
Des expériences sur les poudres activantes d'oxydes métalliques ont montrées comment ce vieux procédé TIG de plusieurs décennies peut améliorer considérablement la pénétration du cordon et la vitesse de soudage.
1 - Présentation du procédé de soudage
Le TIG, un procédé d'assemblage développé il y a plusieurs décennies, a trouvé un créneau important entre les producteurs et les fabricants de tubes.
Initialement connu sous le nom de soudage héliarc, car le procédé de soudage reposait sur l'utilisation d'hélium pour protéger l'arc de la contamination par l'oxygène, le processus de base n'a pas beaucoup changé depuis sa création.
Il utilise un arc électrique entre une électrode de tungstène infusible (non consommable) et la pièce à souder pour produire un bain de fusion et il a besoin d'un gaz de protection à la torche pour protéger le bain de fusion de la contamination par l'oxygène de l'air ambiant.
2 - Evolution du procédé de soudage
Alors que le procédé est essentiellement le même, le matériel et les consommables ont été modernisés au fil des décennies.
Les unités de soudage en courant alternatif, les torches refroidies à l'eau, les formulations d'électrodes de tungstène alternatives et l'utilisation de l'argon pour protéger l'arc, seul ou en combinaison avec de l'hélium, ont contribué à améliorer le procédé de soudage.
Aussi connu sous le nom de soudage au gaz inerte avec électrode de tungstène (TIG), il est devenu un outil indispensable pour de nombreux fabricants dans des secteurs aussi variés que l'aéronautique, le nucléaire, la marine, de la pétrochimie et des semi-conducteurs.
La plupart des tubes en acier inoxydable austénitique sont soudés en TIG.
Une autre découverte pour le procédé TIG est celle qui utilise des poudres d'oxydes métalliques spécialisées pour augmenter la pénétration du bain de fusion.
Baptisé EWI DeepTIG [SUP]®[/SUP] , le procédé EWI utilise des formulations d'oxydes métalliques qui, appliquées à la surface des pièces à assembler, augmente considérablement la pénétration et par conséquent améliore la productivité du procédé. Le produit est également disponible sous forme de fil d'apport de soudage.
3 - Joints et soudures
L'utilisation du procédé EWI DeepTIG [SUP]®[/SUP] a été développé pour augmenter la pénétration de la soudure en TIG jusqu'à 300 pour cent.
Les avantages de cette augmentation de la pénétration du bain de fusion comprennent la réduction du temps de soudage et la simplification de la préparation du joint soudé.
Ce procédé réduit également la déformation de la pièce soudée, car il fournit une section transversale de soudure plus symétrique.
La formulation d'oxydes métalliques modifie le phénomène Marangoni dans le bain de fusion, qui est basé sur l'écoulement des fluides avec la tension de surface.
L'écoulement Marangoni modifié par les oxydes métalliques augmente la pénétration de la soudure, améliorant ainsi la qualité de la soudure.
Le produit a été testé intensivement par EWI.
Des tests répétés ont montré que les propriétés mécaniques, la soudabilité et la résistance à la corrosion ne sont pas altérées dans les matériaux testés.
Initialement, le produit n'était disponible que sous forme de poudre, qui se transforme en une bouillie quand un solvant à séchage rapide est ajouté (acétone).
La bouillie est appliquée manuellement à l'aide d'un pinceau à poils fins en une fine couche.
Une variante plus récente est disponible sous une forme semblable à un fil fourré à âme métallique, dans lequel les oxydes remplacent le métal, ce qui ouvre de nouvelles possibilités.
Le procédé de soudage avec poudres activantes a démontré avoir un impact positif sur de nombreuses caractéristiques de soudage.
[*]pénétration augmentée : L'augmentation de la pénétration de la soudure améliore la productivité et réduit le volume du joint de soudure.
[*]qualité de soudure : Le produit réduit la variation thermique de la pénétration de la soudure et réduit la déformation. Il favorise également l'affinage du grain dans certains alliages.
[*]Temps de soudage : Elle réduit le temps de soudage d'environ 50 pour cent dans la plupart des applications.
