en soudage MIG-MAG
• Sécurité en soudage
• Recommandations de choix de gaz
2 - Introduction
Dans la fabrication métallique de construction soudée,les procédés de soudage à l’arc électrique sous protection gazeuse sont très utilisés.
• TIG (Tungstène Inerte Gaz) pour tous matériaux
• MIG (Métal Inerte Gaz) pour les aluminiums et alliages
• MAG (Métal Active Gaz) pour les aciers alliés et non alliés
• Plasma pour tous matériaux
Pour chacune de ces applications, il existe une palette de gaz et mélanges gazeux, aussi il devient difficile de définir quelle protection gazeuse est la plus adaptée.
Au cours de ces dernières années, Air Liquide a développé dans son Centre R&D, une gamme de gaz et mélanges gazeux en fonction de leurs aptitudes à assurer :
• La stabilité de l’arc
• Les performances du mode opératoire
• La qualité des cordons de soudure obtenue tant par
ses caractéristiques mécaniques et métallurgiques
que par l’esthétique du joint soudé.
La norme européenne EN ISO 14175 a pour objet de classifier les gaz de protection en fonction de leurs caractéristiques chimiques et de leur composition.
Cette référence normative est utilisée pour les agréments couple fil/gaz ainsi que pour les qualifications de mode opératoire.
Ce livret explique l’importance du rôle du gaz de protection, les différents types de protection gazeuse et de leurs applications en fonction des
matériaux à assembler.
Il décrit le comportement des différents gaz ou mélanges gazeux (avantages et inconvénients).
Il permet de définir le type de gaz le plus adapté,en fonction du résultat souhaité et selon les procédés de soudage utilisés.
3 - Généralités physiques
Dans un milieu gazeux, entre deux électrodes portées à un potentiel convenable, un arc électrique peut être amorcé et maintenu.
Une des deux électrodes, l’anode, est reliée au pôle positif d’une source de courant ; l’autre, la cathode, est connectée au pôle négatif.
Sous l’effet de la différence de potentiel existant entre les deux électrodes, très proches l’une de l’autre, des électrons jaillissent de la cathode et sont attirés vers l’anode.
Pendant le trajet dans le milieu gazeux, le choc des électrons sur les atomes de gaz libère d’autres électrons.
Cette réaction en chaîne permet d’établir l’arc.
En soudage à l’arc sous atmosphère protectrice, on distingue 2 types d’arc :
• Soudage TIG ou Plasma
C’est un arc simple établi dans une atmosphère de gaz.
Il n’y a pas de vapeurs métalliques et toutes les particules porteuses de courant proviennent de l’ionisation du gaz.
• Soudage MIG MAG
L’arc se fait avec transfert de métal.
À l'inverse du soudage TIG, il y a une grande concentration de vapeurs métalliques qui fournissent la majeure partie des particules porteuses de courant.
4 - Rôle du gaz de protection
Il protège le bain de fusion contre l’action néfaste de l’air ambiant composé d’oxygène, d’azote et d’humidité.
Cela peut paraître paradoxal car l’oxygène, l’hydrogène ou l’azote sont dans certains cas, ajoutés volontairement au gaz protecteur.
Ceci pour améliorer la maniabilité opératoire, l’aspect de la soudure ou la recherche de caractéristiques métallurgiques.
Ces mélanges gazeux ne sont utilisés que si le gaz d’addition n’engendre pas d’effets métallurgiques négatifs dans le matériau.
En soudage à l’arc électrique sous atmosphère protectrice, la protection gazeuse peut être subdivisée en 4 parties :
• Protection endroit
Parfois appelée protection primaire, cette fonction assurée par le biais de la torche de soudage, consiste à protéger le bain de fusion de l’air ambiant pour éviter les défauts de soudage et de métallurgie.
• Protection dite secondaire
Elle consiste à protéger la soudure terminée jusqu’au refroidissement. Le matériau est ainsi à l’abri de toute réaction avec l’oxygène et l’azote. Cette fonction se fait par l’utilisation d’un traînard.
• Protection envers
Elle évite l’oxydation et réduit le risque de défaut à la racine. Cette fonction est assurée par un dispositif (ou gaine) sur l’envers du joint et dans lequel on laisse écouler un gaz.
• Soudage en boîte à gants
Concerne des applications spécifiques sur des matériaux très sensibles à l’oxydation. Il s’agit d’une enceinte fermée étanche et entièrement remplie de gaz.
Le soudeur opère de l’extérieur du caisson à l’aide de longs gants souples.
Outre son rôle métallurgique, le gaz doit avoir les propriétés nécessaires pour créer des conditions optimales pour l’arc électrique :
• Favoriser un amorçage facile
• Être facilement ionisé pour obtenir un arc à basse tension
• Obtenir une stabilité en racine d’arc
• Influencer le comportement du bain de fusion (mouillabilité, fluidité)
• Contribuer au transfert thermique
• Garantir un profil de cordon de soudure
Il est important de noter que le gaz de protection utilisé,a une influence directe sur un ou plusieurs éléments suivants :
• Stabilité de l’arc
• Caractéristiques mécaniques
• Géométrie de la soudure
• Aspect du cordon
• Vitesse de soudage
• Environnement du poste de travail
• Maniabilité du mode opératoire
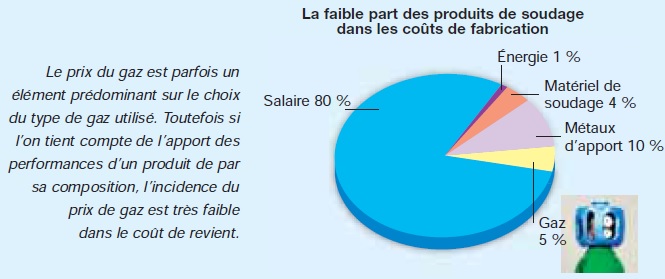
Le choix du gaz ou mélange gazeux devient un paramètre important car son action influence les performances obtenues en fonction du procédé mis en oeuvre. Il convient donc de prendre en compte la compatibilité métallurgique d’un type de gaz en fonction des matériaux à assembler, l’action d’un composant sur le comportement de l’arc, l’incidence environnementale du soudeur sans négliger le coût du produit fini.
La particularité du soudage MIG-MAG est que le gaz influe sur les conditions favorables pour l’obtention d’un régime de transfert du métal dans l’arc, ainsi que sur la valeur de la plage de travail.
Dans le cas du soudage TIG ou Plasma, le gaz doit être parfaitement Inerte ou réducteur pour protéger l’électrode de tungstène d’une oxydation.
5 - Famille des gaz de soudage
Les types de produits utilisés sont classifiés en fonction du caractère chimique de l’atmosphère contrôlée.
GAZ INERTE
Ce sont des gaz mono-atomiques argon, hélium et mélanges, quelle que soit la teneur.
Il n’y a pas de réaction avec le métal fondu. Ces gaz sont utilisés en soudage TIG, MIG aluminium et alliages, soudage Plasma.
GAZ OXYDANT
Ces gaz provoquent toutefois une oxydation plus importante en surface des cordons en raison d’un indice d’oxydation supérieur.
Les gaz concernés sont l’oxygène (uniquement en mélange < 6%) le dioxyde de carbone et par définition les mélanges dioxyde de carbone/oxygène ; argon/dioxyde de carbone ; argon/dioxyde de carbone/oxygène ; argon/oxygène.
Le dioxyde de carbone, gaz inerte à température ambiante,est actif à température de soudage.
Sous l’effet de la chaleur de l’arc électrique, le dioxyde de carbone se dissocie selon la formule : dioxyde de carbone / oxygène ; argon / oxygène ; argon / dioxyde de carbone (2 CO2 = 2CO + O2).
C’est l’oxygène qui naît de cette dissociation qui rend le bain actif et permet une stabilisation de la racine de l’arc et favorise l’effet de mouillage.
Ces gaz sont utilisés en soudage MAG manuel, automatique et robotique.
GAZ RÉDUCTEUR
Il s’agit de l’hydrogène (H2) et par définition tous les mélanges argon/hydrogène.
L’hydrogène a une grande avidité pour l’oxygène et tous les gaz oxydants, c’est pour cette raison qu’il est dit réducteur.
Son utilisation améliore l’aspect du cordon (en raison de son effet de réduction des oxydes) et influe sur les profils de pénétration et vitesse de soudage en raison de sa conductibilité thermique. L’emploi d’un apport d’hydrogène n’est pas recommandé avec des aciers ferritiques.
6 - Physique des gaz de soudage
Dans la gamme des gaz et mélanges gazeux, il faut prendre en compte les propriétés physiques des gaz.
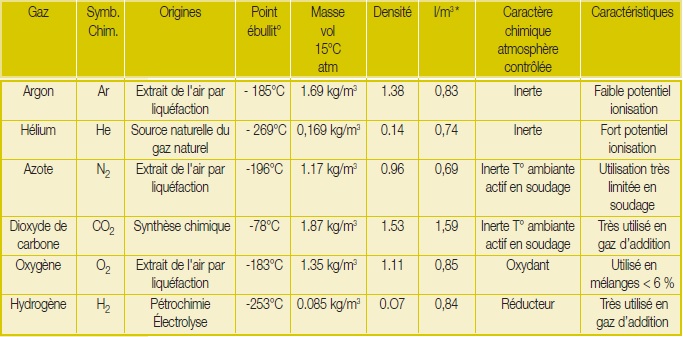
Parmi les gaz utilisés, les gaz lourds tels que l’argon et le dioxyde de carbone forment une nappe couvrante au-dessus du bain de fusion.
