
1 - Généralités
DÉNI DE RESPONSABILITÉ
Soudeurs.com n'est pas autorisé à donner des interprétations officielles des normes EN ISO.
Les opinions exprimées dans cet article technique sont celles des auteurs et ne reflètent pas la politique officielle ou la position de l'ISO, du CEN ou du BSI.
Cet article ne doit pas être considéré comme un substitut à la norme, qui doit être consultée lorsque son application est requise.
Soudeurs.com n'est pas responsable des dommages résultant du contenu de cet article.
Les normes EN ISO 15614 exigent un relevé des énergies de soudage mises en oeuvre lors de la réalisation d’une qualification de mode opératoire de soudage (QMOS), mais ne précisent pas le détail des méthodes à utiliser
Par conséquent, il peut y avoir un manque de cohérence entre les méthodes utilisées lors de la mesure des énergies de soudage pendant le soudage de l’assemblage de qualification, et celles utilisées pendant la fabrication
Les dernières évolutions technologiques des microprocesseurs et les systèmes de gestion de l’énergie électrique ont permis de développer des sources de courant de soudage et des systèmes de commande capables de générer des formes d’onde complexes.
Les pinces ampèremétriques type TRMS, ne peuvent plus être tenus pour fiables pour mesurer correctement l’énergie de soudage.
La détermination de l’apport de chaleur est basée sur un coefficient de rendement thermique, exprimé sans unité, ce qui n’est pas le cas de l’énergie électrique de l’arc
2 - Rappel de la formule de calcul de l'énergie de l'arc de soudage
Le calcul est basé sur l’intensité de soudage, la tension de l’arc ainsi que sur la vitesse de soudage
Cette formule est utilisée pour le calcul de l'énergie pour le soudage avec onde non contrôlée (exemple TIG DC courant lisse donc non pulsé).
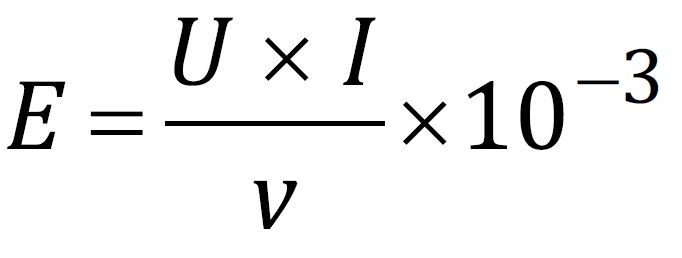
E est l'énergie nominale de soudage
U est la tension à l'arc, mesurée le plus près possible de l'arc, en Volt
I est le courant de soudage, en Ampère
v est la vitesse de soudage ou de déplacement en mm/s
Formule (1) - Méthode A de la norme ISO/TR 18491 : 2015
3 - Rappel de la formule de calcul avec l'énergie instantanée de l'arc de soudage
Le calcul est basé sur les mesures de l’énergie instantanée et de la longueur du cordon
La formule ci-dessous permet de déterminer l’énergie de l’arc sur la base de la mesure de l’énergie instantanée
Cette formule est utilisée pour le calcul de l'énergie pour le soudage avec onde non contrôlée (exemple TIG DC courant lisse donc non pulsé) et pour le soudage avec ondes contrôlées (exemple TIG AC ou MAG pulsé).
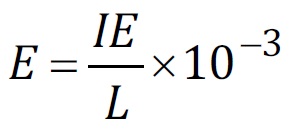
IE est l'énergie instantanée de soudage en Joules
L est la longueur du cordon
Formule (2) - Méthode B de la norme ISO/TR 18491 : 2015
4 - Rappel de la formule de calcul avec la puissance instantanée de l'arc de soudage
Le calcul est basé sur les mesures de la puissance instantanée et de la vitesse de soudage
La formule permet de déterminer l’énergie de l’arc sur la base de la mesure de la puissance instantanée.
Cette formule est utilisée pour le calcul de l'énergie pour le soudage avec onde non contrôlée (exemple TIG DC courant lisse donc non pulsé) et pour le soudage avec ondes contrôlées (exemple TIG AC ou MAG pulsé).
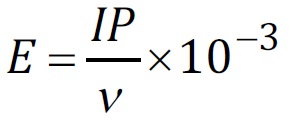
IP est la puissance instantanée de soudage en Joules / seconde
v est la vitesse de soudage ou de déplacement en mm/s
Formule (3) - Méthode C de la norme ISO/TR 18491 : 2015
Tous les procédés de soudage avec courant pulsé sont des procédés de soudage avec forme d’ondes contrôlées.
Les sources de courant de soudage vendues comme étant synergiques, programmables ou contrôlées par un microprocesseur permettent généralement le soudage avec forme d’onde contrôlée.