[*]coûts de fabrication : Parce que cela réduit l'apport de chaleur et le temps de soudage, il réduit l'intensité de soudage, les exigences du travail ainsi que les coûts de fabrication.
[*]Les coûts de préparation :. Dans de nombreuses applications, une pénétration complète peut être réalisée avec un joint bout à bout à bord droit, réduisant la préparation du joint et les coûts des métaux d'apport, l'apport de chaleur, la déformation et les temps de soudage.
4 - Applications en soudage TIG Auto OrbitalLe produit EWI DeepTIG [SUP]®[/SUP], initialement développé pour les tuyauteries à bord des navires, a utilisé des systèmes de soudage mécanisés et orbitaux pour souder les tubes bout à bout.
L'équipement de soudage utilisé pour souder en TIG avec DeepTIG est le même que celui utilisé pour le TIG conventionnel.
Le maintien d'une longueur d'arc électrique court (1,5 mm) est essentiel pour assurer une pénétration maximale pendant le soudage.
La longueur d'arc est la variable la plus critique dans la répétabilité des soudures à base de produits activants comme le DeepTIG c'est pour cela que l'utilisation du contrôle de tension automatique (AVC) et de l'utilisation d'équipement mécanisé est recommandé.
Le produit activant a été approuvé pour la marine, l'aérospatiale et les applications de l'énergie, telles que:
[*]Fabrication de tuyauterie pour navires de la Marine (porte-avions et destroyers) et les pétroliers commerciaux.
[*]La production de systèmes de chaudières.
[*]Fabrication de tubes duplex et superduplex pour les produits ombilicaux pour l'équipement pétrolier et gazier.
[*]Fabrication de tubes, pompes d'injection, panneaux de contrôle hydrauliques et de puits de pétrole (arbres de Noël)
[*]Fabrication de composants aéronautiques.
5 - Essais de soudage sur tubes
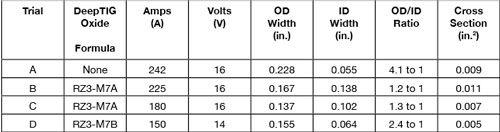
Ces tests ont été menés pour évaluer l'effet de l'ajout du produit sur les bords du joint de soudure.
Deux échantillons ont été utilisés (RZ3-M7A et RZ3-M7B).
Ceux-ci utilisent des solvants différents, mais ont la même composition d'oxydes métalliques.
Toutes les soudures ont été soudées en TIG sur 2.250 par 0.065-in.
Les tubes sont en acier inoxydable 304L
La vitesse de soudage est de 65 pouces par minute (IPM)
La composition du gaz de protection est de 95 pour cent d'argon avec 5 pour cent d'hélium.
La bouillie d'oxydes métalliques a été appliquée manuellement sur les bords du joint avec un pinceau.
Le courant de soudage et la tension de l'arc ont été modifiés selon les besoins au cours des essais
La vitesse de soudage et la composition du gaz de protection n'ont pas été modifiés.
Le produit activant modifie le bain de soudure et modifie considérablement le profil de soudage.
L'essai A original présente une forme en V
Les essais B et C présentent une forme rectangulaire
L'essais D est en partie en V et en partie rectangulaire.
L'inspection visuelle a été réalisée sur le diamètre externe et le diamètre interne du tube
Des sections transversales ont été découpées dans chaque essai
Différentes dimensions ont été mesurées, comme les largeurs et sections des soudures.
Les résultats montrent que le rapport Diamètre externe / Diamètre interne peut être adaptée en ajustant le courant de soudage.
Bien que le procédé de soudage de tubes en acier inoxydable avec poudres activantes est à ses balbutiements, les résultats indiquent qu'il est très prometteur.
L'étude démontre que des soudures acceptables peuvent être obtenues avec un courant électrique moindre, réduisant ainsi les coûts de l'énergie.
L'augmentation de la vitesse de soudage aurait des répercussions importantes, notamment en réduisant le coût de soudage jusqu'à 50 pour cent.
6 - Quelques liens Internet utiles
7 - Vos commentaires et réactions sur cet articleVous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
8 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