Par contre, l’hélium, l’argon et l’hydrogène tendent à s’élever en tourbillons autour de la buse.
C’est pour cette raison que le débit de l’hélium doit être plus élevé que celui de l’argon.
La conductibilité thermique traduit le transfert de chaleur qui se produit du centre vers l’extérieur de la colonne d’arc, et par conséquent l’axe central de l’arc, la partie la plus chaude.
L’argon possède une faible conductibilité thermique et donne une densité d’énergie dans la zone interne de l’arc.l’hélium donne un plasma d’arc plus conducteur et engendre une répartition de chaleur plus uniforme.
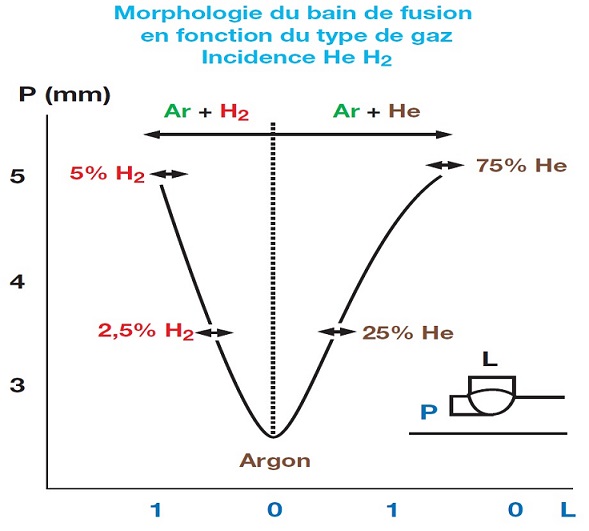
Comme le montre le schéma ci-dessous, un arc électrique est constitué de deux éléments :
• L’axe central qui constitue la partie la plus chaude et qui détermine la forme de pénétration.
• L’enveloppe extérieure ou la température est moins élevée.
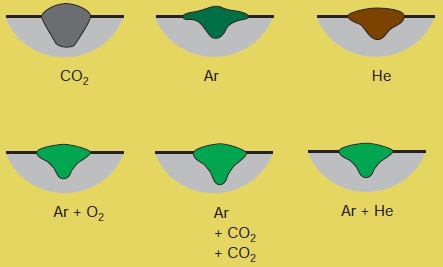
On peut remarquer que les deux types d’arc donnent un profil de cordon différent.
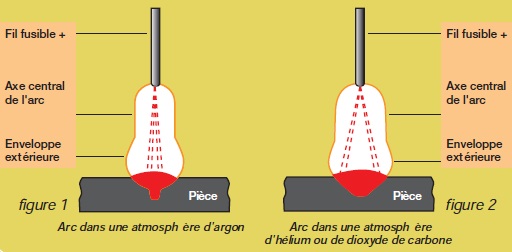
C’est pourquoi, il faut tenir compte de la composition du gaz qui donne une forme de pénétration différente -cf figure ci-contre. Cette donnée est d’autant plus importante lors du soudage avec passe interpénétration.
En contrepartie, un fort potentiel d’ionisation entraîne un amorçage difficile et créé une instabilité de l’arc.
Un autre facteur physique à prendre en compte est le potentiel d’ionisation.
Celui de l’hélium (24,3eV) est plus élevé que celui de l’argon (15,7eV) et produit une tension d’arc plus élevée.
Une tension d’arc plus importante permet d’accroître les vitesses de soudage et la forme de pénétration.
7 - Gaz en soudage TIG / 14
Ce procédé à l’arc sous gaz inerte avec électrode non fusible, est un procédé dans lequel l’énergie nécessaire à la fusion des pièces à assembler est apportée par un arc électrique établi entre une électrode réfractaire en tungstène et les pièces à assembler.
L’électrode de tungstène et le bain de fusion sont protégés de l’action néfaste de l’air ambiant par un gaz de protection de caractère inerte ou avec apport de gaz réducteur.
Le soudage TIG permet de souder la plupart des métaux et alliages en toutes positions.
Il s’emploie en soudage manuel, automatique et robotique.
La fonction première du gaz de soudage consiste à protéger l’électrode et le bain de fusion.
Pour remplir la fonction de protection, il est nécessaire d’utiliser un gaz inerte.
Le gaz en s’ionisant, libère des électrons et participe à créer l’arc et à le stabiliser. Il doit donc s’ioniser facilement.
Par son caractère de gaz inerte et son faible potentiel d’ionisation - 15,7 eV - l’argon et l’Arcal 1 remplissent ces deux fonctions.
Arcal 1 est le plus souvent utilisé seul ou en mélange avec une addition d’hydrogène – Arcal 10 ; Arcal 15 ou avec de l’hélium – Arcal 31 ; Arcal 32 et Arcal 37.
Ce qui permet d’améliorer :
• les performances,
• le profil du cordon,
• la maniabilité.
Il faut préciser qu’en fonction du mélange gazeux utilisé les paramètres de soudage devront être adaptés du fait du pouvoir ionisant différent des gaz additionnels et donc d’une tension d’arc plus élevée.
ARGON ET ARCAL 1
C’est le gaz polyvalent pour souder une grande variété de matériaux : des métaux lourds depuis l’acier au carbone et les aciers inoxydables, jusqu’aux métaux sensibles à l’oxydation tel le titane, le zirconium…
L’évolution des exigences qualité a conduit au développement du gaz Arcal 1 qui se substitue à l’argon. Il favorise l’amorçage et une bonne protection du métal fondu.
HÉLIUM ET MÉLANGES ARGON HÉLIUM
L’hélium se différencie de l’argon par son fort potentiel d’ionisation qui donne une plus forte conductibilité thermique.
Ainsi, pour une intensité et une longueur d’arc donné, l’emploi de l’hélium ou une addition d’hélium impose une tension d’arc supérieure.
Les résultats de soudage obtenus permettent de :
• Améliorer les performances
• Souder de plus fortes épaisseurs en contrôlant l’énergie
• Réduire des préparations de joints
• Favoriser un profil de cordon de soudure – forme de pénétration et cordon extérieur
Il faut cependant noter que la densité de l’hélium étant 10 fois inférieure à celle de l’argon, la protection gazeuse nécessite un débit plus important. (env. coef 2)
En soudage TIG, la teneur en hélium dépasse rarement 70 %, valeur au-delà de laquelle apparaissent des difficultés d’amorçage et les nstabilités d’arc sont très significatives.
ADDITION D’HYDROGÈNE
L’hydrogène est ajouté à l’argon pour augmenter la température de l’arc et bénéficier de sa qualité de gaz réducteur. La teneur en hydrogène ne doit pas être trop importante afin d’éviter un risque de soufflures dans les cordons (à paramètres d’intensité et de longueur d’arc donnés).
On obtient une tension d’arc plus élevée avec un mélange gazeux contenant de l’hydrogène qu’avec de l’argon ou de l’hélium pur.
Les gaz généralement utilisés sont Arcal 10 et Arcal 15 qui présentent les avantages suivants :
• Augmentation de la vitesse de soudage pour des applications automatiques ou robotiques.
• Réduction des déformations de par une diminution des paramètres en soudage manuel.
• Augmentation de la profondeur de pénétration de la zone fondue.
• Amélioration de l’aspect du cordon de soudure
• Réduction des éléments nocifs dans les fumées de soudage.
• Influence sur la tension de l'arc.
Pour une épaisseur à souder, il est possible de réduire l’intensité de soudage pour accroître la vitesse de soudage : le schéma ci-contre montre
l’augmentation de la tension d’arc en fonction du taux d’hydrogène et d’hélium dans l’argon. Les courbes montrent que l’hélium a une tension
d’arc plus faible que l’hydrogène.
Pour obtenir les mêmes caractéristiques d’arc, la teneur en hélium doit être relativement élevée.
L’hélium très conducteur de la chaleur et en quantité importante dans le mélange, a tendance à dilater l’arc et à élargir la zone fondue. Les mélanges argon/hélium sont utilisés lorsque l’hydrogène n’est pas compatible avec le matériau à souder.
Ces mélanges sont particulièrement bien adaptés au soudage de l’aluminium.
Si l’hydrogène apporte certains avantages, il est important de citer les inconvénients et les conditions d’utilisation de ces mélanges.
• Fissuration à froid
Ces fissures apparaissent à une température < à 200°C et se positionnent le plus souvent dans la zone thermiquement affectée. Il est possible d’en trouver dans le métal fondu lorsque celui-ci possède une très haute limite d’élasticité. Les matériaux ayant une structure peu ductile ainsi que ceux contenant des bas carbone sont sensibles à la fissuration à froid.
• Soufflures
L’hydrogène pouvant entraîner des porosités dans le métal fondu, les mélanges contenant un additif d’hydrogène ne peuvent pas s’utiliser sur des aciers ferritiques, et sur de l’aluminium (très sensible aux porosités) et alliages
AZOTE
Inerte à température ambiante, l’azote est un gaz diatomique qui se dissocie dans l’arc.
Par recombinaison à la surface de la pièce, il dégage plus d’énergie que l’argon et l’hélium qui sont mono-atomiques.
Cet avantage n’est pas utilisé pour le soudage des aciers ferritiques et inoxydables.
En effet, la fixation de l’azote dans le bain de fusion réduirait les caractéristiques mécaniques et la résistance à la corrosion.
A noter qu’il n’y a pas de problèmes particuliers sur les inox austénitiques à une faible teneur.
