
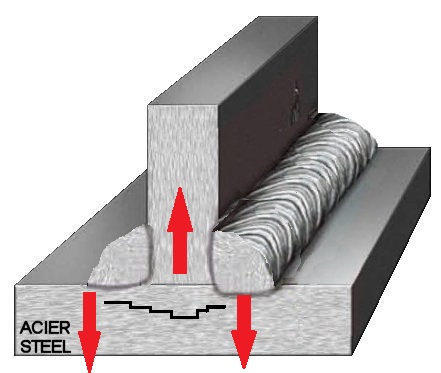
L'arrachement lamellaire est une décohésion qui peut se produire sous la peau de la soudure en particulier dans les tôles d'acier laminé assemblées par soudage, soumises à des forces de traction importantes dans le sens de l'épaisseur.
1 - Les causes de l'arrachement lamellaire
Les arrachements lamellaires sont produits sur des tôles d'aciers à grains fins d'épaisseur de 15 à 50 mm .
Ce type de défaut apparaît surtout sur des cordons d'angles et les soudures en Té avec des soudures à gorges importantes.
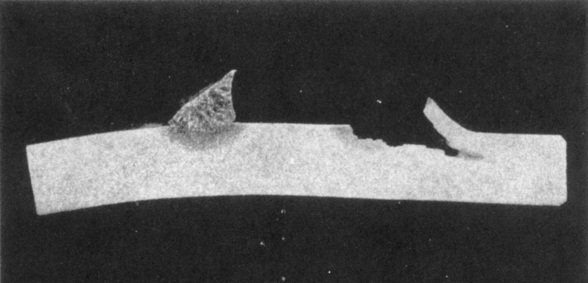
Les fissures peuvent apparaître au niveau des pieds de cordons et / ou de la racine de la soudure.
L'arrachement lamellaire est toujours associé à des concentrations élevées de forces de traction.
Le risque d'arrachement lamellaire augmente avec le niveau d'hydrogène du métal déposé.
La présence d'inclusions non métalliques allongées orientées parallèlement à la surface de la tôle provoque une déchirure transgranulaire avec un aspect en escalier ou en gradins.
Il est généralement reconnu qu'il y a trois conditions qui doivent être remplies pour que l'arrachement lamellaire se produise:
[*]Déformation transversale - les retraits portant sur les soudures doivent agir dans le sens court de l'épaisseur de la tôle support
[*]Orientation de la soudure - la limite de fusion sera plus ou moins parallèlement au plan des inclusions
[*]La sensibilité des matériaux - la tôle doit présenter une faible ductilité dans le sens travers de l'épaisseur
Ainsi, le risque d'arrachement lamellaire sera plus grand si les contraintes de traction sont générées sur la soudure dans le sens travers de l'épaisseur.
2 - Conception du joint pour réduire le risque d'arrachement lamellaire
Dans les joints bout à bout, il y a peu de risque d'arrachement lamellaire.
Il convient en premier lieu de rechercher une bonne conception des dispositions constructives : il faut éviter, dans la mesure du possible, les dispositions qui sollicitent fortement les tôles en traction perpendiculairement à leur surface.
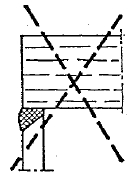
L'arrachement lamellaire se produit dans les soudures avec joints en Té soumises à des forces importantes de traction à travers l'épaisseur.
Dans les assemblages en Té ou en croix, les soudures à pleine pénétration seront particulièrement sensibles.
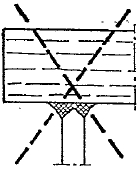
Les structures cruciformes augmentent considérablement le risque d'arrachement lamellaire.
Les figures ci-dessous donnent des exemples d'assemblages interdits en application de cette prescription lorsque l'une des pièces assemblées est susceptible d'arrachement lamellaire, le fibrage de cette pièce étant indiqué par des lignes parallèles et discontinues.
 |
 |
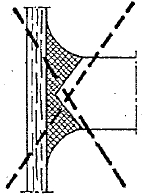 |
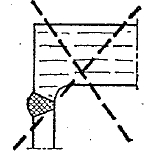 |
3 - Beurrage pour réduire le risque d'arrachement lamellaire
Il est, en tout cas, exigé que les efforts transmis à la tôle support par la soudure ne s'exercent pas sur un plan parallèle à son plan de laminage, à moins qu'elle bénéficie d'une garantie contre le risque d'arrachement lamellaire ou ait fait l'objet d'un beurrage ou rechargement correcteur préalable.