5 - Rappel de la formule de calcul de l'apport de chaleur selon EN 1011-1
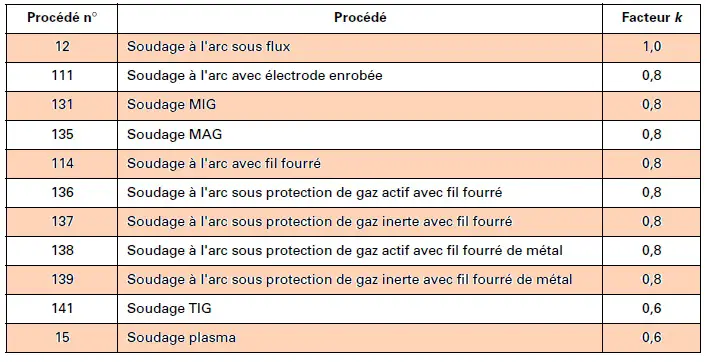
Cette formule fait référence à un paramètre k correspondant au rendement thermique du procédé de soudage,
c'est-à-dire à la proportion d’énergie de l’arc réellement transmise au matériau à souder.
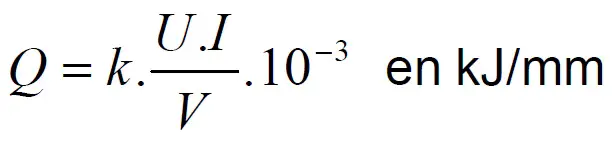
Q est l'énergie de soudage ;
k est le rendement thermique du procédé de soudage ;
U la tension à l'arc, mesurée le plus près possible de l'arc, en Volt
I est le courant de soudage, en Ampères
V est la vitesse de soudage ou de déplacement en mm/s.
 Exemple de calcul d'apport de chaleur :
Exemple de calcul d'apport de chaleur : Je soude en TIG / 141 avec une intensité de 90 ampères, une tension d'arc de 10,5 Volts et une vitesse d'avance de 7 cm par minute
Conversion de la vitesse de soudage :
V = 7 cm / min donne 1,166 mm / seconde
I = 90 ampères
U = 10,5 Volts
k = 0,6
Q = (((90 x 10,5) / 1,166) x 0,6) x 0,001 = 0,486 kJ / mm
6 - Matériels de mesure
6.1 - Pince ampèremétrique TRMS
| Le multimètre TRMS est l'outil indispensable pour le contrôleur et l'inspecteur en soudage. Il permet de contrôler l'intensité de soudage et la tension de soudage. Ce type de matériel électronique doit être vérifié et étalonné périodiquement. |
 |
| Le Wattmètre est l'outil indispensable pour le contrôleur, l'inspecteur en soudage et l'ingénieur soudeur. Il permet de contrôler en temps réel l'intensité de soudage et la tension de soudage à haute fréquence puis intègre le signal relevé pour donner la valeur vraie de la puissance instantanée ou de l'énergie instantanée. Ce type de matériel électronique doit être vérifié et étalonné périodiquement. |
 |
6.3 - Voltmètre
| Le voltmètre est l'outil indispensable pour le contrôleur et l'inspecteur en soudage. Il permet de contrôler la tension de soudage. Ce type de matériel électronique doit être vérifié et étalonné périodiquement. |
 |
| Le mètre ruban permet le contrôle de la longueur et largeur des tôles et des tubes soudés, le développé d'un tube, la vitesse de dévidage du fil électrode d'apport en soudage MIG / MAG |
 |
| Le réglet flexible permet le contrôle de la longueur soudée sur les tubes et les tôles. |
.jpg) |
| Le soudeur, le contrôleur et l'inspecteur utiliseront très régulièrement un chronomètre pour mesurer le temps nécessaire pour réaliser un cordon de soudure. Cette mesure de temps permettra de calculer l'énergie de soudage ou l'apport de chaleur. |
 |
Les avancées technologiques dans les microprocesseurs et les systèmes de gestion des courants permettent aux fabricants de machines de soudage de développer des générateurs de soudage qui génèrent des formes d’ondes de plus en plus complexes.