A contrario, l’azote est utilisé en complément de l’argon – Arcal 39 - lors du soudage des aciers Duplex.
Il abaisse le taux de ferrite et favorise la microstructure austénoferritique après soudage.
Ce gaz est largement utilisé en protection envers des soudures.Choix du gaz pour les applications TIG tous matériaux
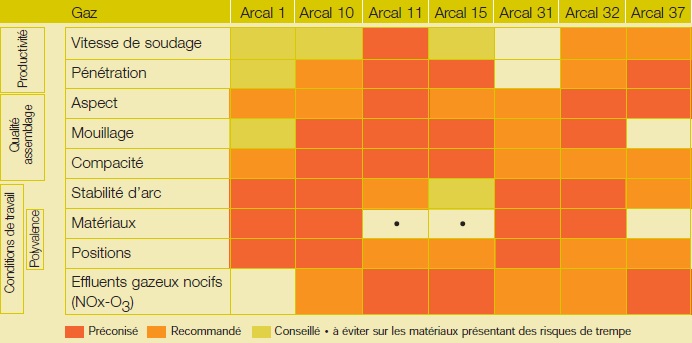
8 - Gaz et matériaux en soudage TIG / 14
Il est essentiel d’avoir un gaz protecteur inerte, ou légèrement réducteur pour obtenir une soudure de plus bel aspect.
L’amélioration constante des performances a conduit à l’emploi de mélanges gazeux.
Ces gaz ne sont pas utilisables sur tous métaux aussi faut-il tenir compte de la compatibilité métallurgique.
ACIERS AU CARBONE NON ET FAIBLEMENT ALLIÉS
L’argon et l’Arcal 1 sont utilisés comme gaz protecteurs aussi bien pour le soudage manuel que pour le soudage automatique.
D’un point de vue pratique, pour des épaisseurs < à 3 mm, l’Arcal 1 est préférable car il favorise la maîtrise du bain de fusion notamment sur des applications tubulaires ou en passe de fond.
Sur des épaisseurs plus fortes, une addition d’hélium permet de favoriser les performances.Arcal 31, Arcal 32 et Arcal 37 sont des mélanges qui
améliorent le mouillage des cordons et les vitesses de soudage.
L’hydrogène n’est pas utilisé à cause du risque de fissuration, principalement sur les aciers non ou faiblement alliés.
ACIERS INOXYDABLES
Leur structure est donnée en fonction des éléments ditsalphagènes – Chrome ; Molybdène ; Silicium ; Nobium –et les éléments gammagènes – Nickel ; Manganèse ; Carbone
La structure qui se forme dans l’acier après soudage est définie par le diagramme de SCHAEFFLER ou de DELONG. ou WRC 92.
En fonction de leur composition, et de la structure obtenue, les aciers inoxydables sont classés en plusieurs types :
• Austénitiques
• Ferritiques
• Martensitiques
• Austéno-ferritiques
L’argon reste un gaz polyvalent pour les opérations de soudage manuel sur différentes épaisseurs et positions de soudage.
Arcal 1 donne les mêmes valeurs de polyvalence tout en apportant une meilleure protection du métal fondu et un amorçage aisé.
Ce gaz est très utilisé parce qu’il facilite la conduite du bain de fusion. Arcal 10 permet d’obtenir un cordon propre et brillant.
Il est cependant possible d’obtenir un arc plus énergétique avec Arcal 10 et 15 pour favoriser la :
• Forme du cordon
• Diminution du risque de caniveaux
• Forme de pénétration
• Vitesse de soudage
Il faut toutefois noter qu’en soudage manuel, il est fréquent que le soudeur réduise ses paramètres pour maintenir sa manière de faire.
Dans ce cas, seul l’effet réducteur est bénéfique.
Pour des applications en soudage TIG automatique, Arcal 11 permet d’obtenir de grandes vitesses de soudage et une forte pénétration. Ce gaz ternaire permet d’additionner les avantages liés à une présence d’hydrogène et d’hélium.
D’autres mélanges tels que Arcal 32 et Arcal 37 sont cependant peu utilisés en soudage TIG des aciers inoxydables du fait que Arcal 10 et 15 sont plus efficaces en terme de productivité en raison des caractéristiques physiques de ces gaz.
Arcal 31 est un gaz polyvalent avec les avantages techniques liés à la présence d’hélium comme gaz additionnel. L’hélium améliore ’environnement du soudeur notamment au regard des fumées de soudage (cf. livret Fumées de soudage)
Pour les aciers inoxydables de structures ferritiques et martensitiques, Arcal 10 et Arcal 15 ne sont pas conseillés en raison du risque de fissuration par l’hydrogène.
ACIERS AUSTÉNOFERRITIQUES
Appelés le plus souvent aciers inoxydables Duplex, ils sont utilisés pour leurs caractéristiques de traction et leur résistance à la corrosion. Ces aciers présentent à la température ambiante une structure constituée sensiblement de 50 % de ferrite et 50 % d’austénite.
L’opération de soudage tend à déséquilibrer cette proportion. L’utilisation de l’argon comme gaz de protection aboutit à une perte d’azote dans le métal fondu et de fait, réduit le taux d’austénite.
Les études menées au centre RD du CTAS ont conduit à la création du gaz Arcal 39 qui permet de stabiliser, voir légèrement augmenter le taux d’azote dans le métal fondu et donc d’obtenir la structure souhaitée après soudage.
On est tenté de penser qu’un apport d’hydrogène permet de favoriser un résultat de soudage avec un bain plus fluide et un meilleur aspect du cordon.
Le risque de fissuration est augmenté.
BASES NICKEL
Arcal 1 et les mélanges types Arcal 31 et Arcal 32 sont utilisés pour le soudage des bases Nickel et alliages.
Une addition d’hélium permet d’obtenir un arc plus chaud, ce qui permet de favoriser les vitesses de soudage en réduisant le risque de formation de soufflures, notamment en soudage automatique.
Arcal 10 et Arcal 15 permettent d’obtenir également un bain de fusion doux et favorisent les vitesses de soudage et pénétration.
ALUMINIUM ET ALLIAGES D'ALUMINIUM
L’aluminium se soude très fréquemment en soudage TIG sans limite d’épaisseur. Cependant, au-delà de 6 mm, souvent les assemblages sont réalisés en MIG, voire une première passe TIG et remplissage en MIG.
La principale difficulté pour l’opération de soudage est la présence de la couche d’alumine ou oxyde d’aluminium qui ne fond qu’à 2050°C alors que la température de fusion du métal est de 658°C.
C’est pour cette raison que l’on emploie le courant alternatif afin de bénéficier de l’action décapante assurée par le flux d’électrons allant de la pièce à l’électrode pendant l’alternance positive.
Arcal 1 est utilisé en soudage manuel car l’amorçage de l’arc est plus facile.
Les mélanges Arcal 31 et 32, par la présence d’hélium, permettent d’obtenir un arc plus énergétique, et de ce fait augmente la pénétration voire la réduction du nombre de passes sur des matériaux épais.
La présence d’hélium dans ces mélanges permet un meilleur dégazage du bain de fusion ce qui diminue le risque de porosités.
TITANE – ZIRCONIUM - TANTALE ET LEURS ALLIAGES
Ces matériaux sont très sensibles à l’oxydation.C’est pourquoi ils sont soudés uniquement avec des gaz inertes.
On peut aussi bien utiliser Arcal 1 que l’hélium, en soudage manuel, ou automatique pour des épaisseurs < 4 mm.
Pour de plus fortes épaisseurs, l’hélium sera préféré pour ses qualités de conductibilité thermique et sa plus forte tension à l’arc. Il sera ainsi possible d’obtenir une pénétration plus importante et réduire le nombre de passes.
Quoi qu’il en soit, les gaz devront être exempts de toutes impuretés afin d’éviter une réduction de la résistance à la rupture du métal fondu et une oxydation de surface due à la fixation d’une présence d’azote et d’oxygène.
Une protection gazeuse par traînard est éminemment souhaitable.
9 - Protection gazeuse secondaire
Comme évoqué dans le paragraphe sur le rôle du gaz de protection, le bain de fusion est assuré par la buse circulaire de la torche de soudage qui a pour but d’éviter toute contamination en mettant le bain de fusion à l’abri de l’air ambiant.
Pour la majeure partie des métaux courants, cette protection est suffisante.
A contrario, d’autres alliages tels le titane, zirconium sont fragilisés par l’oxygène et l’azote de l’air, même à basse température.
C’est donc le rôle de la protection secondaire – dite Traînard - qui doit protéger la soudure terminée et la zone thermiquement affectée jusqu’à ce que le métal soit suffisamment refroidi pour éviter toute oxydation. – environ 350, 400°C pour du titane et 250°C pour du zirconium.
Le traînard se fixe à l’arrière de la torche. Il est pourvu d’une arrivée de gaz généralement identique au gaz qui alimente la torche de soudage.
Chaque traînard est étudié et conçu pour une application donnée.
Le débit du gaz est de 5 à 8 l/mn.
Un débit trop fort favorise le risque de rentrée d’air par effet d’entraînement,aussi un débit trop faible ne permet pas une bonne protection.
10 - Protection gazeuse envers
L’envers des soudures doit également être protégé de l’effet néfaste de l’air, qui est plus ou moins significatif en fonction des matériaux.
La protection envers est utilisée lors du soudage TIG ;MIG et plasma de matériaux sensibles tels que les aciers inoxydables, zirconium, titane…
On peut aussi la préconiser dans tous les cas ou le parachèvement est rendu difficile pour des raisons d’accessibilité.