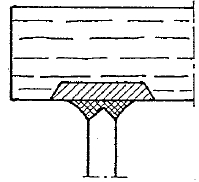
Le beurrage de la surface de la tôle sensible à l'arrachement lamellaire est largement utilisé.
Comme le montre l'exemple ci-dessous d'une soudure en Té à pleine pénétration, la couche de beurrage s'étendra de 15 à 25 mm au-delà de chaque pied de cordon de soudure et le beurrage fera environ 5 à 10 mm d'épaisseur.
Il est recommandé d'effectuer la soudure avec un métal d'apport ayant une limite d'élasticité si possible égale ou la plus proche de la limite d'élasticité minimum garantie sur le métal de base, pour absorber les déformations.
Bien entendu, la ductilité de ce métal d'apport doit être la plus élevée possible.
4 - Préchauffage pour réduire le risque d'arrachement lamellaire
Le préchauffage a un effet bénéfique sur l'arrachement lamellaire pour certains procédés de soudage en réduisant le niveau d'hydrogène diffusible du métal déposé.
Toutefois, un préchauffage excessif ou inadapté pourrait avoir un effet négatif en augmentant le niveau de contrainte produit par les déformations à travers la soudure lors du refroidissement.
Le préchauffage doit, par conséquent, être utilisé pour réduire le taux d'hydrogène, mais il doit être appliqué en sorte qu'il n'augmentera pas les tensions résiduelles de la soudure.
5 - Prévention sur le matériau de base pour réduire le risque d'arrachement lamellaire
L'arrachement lamellaire ne se rencontre qu'avec des tôles d'acier laminé et non des pièces forgées et moulées.
En ouvrage neuf il est fait recours à des aciers à caractéristiques de déformation améliorées dans le sens perpendiculaire à la surface, dits aciers Z en raison de la notation adoptée pour le taux de striction.
L'essai de traction dans le travers court de l'épaisseur doit être réalisé pour déterminer la susceptibilité à l'arrachement lamellaire des matériaux utilisés.
La valeur minimale de striction dans le sens de la direction du travers court doit être de 20%
Les tôles d'aciers doivent présenter simultanément une striction dans le sens de la direction du travers court de 35% minimum en moyenne avec 20% en minimum absolu, en même temps que des valeurs de 27J à -50°C pour l'essai Charpy V dans le sens travers.
Le taux d'impuretés en soufre et en inclusions non métalliques doit être le plus faible possible.
Il est possible aussi de contrôler par ultrasons, avant soudage, l'absence de délaminage ou d'inclusion dans la tôle à l'emplacement de la soudure.
6 - Choix d'un acier contre le risque d'arrachement lamellaire
Le tableau ci-dessous précise la classe d'acier recommandée en fonction du risque d'arrachement lamellaire.
| Risque d'arrachement lamellaire | Striction Z% Valeur minimale |
Striction Z% Valeur moyenne |
Classe de qualité de l'acier |
| RAL <= 10 (Risque très faible) | / | / | / |
| 10 < RAL <= 20 (Risque faible) | 10 | 15 | Z15 |
| 20 < RAL <= 30 (Risque faible) | 15 | 25 | Z25 |
| RAL > 30 (Risque fort) | 25 | 35 | Z35 |
7 - Conclusions pour réduire le risque d'arrachement lamellaire
[*]L'utilisation de matériaux de haute qualité avec de faibles niveaux d'impuretés
[*]L'utilisation de beurrage sur la tôle support
[*]L'utilisation de préchauffage à bon escient
[*]Prévoir des jeux de dilation entre les éléments horizontaux et verticaux
[*]Etude de la conception des joints soudés
[*]Minimiser la quantité de déformation et tensions internes sur le joint pendant le soudage
[*]Précautions à prendre sur l'hydrogène diffusible
8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
10 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal...