Ces ondes contrôlées présentent de nombreux avantages du point de vue de l’amélioration du soudage avec le procédé utilisé :
• contrôle du détachement des gouttes lors de la phase de transfert dans l’arc,
• amélioration de la pénétration,
• réduction des projections,
• limitation des énergies de soudage,
• augmentation des gammes d’épaisseur soudable avec un même procédé,
• amélioration du confort pour le soudeur,
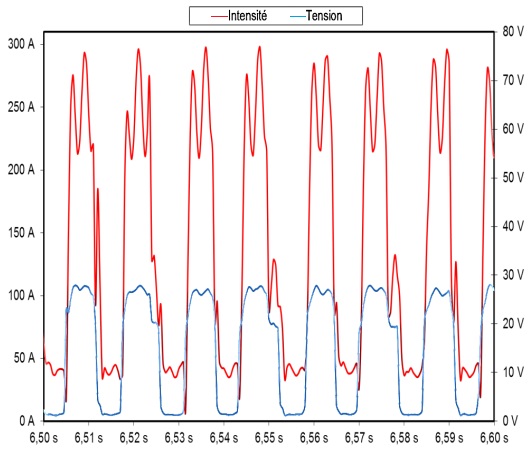
8 - Exemple de courbes d'ondes contrôlées
Voici un exemple d'enregistrement de courbes d'intensité et de tension d'un générateur en ondes contrôlées
9 - Méthode de calcul de l'apport de chaleur selon FD ISO/TR 18491
Trois méthodes peuvent être utilisées pour déterminer l’énergie de l’arc ou apport de chaleur :
— Méthode A: calcul basé sur l’intensité et la tension de l’arc ainsi que sur la vitesse de soudage [Formule (1)];
— Méthode B: calcul basé sur les mesures de l’énergie instantanée et la longueur du cordon [Formule (2)];
— Méthode C: calcul basé sur les mesures de la puissance instantanée et la vitesse de soudage [Formule (3)].
Soudage avec forme d’onde non contrôlée
| Méthodes de mesure utilisées pour l’assemblage de qualification | Domaine de validité en production |
| Soudage avec forme d’onde non contrôlée en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A |
— Soudage avec forme d’onde non contrôlée associé à une source de courantde soudage en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A — Soudage avec forme d’onde non contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée qui n’affiche pas la mesure de l’énergie ou de la puissance instantanée et utilisant des instruments de mesure externes affichant les mesures de la puissance ou de l’énergie instantanée et utilisant la méthode B ou C |
| Soudage avec forme d’onde non contrôlée en utilisant l’énergie ou la puissance instantanée et en appliquant la méthode B ou C |
— Soudage avec forme d’onde non contrôlée associé à une source de courant de soudage en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A — Soudage avec forme d’onde non contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée qui n’affiche pas la mesure de l’énergie ou de la puissance instantanée et utilisant des instruments de mesure externes affichant les mesures de la puissance ou de l’énergie instantanée et utilisant la méthode B ou C |
Soudage avec forme d’onde contrôlée
| Méthodes de mesure
utilisées pour l’assemblage de qualification |
Domaine de validité en production |
| Soudage avec forme d’onde contrôlée en utilisant l’énergie ou la puissance instantanée et en appliquant la méthode B ou C |
— Soudage avec forme d’onde non contrôlée associé à une source de courant de soudage en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A — Soudage avec forme d’onde non contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée qui n’affiche pas la mesure de l’énergie ou de la puissance instantanée et utilisant des instruments de mesure externes affichant les mesures de la puissance ou de l’énergie instantanée et utilisant la méthode B ou C |
| Soudage avec forme d’onde contrôlée en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A |
— Soudage avec forme d’onde non contrôlée associé à une source de courant de soudage en utilisant des voltmètres et des ampèremètres et en appliquant la méthode A — Soudage avec forme d’onde non contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée affichant la mesure de l’énergie ou de la puissance instantanée et en appliquant la méthode B ou C — Soudage avec forme d’onde contrôlée qui n’affiche pas la mesure de l’énergie ou de la puissance instantanée et utilisant des instruments de mesure externes affichant les mesures de la puissance ou de l’énergie instantanée et utilisant la méthode B ou C Il convient que le PV-QMOS soit joint en annexe et mentionne que l’apport de chaleur a été calculé en utilisant la puissance ou l’énergie instantanée. Le calcul peut être effectué en réalisant un simple cordon déposé avec les mêmes paramètres (mode ou programme, tension, courant, etc.) que ceux utilisés lors de la qualification du mode opératoire. En utilisant soit une source de courant de soudage, soit un instrument de mesure externe affichant l’énergie ou la puissance instantanée, l’énergie de l’arc électrique peut être calculée selon la méthode B ou C à partir des valeurs relevées. |
10 - Mesurage de l'intensité de soudage
Le plus important est d’utiliser toujours la même méthode de mesure et le même type d’appareil.
Il est conseillé d’utiliser pour réaliser ce mesurage une pince ampèremétrique TRMS pour du soudage sans onde contrôlée.
Dans le cas de soudage en courant alternatif ou pulsé, l’utilisation d’un wattmètre semble nécessaire,
Le courant de soudage doit être mesuré au moyen d’un shunt ou d’une pince ampèremétrique sur une section droite du câble de soudage.