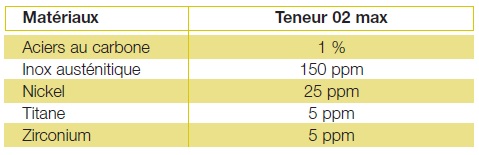
Grand nombre de gaz conviennent pour une protection envers qui doit être assez abondante pour réduire le taux d’oxygène dans la protection gazeuse inférieure à 1 %. Il convient toutefois de choisir le type de gaz en fonction du procédé et des matériaux à souder. Si pour la protection secondaire avec traînard on utilise le même gaz de protection que le gaz diffusé par la torche, la protection envers permet d’utiliser des gaz différents.
Le choix peut-être influencé pour des critères de commodité, de prix en tenant compte aussi du type de matériaux.
Quel que soit le type de gaz ou mélange gazeux utilisé,
il faut observer certaines précautions :
• Effectuer une purge préalable en fonction du volume de l’enceinte et du type de gaz et matériau.
• Le flux de gaz ne doit pas être trop fort afin de ne pas perturber et de fait obtenir une pénétration concave.
• S’assurer de la régularité du débit gaz pour éviter une protection déficiente.
Le tableau indique les teneurs en oxygène admissibles selon les matériaux.
En ce qui concerne la contamination éventuelle du métal fondu, il faut préciser que son changement de composition se produit par suite de la réaction du gaz dans l’arc et non de son contact avec la surface du cordon de soudure ou du bain de fusion. C’est ainsi que les soudures réalisées sur bords jointifs sont moins susceptibles d’être affectées que celles ayant un écartement des bords. Les gaz inertes étant monoatomiques ne présentent pas ce risque.
ACIERS AU CARBONE NON ET FAIBLEMENT ALLIÉS
On utilise rarement une protection envers en soudage TIG des aciers non et faiblement alliés.
Ces matériaux sont généralement recouverts d’une couche d’oxyde épaisse que l’on désigne sous le nom de calamine.
Lors de l’opération de soudage, à 550°C, cette calamine s’écaille et perturbe le résultat de soudage.
Pour obtenir une finition impeccable, il est recommandé d’éliminer cette couche de calamine. Cette opération de préparation de soudage est longue et coûteuse.
On peut éviter cette opération en utilisant une protection envers.
On évitera l’emploi d’un mélange azote/hydrogène moins coûteux que l’argon, qui peut présenter des risques de fragilisation par l’hydrogène surtout pour les aciers trempants (formation de martensite).
ACIERS INOXYDABLES
À haute température, les aciers inoxydables sont très sensibles à l’oxydation. En soudage TIG il se forme une couche d’oxyde à la racine des soudures et se produit le principe de rochage.
En absence de protection envers, la formation de rochage présente deux aspects gênants :
• Importante altération de l’aspect envers du cordon desoudure
• Diminution de la résistance à la corrosion du joint soudé du fait que la couche d’oxyde formée contient du chrome, et ce chrome provient du métal sous-jacent.
Ce dernier appauvri en chrome n’a plus ses caractéristiques de résistance à la corrosion.
Sur les aciers austénitiques et austéno-ferritiques, on utilise généralement Arcal 1. Arcal 10 et Arcal 15, empêchent la formation d’oxyde et
permettent d’obtenir à la racine de la soudure une forme plus régulière en raison de l’apport d’hydrogène.
L’azote était fréquemment utilisé pour son faible coût.
Les spécifications actuelles des fabrications ont fortement contribué à l’utilisation des gaz comme Arcal 1 ou des mélanges types Arcal 10 ou Arcal 31.
Hormis une coloration bleutée en surface, l’azote présente un résultat de régularité et d’aspect similaire à la protection envers avec l’argon.
La protection par azote entraîne une augmentation de la teneur de cet élément dans le métal fondu, la diminution du taux de ferrite qui en résulte est sans conséquence pour la soudabilité des structures austénitiques, ainsi que pour les austéno-ferritiques (pour lesquels est préconisé Arcal 39 en protection primaire)
Il arrive que certains utilisateurs emploient des gaz base azote avec addition d’hydrogène (5 à 10 %). Ces gaz sont dits gaz de formage. Ils sont très employés en tuyauterie et présentent plusieurs avantages :
• bon effet réducteur des oxydes,
• garantie d’un bel aspect de cordon exempt de défaut en racine grâce à un bon mouillage.
Toutefois, la prise d’azote ou d’hydrogène dans la soudure peut engendrer une diminution de la résilience et de la résistance à la corrosion, ou risque de fragilisation.
Il faut relativiser ce risque car rien ne certifie que le métal fondu réagira avec le gaz envers dû fait que celui-ci n’est pas en contact direct avec le métal liquide.
BASES NICKEL
Si tous les procédés de soudage peuvent s’appliquer aux bases Nickel, il reste néanmoins que ce matériau est sensible à l’oxydation. C’est pourquoi, on utilisera des gaz inertes en préférant les gaz Arcal 1 ; Arcal 31 et 32.
AUTRES MÉTAUX
Par autres métaux nous évoquerons les métaux très réactifs pour lesquels nous conseillerons l’utilisation du gaz inerte Arcal 1 comme pour la protection endroit. Le zirconium devra avoir une protection secondaire jusqu’à ce que sa température soit inférieure à 250°C.
Le magnésium et ses alliages sont également très réactifs à l’oxygène. Là aussi, seuls des gaz inertes type Arcal 1 ou Arcal 31 conviennent.
Le titane réagit très fortement à l’oxygène et l’azote qui peuvent diffuser dans le métal et le fragiliser tout comme l’hydrogène, susceptible de former des porosités.
C’est aussi la raison pour laquelle le gaz inerte mis en oeuvre est un facteur essentiel et doit être exempt d’impuretés
(cf. livret 1 : Influence des impuretés gazeuses).
Ce matériau nécessite une protection endroit, un traînard et une protection envers selon le type de joint. Le traînard doit protéger la soudure jusqu'à une température de refroidissement de 400°C. Au delà de cette température, une sévère oxydation se produit. Même en l’absence d’une
pénétration, il est recommandé de protéger l’envers du joint.
ALUMINIUM ET ALLIAGES
Une protection envers sur les alliages bases Aluminium est inutile, car la couche d’alumine joue ce rôle protecteur.
Toutefois sur certaines applications fortes épaisseurs, on soutient le bain de fusion par un flux de gaz en légère surpression. Arcal 1 ou les mélanges Arcal 31 et 32 sont employés. Tout autre mélange risque de contaminer le métal déposé et favoriser la formation de porosités.
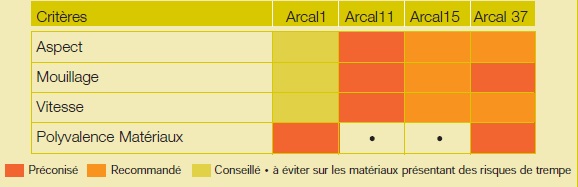
11 - Gaz de protection en soudage Plasma / 15
Le procédé Plasma est proche du soudage TIG. Il se caractérise par le fait qu’un gaz plasmagène central est porté à l’état de plasma par un arc électrique établi entre une électrode réfractaire (cathode) et la pièce à souder (anode). Ce gaz est confiné mécaniquement et cinétiquement par l’intermédiaire d’une tuyère refroidie, à travers laquelle on l’oblige à passer. La protection endroit du bain de fusion est assurée par un gaz annulaire.
Il faut toutefois prendre en compte que le gaz plasmagène et le gaz de protection ne jouent pas le même rôle et peuvent être différents. Le choix des gaz à utiliser doit se faire en tenant compte de l’influence des différentes combinaisons sur :
• la vitesse de soudage
• le profil du cordon de soudure : forme de la pénétration et largeur du cordon
La forte concentration de l’arc obtenu permet de traverser les pièces de part en part tout en maintenant en équilibre le bain de fusion qui se forme autour du plasma. C’est la technique du « trou de serrure » dite « Key-hole ». La solidification du bain s’effectue à l’arrière du bain lorsque la torche se déplace.
Cette technique garantit une bonne compacité et une pénétration du cordon de soudure sans l’utilisation d’un support envers.
En soudage plasma avec la technique du trou de serrure, il est recommandé d’utiliser une protection envers pour :
• Éviter d’exposer certaines surfaces du bain qui se retrouvent dans la soudure après solidification ;
• Réduire le risque d’effondrement car elle influe sur la tension superficielle du bain de fusion.
Généralement, on utilise Arcal 1 en gaz plasmagène car ce gaz inerte permet d’entretenir un arc pilote et d’obtenir un démarrage de l’arc avec efficacité. La faible conductibilité thermique de Arcal 1 donne une colonne d’arc étroite, chaude et concentrée.
Pour certaines applications, il est possible d’ajouter de l’hélium ou de l’hydrogène. Il est préconisé de prendre un gaz de protection annulaire identique pour éviter une baisse de performances. Ainsi dans le cas d’un couple gaz plasmagène/gaz de protection, un Arcal 15 de par
une présence d’hydrogène dans l’arc, permet d’obtenir une température élevée dans le plasma d’arc. Arcal 1 en périphérie de l’arc se ionise facilement et provoque une dilatation de l’arc qui réduit la vitesse de soudage.
Outre le fait de favoriser un arc instable, une addition d’hélium ou d’hydrogène engendre une usure prématurée de la torche de part la forte concentration d’énergie.
Pour améliorer les performances, il est préférable de prendre Arcal 1 en gaz central et Arcal 10 ou 15 ou des mélanges Types Arcal 31 ; 32 ; 37 comme gaz annulaire. On obtient ainsi un arc stable et le profit d’un gaz chaud en protection.
Le gaz annulaire protège le bain de fusion de l’air ambiant, aussi les gaz de protection sont similaires à ceux utilisés en soudage TIG : Arcal 1 et des mélanges types Arcal 10 ou Arcal 15 lorsque l’on souhaite obtenir un plus bel aspect du cordon et favoriser des profils de cordons ou accroître les vitesses de soudage.
Un apport d’hydrogène donne plusieurs avantages. Les molécules qui sont au contact de l’arc se dissocient et se recombinent au contact de la pièce en libérant de l’énergie. Cette réaction moléculaire créée un dégagement de chaleur dans la colonne d’arc.
On obtient un cordon de soudure plus large et une augmentation de la vitesse de soudage.
Des mélanges types Arcal 31 et 32 permettent également d’augmenter les vitesses de soudage et de favoriser le mouillage. Du fait de la forte conductibilité thermique de l’hélium, le transfert de chaleur dans ce milieu est favorable. La zone fondue est large et profonde. Ces gaz
seront préférés pour des applications de remplissage de chanfrein ou soudage de fortes épaisseurs.
À noter également que ces mélanges gazeux sont utilisés lorsque qu’il y a incompatibilité métallurgique entre certains matériaux et les gaz type Arcal 10 ou 15.
Arcal 11 présente la caractéristique de combiner les avantages des mélanges précédents. Ce gaz est très performant pour le soudage des aciers au carbone non trempants. On obtient les performances de mouillage ; forme du cordon de soudure ; vitesse de soudage avec
toutefois l’inconvénient d’un arc moins stable.
Ces gaz sont utilisés pour le soudage des aciers non et faiblement alliés, les aciers inoxydables, les alliages de nickel, le titane, zirconium…
À noter également que lors du soudage plasma avec un bain de fusion assez large, il est préférable d’utiliser un traînard pour la protection gazeuse secondaire.
Pour le soudage d’épaisseurs inférieures à 1 mm le procédé utilisé est le microplasma.
Par rapport au TIG, l’arc transféré en microplasma apporte les avantages suivants :
• Densité d’énergie plus élevée se traduisant par des cordons de soudures plus étroits avec moins de déformations.
• Faible influence de la variation de la longueur d’arc sur le bain de fusion.
Les applications sont le plus souvent faites sur des métaux nobles : nickel, cupro-nickel, cuivre, or, laiton, titane, tantale, zirconium…
Les gaz plasmagènes et de protection sont identiques au soudage plasma.
Pour les matériaux présentant une incompatibilité métallurgique avec une présence d’hydrogène (Arcal 10 ou 15) on utilisera les particularités d’un mélange contenant de l’hélium type Arcal 31 par exemple.
12 - Gaz de protection en soudage MIG-MAG / 13
Comme en soudage TIG, le procédé MIG MAG est un procédé de soudage arc sous protection gazeuse qui consiste à établir un arc entre la pièce à souder – cathode (pôle négatif) – et un fil continu – anode (pôle positif) – dévidée par un dispositif approprié.
MIG signifie Métal Inerte Gaz et MAG Métal Active Gaz. En fait il s’agit du même procédé qui se différencie par le caractère chimique de l’atmosphère contrôlée.
Si durant de nombreuses années, il y avait confusion dans l’interprétation de ces procédés, la norme européenne EN ISO 14175 concernant la codification des gaz de protection utilisés en soudage permet de préciser la différence d’interprétation.
Cette norme a pour objet de classifier les gaz de protection en fonction de leurs caractéristiques chimiques. Les puretés de gaz et la précision des mélanges sont également spécifiées.
La dénomination MIG est attribuée aux gaz ou mélanges gazeux dont le caractère chimique contrôlé est inerte c’est à dire qu’il n’y a pas de réaction avec le métal fondu.
Les matériaux concernés sont les alliages légers ou les bases Nickel par exemple qui utilisent des gaz pratiquement inertes (Arcal Ni 15 et Arcal Ni 32). Pour l’assemblage des aciers non faiblement ou fortement alliés, on utilisera une protection gazeuse active d'où l’appellation MAG.
Parmi les gaz actifs, on discernera les gaz oxydants : apport de dioxyde de carbone et/ou d’oxygène et les gaz réducteurs : hydrogène.
En soudage MAG les mélanges gazeux types ternaires– argon/Dioxyde de carbone/hydrogène ou quaternaires
– argon/Dioxyde de carbone/hydrogène/hélium sont définis comme gaz oxydant du fait que le gaz réducteur est toujours en plus faible proportion.
Dans ces procédés, l’électrode est fusible et sert de métal d’apport.
Le gaz de protection doit protéger le bain de fusion de l’air ambiant, favoriser le transfert des gouttes de métal en fusion et stabiliser la racine de l’arc.
La fusion du fil et le transfert du métal dans l’arc s’effectuent de différentes façons et sont directement influencés par le type de gaz ou mélanges gazeux utilisés ainsi que par les paramètres tension – intensité.
LES MODES DE TRANSFERT DU MÉTAL DANS L’ARC
On appelle mode de transfert, le phénomène qui permet à la goutte de métal de se détacher de l’extrémité du fil pour se projeter dans le bain de fusion.
La force électromagnétique est l’élément important pour le détachement de la goutte.
Cette force électromagnétique est égale au carré de l’intensité de soudage.
Cela signifie que plus l’intensité est élevée, plus vite la goutte se détache de l’extrémité du fil et est de plus petite taille.
LES RÉGIMES DE TRANSFERT DU MÉTAL DANS L’ARC
Les régimes de transfert sont les régimes d’arc selon une plage de travail pour un même diamètre de fil.
Les différents régimes de transfert sont :
• Régime court-circuit : (50 à 200 A - 15 à 20V pour fil de 1,2)
Ce régime d’arc est utilisé pour de faibles énergies notamment pour le soudage de fines épaisseurs et pour les passes de pénétration. On obtient également une meilleure maîtrise du bain de fusion notamment lors du soudage en position.
Une goutte se forme à l’extrémité du fil, grossit jusqu'à venir au contact de la pièce. Il y a donc court-circuit, le courant augmente rapidement, il se produit un pincement qui permet à la goutte de se détacher, l’arc se réamorce. Ce phénomène se répète de 60 à 200Hz.
De nombreux mélanges types Arcal 22, Atal 5A, Arcal 21, Eloxal 35… sont utilisés pour ce régime d’arc.
Il faut toutefois préciser que le résultat est différent d’un gaz à l’autre en fonction d’une stabilité d’arc différente.
Le nombre de gouttes par fréquence est plus ou moins important.
• Régime pulvérisation axiale : (densité de courant – 200A/mm2 et de tension élevée - 25 à 35V sur acier fil 1,2)
Il n’y a pas de court-circuit excepté à l’amorçage de l’arc.
Le transfert se produit sous forme de fines gouttelettes (dont le diamètre est inférieur à celui du fil), qui sont projetées à grande vitesse dans l’axe du fil. La colonne d’arc est d’une longueur de 4 à 6 mm. Du fait que la force électromagnétique est l’élément déterminant pour le détachement de la goutte à l’extrémité du fil, la fréquence de transfert des gouttes croit avec l’intensité de soudage. Ce transfert se fait sous forme de fines gouttelettes en pluie à l’extrémité du fil qui prend la forme d’une pointe de crayon.
L’arc est chaud et permet une bonne maniabilité en raison de sa stabilité.
Ce régime d’arc permet de fort taux de dépôt et une bonne pénétration. Le volume et la fluidité du bain le font principalement utiliser en soudage à plat sur des épaisseurs > 5 mm.
Dans ce régime d’arc, la goutte de métal fondue est en transit dans le plasma d’arc et durant le temps de transfert, il y a réaction avec le gaz de protection. Par conséquent, le choix du gaz de protection est important pour ce régime d’arc qui demande un gaz riche en argon ou argon hélium.
Il faut cependant retenir que pour un diamètre de fil donné, plus le gaz est riche en argon plus bas sera le seuil d’intensité à partir duquel il sera possible d’être en pulvérisation axiale.
• Régime globulaire
Ce régime d’arc est l’intermédiaire des précédents. L’intensité de courant n’est pas suffisante pour réaliser un effet de pincement provoquant le détachement de la goutte, qui devient grosse et de taille supérieure au diamètre du fil.
La goutte de forme irrégulière vacille à l’extrémité du fil, et sous l’effet de la pesanteur, finit par tomber dans le bain de fusion ou à la surface de la tôle pour créer des projections.
Le transfert se fait par court-circuit quand la goutte touche le bain, et n’est pas toujours dans l’axe de l’arc.
Ce mode de transfert donne un arc instable, de faibles pénétrations et provoque de nombreuses projections et défauts de soudage tel que porosités et caniveaux.
Si un faible taux d’oxydation stabilise la racine de l’arc, un gaz ou mélange gazeux trop oxydant donne un arc instable et ne permet pas ou difficilement de sortir du régime globulaire occasionnant ainsi un résultat opératoire passable lié à ce régime d’arc. C’est la raison pour laquelle le dioxyde de carbone n’est pratiquement plus utilisé en soudage – autre que comme composant additionnel – car même à très forte intensité, il ne sera pas possible de passer en pulvérisation axiale.Le développement d’une gamme de gaz type Arcal permet d’éviter ce régime d’arc souvent utilisé en raison d’un régime court-circuit à trop faible énergie et la pulvérisation axiale trop puissante.