Il est incorrect de mesurer l’intensité du courant sur un seul câble et de la multiplier par le nombre total de câbles, ou de combiner les câbles de raccordement à la masse et les câbles électriques dans une seule mesure.
11 - Mesurage de la tension de soudage
Le plus important est d’utiliser toujours la même méthode de mesure et le même type d’appareil.
Il est conseillé d’utiliser pour réaliser ce mesurage une pince ampèremétrique TRMS pour du soudage sans onde contrôlée.
Les valeurs de tension d'arc doivent être relevées au plus près de l’arc pour éviter que la mesure n’intègre la
chute de tension dans les câbles de soudage.
Il convient que le premier connecteur soit relié à la prise de masse placée sur la pièce.
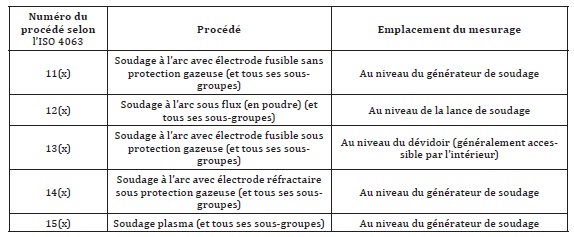
Le second connecteur est placé selon le procédé :
- au niveau du générateur de soudage pour les procédés 11, 14 et 15
- au niveau de la torche de soudage pour les procédés 12
- au niveau du dévidoir de fil pour les procédés 13
12 - Mesurage de l'énergie ou de la puissance instantanée de soudage
Dans le cas de soudage en courant alternatif ou pulsé, l’utilisation d’un wattmètre semble nécessaire,
Un wattmètre à haute fréquence d’acquisition donne une mesure plus juste.
Il convient d’utiliser une source de courant de soudage ou un instrument de mesure externe capable de calculer et d’afficher l’énergie ou la puissance instantanée.
Il convient que la vitesse et la fréquence d’échantillonnage et de calcul soit suffisante pour permettre d’enregistrer les changements de formes d’onde de soudage (généralement, une vitesse d’échantillonnage d’au moins 10 fois la fréquence de la forme d’onde est utilisée).
13 - Mesurage de la vitesse de soudage
Pour connaitre la méthodologie de mesurage de la vitesse de soudage ou vitesse d'avance, veuillez lire l'article technique ci-dessous disponible sur notre site :
Comment calculer la vitesse de soudage selon le fascicule FD ISO/TR 18491 ?14 - Quelques conseils à appliquer pour les mesures
[*]Il faut s'interdire de percer les câbles de soudage avec les sondes de mesure
[*]Le mesurage doit se faire le plus près de l'arc électrique
[*]Mettre sous tension les divers appareils et le générateur de soudage environ 30 minutes avant les mesures
[*]Veiller à positionner les appareils de mesure fonctionnant avec une sonde à effet hall au centre d’une portion rectiligne du circuit secondaire éloignée de champs magnétiques parasites
[*]Réaliser trois mesures pour chaque réglage sélectionné. Il faut veiller à ce que les mesures soient réalisées lorsque le régime d’arc est bien établi
[*]Si plusieurs prises de masse sont installées sur la pièce (ou le marbre), réaliser une mesure en englobant l’ensemble des câbles. Il ne faut en aucun cas mesurer l’intensité sur un seul câble et multiplier par le nombre de câble de masse
[*]Pour des mesures de courant faible, il est possible de faire passer le câble plusieurs fois dans la pince ampèremétrique. La valeur mesurée devra être divisée par le nombre d’enroulement.
[*]De relever les paramètres en valeurs efficaces vraies TRMS
[*]De consigner sur la QMOS que le relevé a été réalisé en valeur TRMS
[*]De préciser l’appareil de mesures utilisé (marque, modèle, réglages)
[*]De préciser le type et le modèle de générateur de soudage utilisé
[*]De préciser la fréquence du signal dans le cas du soudage en alternatif (si disponible)
[*]De conserver ce principe de mesure pour les assemblages découlant de la QMOS
[*]De consigner l’ensemble des réglages accessibles par l’opérateur (fréquence, balance, offset, …)
15 - Quelques liens Internet utiles
16 - Vos commentaires et réactions sur cet article
Vous avez la possibilité, en qualité de membre du site, d'apporter votre contribution, vos commentaires sur cet article technique en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Votre message sera vu et lu uniquement par les lecteurs de cet article.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
17 - Le site Soudeurs.com et le site Rocdacier se sont associés en mars 2018
Information de mars 2018
Le site Portail Soudeurs.com - Site Technique francophone de référence du soudeur et le site Accueil - RocdAcier s’associent pour améliorer leur visibilité respective et l’information technique soudage et chaudronnerie sur la toile francophone.
18 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