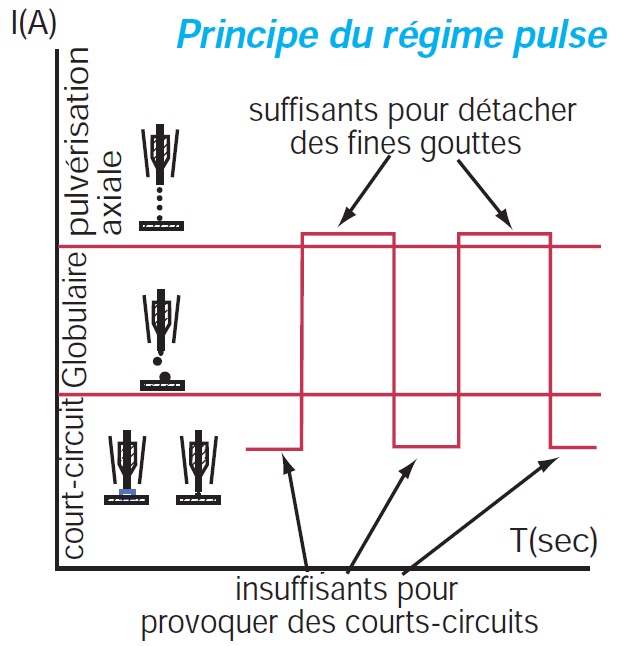
• Régime Pulsé
En régime pulsé, on utilise une intensité de pic et une intensité de base qui maintient l’arc établi.
Lors de l’impulsion, la forte densité de courant permet de transférer une gouttelette de métal.
Le comportement de l’arc est similaire au régime par pulvérisation axiale, et permet de bénéficier de tous ses qualités de mode opératoire et résultat de soudage.
Il est ainsi possible de souder de fines épaisseurs notamment sur alliages légers ou aciers inoxydables avec un arc « type pulvérisation axiale ».
On contrôle la puissance par les fréquences de pulsation ce qui permet de maîtriser le bain de fusion, la pénétration et la quantité de métal déposé. Ce régime d’arc permet aussi de travailler avec une intensité moyenne correspondant au régime globulaire tout en ayant un transfert de métal de type pulvérisation axiale.
Le régime d’arc pulsé nécessite un gaz le plus riche possible en argon. Lorsque le matériau le permet, une faible addition de composant oxydant favorise la stabilité en racine d’arc.
• Court circuit forcé
Il permet, avec une énergie d’arc située normalement dans le globulaire, de maintenir un arc avec transfert par court circuit dont on accélère les fréquences en raison d’une vitesse de fil importante. Ce régime favorise des vitesses de soudage élevées avec un bon résultat du cordon de
soudure qui présente une amélioration du profil de pénétration et l’absence des travaux de parachèvement.
Ce régime d’arc s’obtient facilement avec Arcal 12 sur les aciers inoxydables et Arcal 21 sur les aciers au carbone à partir de tôle de 10/10.
On limitera toutefois l’application selon certains types de joints et épaisseurs en raison des vitesses de soudage importantes qui ne permettent pas un bon dégazage du bain de fusion et occasionnent quelques porosités qui peuvent dépasser les tolérances d’acceptation de défauts.
• Arc rotatif
À très forte énergie de soudage, le transfert par pulvérisation axiale est soumis à des forces électromagnétiques importantes. Sous l’effet de ces forces, le métal en transit dans l’arc se met à tourner avec celui-ci à l’extrémité du fil, formant un « crochet ». Ce régime apparaît à des intensités relativement élevées (500 à 600 A) et de fortes tensions (45 à 50 V) Il s’ensuit un bon résultat de soudage avec une
forme de pénétration arrondie et une bonne compacité.
Plusieurs mélanges gazeux de la gamme Arcal entraînent l’apparition du transfert par arc rotatif, avec toutefois des seuils d’intensité – tension différente.
Les applications restent cependant marginales du fait de la difficulté de maintenir un bain de fusion important qui ne permet pas le soudage en position et certains types de joint.
RÉACTION GAZ/MÉTAL
Comme stipulé dans le paragraphe “physique des gaz”, les caractéristiques d’ionisation, conductibilité thermique… influent sur la
forme de l’arc électrique.
La composition chimique du type de gaz utilisé,influe donc sur le comportement de l’arc.
Aussi il faut prendre en compte la nature des réactions gaz/métal qui influe sur la composition du métal fondu ou du métal déposé. La perte en éléments d’alliages se produit par suite de la réaction du gaz dans l’arc. Avec le même fil, la composition chimique de la zone fondue se trouve
modifiée selon la nature du gaz utilisé. Les figures ci-contre illustrent ce phénomène pour des mélanges Arcal 22 et Arcal 21.
Il faut être vigilant sur l’action oxydante du gaz ou mélange gazeux utilisé et ne pas négliger le temps de réaction du métal. On notera que
l’élément le plus important est la période durant laquelle la goutte de métal est en transfert dans la colonne d’arc.
C’est pour cette raison que lors du soudage MIG MAG,
il convient de parler du couple fil/gaz Aussi, le gaz de protection doit être choisi en fonction de son influence sur les pertes en éléments, il doit également éviter tous risques de formation de porosités ou défauts de soudage par suite de la réaction du métal fondu avec le gaz.
LES GAZ MIG
Comme préciser précédemment, les gaz MIG sont des gaz inertes. Ces gaz sont utilisés pour souder certains matériaux (Aluminium par exemple) lorsqu’il existe une couche d’oxyde suffisante pour stabiliser la racine de l’arc.
Les gaz mis en oeuvre sont Arcal 1 ; de l’hélium ou les mélanges types Arcal 31 ; Arcal 32 ; Arcal 37 qui permettent d’obtenir une forme de pénétration en racine plus large donc favorable pour des passes d’interpénétration. Ces mélanges facilitent une meilleure compacité des zones fondues.
LES GAZ MAG
Pour stabiliser la racine de l’arc, le gaz de protection est composé d’éléments additionnels actifs à caractère oxydant – dioxyde de carbone et/ou oxygène. Lorsque l’application le permet, on peut également utiliser une addition en faible proportion d’hydrogène, qui est un gaz réducteur.
Les mélanges gazeux sont de composition différente et permettent une vitesse de fusion du fil similaire d'où une vitesse de soudage voisine. Ces gaz influent sur les caractéristiques de l’arc, le régime de transfert et le comportement du bain de fusion. Le résultat de soudage
s’en trouve différent.
Aussi, il faut tenir compte des autres facteurs directement liés à la composition nominale du gaz de protection :
• Le type d’assemblage à réaliser – épaisseur, préparation des joints, position de soudage…) conditionne le choix du transfert à utiliser.
Le court-circuit est plus précisément utilisé pour le soudage des fines épaisseurs ou le soudage en position.
La pénétration est peu profonde et de forme arrondie.
Ce régime d’arc est également utilisé pour le soudage des passes de fond sur des préparations chanfreins.
• La pulvérisation axiale est caractérisée par un détachement des gouttes, provoqué par un effet de pincement d’autant plus élevé que la densité
de courant est grande. La forme de pénétration est profonde et pointue.
Le régime d’arc pulsé est préconisé sur fines épaisseurs et pour le soudage en position. Le comportement de l’arc est similaire au régime pulvérisation axiale et présente une pénétration effilée et pointue.
Dioxyde de carbone
Ce gaz très employé par le passé, n’est utilisé aujourd’hui que comme gaz additionnel pour ces particularités de gaz oxydant.
Dans l’arc, le dioxyde de carbone se dissocie selon la formule 2 CO2 = 2 CO + O2. C’est l’oxygène qui naît de cette dissociation qui rend le bain oxydant.
Les oxydes formés étant émissifs, l’arc se stabilise.
Il n’y a pas de risques de porosités si l’on utilise un fil de soudage contenant des éléments désoxydants (manganèse, silicium). Cependant,
l’atmosphère de dioxyde de carbone entraîne une oxydation importante du métal et de ce fait une perte en éléments d’alliages (sauf en carbone). Il convient donc de bien déterminer la nature du fil pour limiter ce phénomène.
Le dioxyde de carbone donne un arc très erratique et conduit à de grosses gouttes transférées de façon explosive, produisant ainsi de nombreuses projections.
Ces inconvénients ont été diminués par l’utilisation de mélanges types Arcal 21 ; Arcal 5A…
Oxygène
Son action est similaire au dioxyde de carbone et peut donc se substituer à celui-ci de par son pouvoir oxydant. Il présente des caractéristiques similaires qui meilleure conductibilité thermique, diminution de la tension superficielle du bain de fusion.
Selon la règle de l’IIS DOC 543-77, le pouvoir oxydant de l’oxygène est deux fois supérieur à celui du dioxyde de carbone. Ainsi, le pouvoir oxydant d’un mélange est égal à la somme de la teneur en oxygène et de la moitié de sa teneur en dioxyde de carbone. L’oxygène est utilisé en gaz additionnel jusqu’à une teneur de 8 %. Le fort pouvoir oxydant produit des pertes en éléments d’alliages importantes et nécessite de prendre des précautions pour le choix du fil fusible pour compenser ces pertes.
Hydrogène
Lorsque l’application le permet, principalement lors du soudage des aciers inoxydables à structures austénitiques, l’hydrogène, gaz actif à caractère réducteur, est ajouté en faible proportion au mélange du gaz de protection pour obtenir des aspects de cordons réguliers et exempts d’oxydes.
Comme l’hélium, l’hydrogène augmente l’énergie de l’arc par une tension d’arc plus élevée.
LES MÉLANGES EN SOUDAGE MAG
Il existe toute une palette de mélanges gazeux, du gaz binaire au quaternaire avec des compositions différentes et des teneurs plus au moins importantes. Il n’est pas toujours possible de préconiser un mélange précis pour une application selon un type de matériau. Il faut toutefois retenir qu’il n’existe pas de meilleurs ou de mauvais mélanges gazeux, et que l’utilisation d’un gaz de protection en soudage MAG dépend de nombreux facteurs qui permettent d’obtenir un résultat souhaité.
Au cours des dernières années, les exigences qu’impose le marché ont considérablement fait évoluer les types de mélanges gazeux appliqués au soudage MAG. Si par le passé on se contentait d’une protection gazeuse dioxyde de carbone pur, aujourd’hui les besoins s’expriment au regard de gaz plus sophistiqués dans l’objectif d’obtenir des gains de performances en terme de productivité et ou de qualité.
Argon/Oxygène
C’est le premier mélange gazeux appliqué au soudage des aciers au carbone.
À l'origine du procédé, il contenait une teneur de 2 à 5 % d’oxygène. Ce gaz de protection ne fut pas développé en raison du coût prohibitif de argon (gaz de base) Ce mélange permet d’obtenir un bain de fusion fluide et est favorable en soudage à plat. Les cordons de soudures sont plats, brillants et lisses.
En régime d’arc par pulvérisation axiale, la colonne d’arc représente une longue veine liquide et exerce une faible pression sur le bain de fusion. Arcal 22 reste le bon compromis d’une addition d’oxygène. Une teneur plus importante en oxygène donne un comportement de bain de fusion semblable et l’inconvénient de défauts de soudage :
• Il est possible d’augmenter fortement les vitesses de soudage, toutefois il existe le risque de porosités dans le cordon dû à un mauvais dégazage.
• Aspect du cordon très oxydé provoquant également une présence de soufflures si le fil fusible ne contient pas suffisamment d’éléments désoxydants.
• L’arc relativement étroit a tendance à faciliter des défauts de caniveaux.
Arcal 22 améliore l’environnement du soudeur car son utilisation limite les éléments des fumées de soudage.
Argon/Dioxyde de carbone
Atal fut le premier mélange de ce type développé en remplacement du dioxyde de carbone pour l’amélioration des résultats de soudage.
Polyvalent, il est possible de souder en toutes positions petite et forte épaisseurs. D’une composition forte en dioxyde de carbone, ce mélange n’est pas adapté pour le soudage en régime pulsé.
Caractérisé par les spécificités liées à la gamme Arcal, Atal 5 A est recommandé lorsque la compacité et les caractéristiques mécaniques constituent des critères prioritaires.
Arcal 12 permet le soudage en régime pulsé, principalement pour les fines épaisseurs sur les aciers inoxydables ou le soudage en position. Son faible taux de dioxyde de carbone limite les émissions de fumées.
Bien adapté pour différents régimes d’arc, Arcal 21 permet d’obtenir des caractéristiques de compacité, bonne maniabilité opératoire, et réduction des travaux de finition. Arcal 21 permet d’utiliser des réglages de faible tension et forte vitesse de fil pour obtenir des vitesses de soudage élevées et des taux de dépôts importants sans avoir recours à des mélanges spécifiques.
Argon/Dioxyde de carbone/Oxygène
C’est le compromis lorsque l’on veut bénéficier des avantages du dioxyde de carbone et de l’oxygène.
En règle générale, la teneur est faible pour chacun des constituants. Toutefois, ces mélanges bien adaptés en court circuit présentent quelques difficultés sur de plus fortes intensités. Le taux d’oxydation doit être pris en compte (% oxygène + 0,5 % dioxyde de carbone)
Arcal 14 a été conçu pour satisfaire les utilisations nécessitant un pouvoir d’oxydation faible tout en étant suffisant. Il en résulte une application dans de nombreux domaines en régime pulsé comme en courant lisse surNfaibles épaisseurs. Le faible taux d’oxydation permet un
excellent état de surface ainsi qu’une réduction des émissions de fumées.Très bonne compacité des cordons de soudure.
Argon/Dioxyde de carbone/Hydrogène
Ce mélange particulier est constitué d’une base inerte, d’un composant oxydant et d’une addition de gaz actif à caractéristique réducteur.
Comme tous les gaz MAG, la teneur en dioxyde de carbone doit stabiliser les racines cathodiques de l’arc.
L’addition d’hydrogène :
• réduit les oxydes pour bénéficier d’un meilleur aspect du cordon,
• augmente l’énergie de l’arc pour améliorer la vitesse de soudage et le profil du cordon.
Il faut noter que l’addition d’hydrogène présente quelques inconvénients comme le risque de porosités ou fragilisation. En MAG on n’utilise pas une teneur supérieure à 2 % pour éviter ce risque de défauts.
Ce type de mélange qui ne s’applique qu’aux aciers inoxydables austénitiques, n’élève pas d’une manière notable l’énergie de soudage, aussi les performances de l’arc restent sensiblement les mêmes. La présence d’hydrogène n’ayant qu’un rôle de gaz réducteur.
Mélanges avec addition d’hélium
Comme évoqué pour le soudage TIG, l’hélium gaz inerte, peut être utilisé pour obtenir un arc plus chaud.
On obtient un élargissement de l’axe central de l’arc et de fait un plus large bain de fusion. Il sera ainsi possible sur certaines applications ou l’hydrogène n’apporte pas toutes ses particularités, de compléter le mélange avec de l’hélium. Arcal 112 est un mélange quaternaire spécialement optimisé pour le soudage MAG des aciers inoxydables austénitiques. Sa teneur en hélium permet un bon mouillage et garantit de grandes performances.
Arcal 121, gaz ternaire (argon/Dioxyde de carbone/hélium) permet d’accroître les vitesses de soudage par rapport à un gaz standard. Utilisé pour
tous les régimes d’arc, sa teneur en hélium réduit les effluents nocifs des fumées de soudage.
L’hélium est également en addition dans les mélanges gazeux pour le soudage MAG des aciers non et faiblement alliés. Peu oxydant et très pénétrant,
Eloxal 35 s’applique aussi bien pour les fils fourrés que pour les fils pleins.
Il assure une bonne maniabilité du mode opératoire et une bonne compacité du joint soudé.
À noter également qu’en fonction de la teneur en hélium, il faudra réajuster le débit de gaz afin de compenser la faible densité de ce gaz.
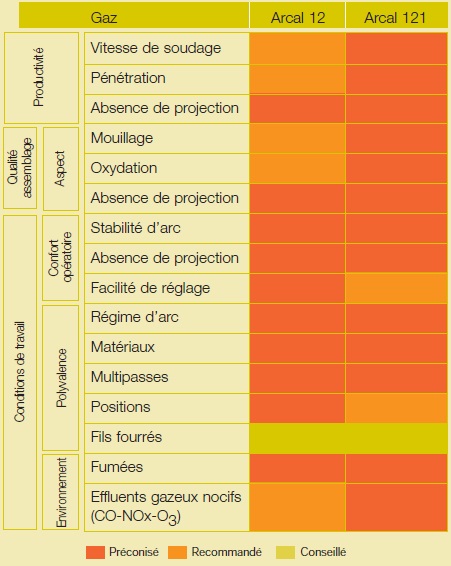
Choix du gaz pour les applications MAG des aciers inoxydables
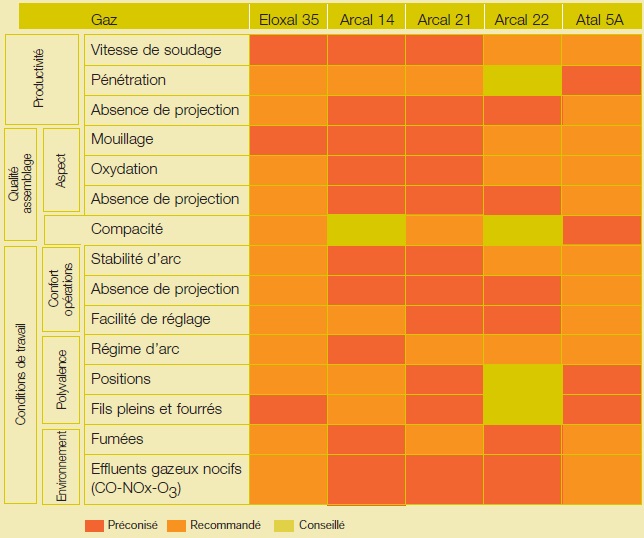
Choix du gaz pour les applications soudage MAG aciers non alliés et faiblement alliés
13 - Gaz de protection et matériaux en soudage MIG-MAG / 13
ALUMINIUM ET ALLIAGES
Un des problèmes majeurs du soudage de ces alliages est leur sensibilité à la formation de porosités.
Généralement Arcal 1 est le gaz le plus souvent préconisé.
Cependant, les particularités physiques de l’hélium ont favorisé l’utilisation des mélanges Arcal 31 à 37. Ces mélanges gazeux permettent de réduire le risque de collage du fait d’une augmentation du profil du cordon.
Aussi, par l’effet d’un bain de fusion plus chaud, et d’un meilleur dégazage, la formation de soufflures est considérablement réduite avec Arcal 37.
Bien que ces mélanges apportent une instabilité de l’arc, en fonction des applications, le choix d’un Arcal 31 à 37 permet également d’éviter une opération de préchauffage.
Pour le soudage des tôles minces, on utilisera un Arcal 31.
TITANE
C’est le soudage MIG qui est employé pour le titane, bien que ce matériau ne présente pas d’oxydes suffisants pour stabiliser la racine de l’arc. On n'utilisera pas un composant additionnel oxydant dans le gaz de protection afin d’éviter de fixer de l’oxygène qui aurait des conséquences nuisibles sur les caractéristiques mécaniques. On obtient donc un arc instable avec de nombreuses projections et soufflures.
C’est l’une des causes pour laquelle ce métal est souvent soudé en TIG.
Ce matériau très sensible à l’oxygène exige une protection gazeuse haute pureté type Arcal 1
ACIERS NON ET FAIBLEMENT ALLIÉS
L’utilisation d’un gaz inerte pour le soudage des aciers au carbone n’apporte pas de satisfaction.
L’arc est erratique et nécessite des paramètres assez hauts pour obtenir une pénétration, et généralement on relève une présence de caniveaux. Il faut donc stabiliser la racine de l’arc pour favoriser un transfert régulier des gouttes de métal dans l’arc.
Les gaz mis en oeuvre sont binaires ou ternaires. Les variantes de compositions chimiques de ces mélanges n'ont pratiquement pas d’influence sur la vitesse de fusion du fil et donc de la vitesse de soudage. En contrepartie, leurs influences sont significatives sur les caractéristiques de l’arc, le mode de transfert du métal, le comportement de bain de fusion et de fait le résultat de soudage.
Pour le soudage de tôles minces ou en position, les gaz dits « polyvalents » type Arcal 5 A permettent d’obtenir un court circuit régulier avec une bonne maniabilité.
Toutefois, il faut atteindre une intensité de 320 A avec un fil 1,2 pour obtenir un régime par pulvérisation axiale.
À partir de 200A et jusqu’à cette valeur apparaît le régime globulaire avec des projections engendrant des travaux de finition.
Arcal 14, gaz ternaire avec légère addition de dioxyde de carbone et d’oxygène permet d’obtenir un arc stable sur les mêmes applications en bénéficiant d’une amélioration de l’environnement du soudage (réduction des fumées de soudage). Ce type de produit est également utilisé pour le régime d’arc par pulvérisation et pulsé.
Pour des épaisseurs à partir de 5 mm, on cherchera l’emploi de gaz type Arcal 21 pour l’obtention d’un régime par pulvérisation axiale à
basse intensité – 240 A pour un fil 1,2.
À noter cependant que les gaz riches à base d’argon ont une plage de travail court circuit plus faible et de fait sont plus sensible au réglage de la tension avec une fréquence de gouttes plus basse d’où des gouttes plus grosses lors de leur transfert dans l’arc.
Eloxal 35 permet d’obtenir un mode opératoire similaire à Arcal 21 avec le profit de l’apport d’hélium dans le mélange. Ces mélanges permettent
d’améliorer les aspects de surface, et de limiter les formations de silicates.
La diminution du taux de projections réduit considérablement l’encrassement des buses, les travaux de parachèvement et favorise leur utilisation pour le soudage automatique et robotique.
ACIERS INOXYDABLES
Comme les aciers au carbone, il faut utiliser un mélange gazeux légèrement oxydant pour stabiliser la racine de l’arc. Il faut cependant veiller à ne pas avoir un taux d’oxydation trop fort pour ne pas oxyder la soudure.
À ce titre, il est préférable de prendre un Arcal 12 en raison d’un indice d’oxydation plus faible qu’un mélange contenant de l’oxygène type Arcal 22.
Il faut également prêter attention au fait de ne pas mettre en oeuvre un gaz contenant une teneur en dioxyde de carbone supérieure à 3 % car on risque une fixation de carbone dans le bain de fusion entraînant une carburation nuisible pour la tenue en corrosion, notamment sur les aciers de structure austénitique.
Les mélanges ternaires avec un apport d’hélium comme Arcal 121 permettent de réaliser le cordon de soudure avec un arc plus chaud. Ces gaz sont plus adaptés pour des assemblages de fortes épaisseurs et donnent un profil de cordon de meilleur aspect et de compacité.
On retiendra également qu’Arcal 121 est particulièrement bien adapté pour le soudage en court-circuit.
Un mélange à plus forte teneur en argon donne une colonne d’arc plus constrictée et donc plus adaptée pour une pulvérisation axiale.
Lorsque le matériau le permet grâce à sa caractéristique de gaz réducteur, un apport d’hydrogène en faible quantité améliore l’aspect du cordon. Arcal 112, gaz quaternaire permet de réunir les particularités et avantages de chacun des composants.
Pour le soudage des aciers austénoferritiques, on préconisera un mélange ternaire type Arcal 129 constitué d’une base d’argon avec une faible addition de gaz oxydant pour stabiliser l’arc ; un apport d’hélium pour favoriser un arc plus chaud ; et un apport d’azote pour abaisser le taux de ferrite et maintenir la structure du métal de base après soudage.
14 - Sécurité en soudage
Quel que soit le procédé de soudage à l’arc électrique sous protection gazeuse, l’environnement du poste de travail doit être pris en compte quant aux risques liés à sa mise en oeuvre. Il importe donc d’en informer les opérateurs.
Les principaux risques occasionnés sont :
• Le courant électrique
• L’émission du rayonnement de l’arc
• Les fumées de soudage
• Le bruit des ateliers
• Les pièces chaudes
Courant électrique
Les postes de soudage sont des sources de courant qui nécessitent certaines précautions d’emploi et exigent une maintenance assurant un matériel en bon état de fonctionnement.
Il faut s’assurer que l’installation et les câbles électriques, soient en bon état. Les mises à la terre des appareils doivent être réalisées au moyen de câbles de section au moins identiques aux câbles d’alimentation. Même si les tensions de soudage sont faibles, il est préconisé de porter des gants.
L’arc de soudage est une source de lumière très intense dont le spectre d’émission est étendu.
Il émet des rayonnements :
• Visibles qui provoquent éblouissement et fatigue visuelle
• Infra-rouges qui à terme peuvent engendrer des cataractes
• Ultra-violets qui conduisent à des érythèmes de la peau, véritables brûlures, et sur l’oeil provoquent des conjonctivites connues par le soudeur sous l’expression de « coup d’arc ».
Afin de se protéger contre ces rayonnements,le soudeur porte un masque ou casque appelé cagoule, muni d’un verre filtrant adapté à la puissance de l’arc.
En fonction de sa sensibilité à la luminosité, le soudeur peut également faire le choix d’un verre filtrant de qualité supérieure, le protégeant ainsi efficacement.
Dans certains cas, comme le soudage MIG des alliages légers, l’opérateur peut porter sous la cagoule, des lunettes avec oeillères afin d’arrêter les rayons ultra-violets rétro-diffusés.
Il faut tenir compte également des personnes travaillant à proximité des installations de soudage en fonctionnement. L’utilisation d’écrans appropriés permet de les protéger efficacement.
15 - Fumées de soudage
Elles sont constituées de :
• Particules d’oxydes métalliques dues à la vaporisation du métal dans l’arc, son oxydation et la condensation de ces vapeurs.
• Gaz de soudage principalement des gaz nitreux (Nox), engendrés par la température élevée de l’arc. Le rayonnement ultra-violet a pour origine une émission d’ozone (O3).
• Émission de CO due a la dissociation du dioxyde de carbone contenu dans le gaz de protection, sous l’effet de la chaleur.
Lors du soudage, ces fumées peuvent être inhalées.
Leur concentration doit être limitée sur le lieu de travail à 5 mg/m3 dans le cas où elles ne sont pas nocives.
Pour les éléments nocifs, il existe des éléments de référence donnés par la médecine du travail exprimé en :
- VME (valeur moyenne d’exposition pour une exposition de 8 heures)
- VLE (Valeur limite d’exposition pour une exposition de 15 minutes)
En soudage TIG, les fumées de soudage sont moins importantes qu’en soudage MIG/MAG. Elles ont pour origine la pollution gazeuse provoquée par la température de l’arc et les éventuels effets du rayonnement ultra-violet.
Le choix du gaz de soudage a un effet direct sur la réduction des fumées de soudage.
S’il est possible de limiter les émissions nocives par l’optimisation des paramètres et l’emploi d’un gaz ou mélange gazeux approprié, il ne faut pas pour autant négliger les protections habituelles :
- Une bonne ventilation générale des ateliers et des aspirations localisées est indispensable, sans perturber la protection gazeuse.
- En soudage MIG/MAG, une torche aspirante peut être utilisée.
- En soudage TIG et Plasma, lors du meulage des électrodes en tungstène, il est recommandé d’aspirer les poussières de meulage.
Pièces chaudes
La réalisation de cordons de soudure conduit à l’obtention de pièces/parties métalliques chaudes.
Il faut donc les manipuler avec prudence, notamment lors des travaux de finition du joint soudé.
Le port de gants adaptés, évite le risque de brûlures.
16 - Contact
CENTRE D’EXPERTISE EN PROCÉDÉS,INSTALLATIONS ET APPLICATIONS TECHNOLOGIES AVANCÉES SOUDAGE À L’ARC
13 rue d'Epluches
95 310 Saint Ouen L'Aumône
tél : 01 34 21 30 84
Fax : 01 34 21 30 83
17 - Lien de la source de cet article
Cet article technique est constitué à partir de la documentation technique et commerciale de la société AIR LIQUIDE
http://www.airliquide.com
18 - Quelques liens Internet utiles
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
20 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

