
5 réponses -
Accéder à la dernière réponse
#1


ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Sujet : Question Posée Manque de fusion!!! Au secours...
Bonjour à tous,
Nous avons actuellement un problème répétitif (mais pas tout le temps) de manque de fusion sur un assemblage virole / plaque.
Matière: P295GH.
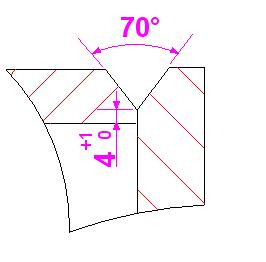
Voici la préparation les épaisseurs sont de 28 mm virole et plaque. Diamètre: 3150 mm.
Pointage au procédé 138 (fil fourré métallique).
Paramètres 2ème passe (121): 480A - 27V - 50cm/min
3ème passe (121): 580A - 29V - 50cm/min
Reprise envers (121): 615A - 31V - 40cm/min
Remplissage extérieur (121): 580A - 30V - 40cm/min
Métal d'apport: S3Si Flux: S.A.AB.1.67.AC.H5
Le manque de fusion se trouve au niveau du talon de 4mm, si quelqu'un à une idée je suis preneur!
Et s'il manque des infos je pourrais compléter.
Merci d'avance!

#2

fidaetsi En ligne le 22/07/2025 à 20:28 (10 messages sur soudeurs.com)
Bonjour,
Je pense que votre talon est relativement épais par rapport au fait qu'il n'y a pas de jeu...
Je pense qu'un talon de 2 mm vous allez pouvoir éviter le problème...
Si non, est ce que le manque de fusion que vous aviez eu est liée à la reprise d'envers... pour le procédé 121, je ne sais pas si votre position de soudage est bonne...
Peut être il vous faudrait changer de procédé de soudage pour votre reprise envers...
Bien amicalement
#3

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour ashoul09,
Vous n'indiquez pas de quel côté de votre assemblage vous commencez le soudage
Vous ne donnez pas les paramètres de la première passe de pénétration (si j'ai bien compris la question)
Vous ne précisez pas la hauteur du fil libre de départ en 121
Voici mon humble avis sur la question
Pour aller chercher le fond ou la racine de vos chanfreins sans jeu, il faut au moins 80° d'ouverture des chanfreins (2 x 40°)
Les 90° étant à mon avis la perfection (2 x 45°)
Ou préférez une préparation à double chanfrein ou en tulipe
La hauteur du talon doit être en rapport avec l'intensité de la première passe et de la passe de reprise envers.
4 mm de talon avec un angle de 80° me semble pas une erreur.
3 mm de talon avec un angle de 70° peut être suffisant pour soutenir la première passe
2 mm me semble dangereux car vous risquez de passer au travers selon le côté de la passe de pénétration .
Et je vous dis cela par expérience.
Avez vous un PV QMOS ou WPQR représentative ?
Cordialement,
#4
ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Alors l'assemblage commence par l'extérieur (3 passes) ensuite reprise intérieur, et finition. La première passe considéré est celle au fil fourré (250A - 28V - 30cm/min).
Stick-out 15-20mm. La QMOS couvrant cet assemblage est un assemblage bout à bout.
Nous avons eu que très très peu de problème sur ces assemblage jusqu'en ce début d'année. Depuis catastrophe et on ne comprend pas vraiment
Et des essais sur éprouvettes ne sont pas réalisables pour la reprise envers, et des essais destructifs sur pièce non plus!
Cordialement,
Ronan.
#5

frakie En ligne le 03/12/2025 à 16:15 (46 messages sur soudeurs.com)
Bonjour
Un truc tout simple pour régler ce problème : prévoir un talon bloqué plus important (5 à 6 mm) puis de l'autre coté, faire un meulage ou usinage pour éliminer le manque de fusion, puis contrôler l'absence de manque de fusion par magnéto ou ressuage avant la passe suivante.
C'est un contrôle interne, pas besoin de personnel certifié pour cela, un soudeur entrainé peut le réaliser, le contrôle final "officiel" étant fait par une personne certifiée.
Ces contrôles intermédiaires paraissent rajouter du temps à la fabrication mais en fait ils en font gagner beaucoup.
#6

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
se mettre légèrement en montant peut améliorer la pénétration
Sujets connexes les plus populaires
calcul d'un dmos de soudage avec procede 121
06/05/2006 10:45:28 - seblapointe17
Réponses : 2
Affichages : 7287
Affichages : 7287
seblapointe17
06/05/2006 13:15:18
soudage arc submergé
28/04/2005 05:15:13 - benoido
Réponses : 3
Affichages : 7388
Affichages : 7388
Admin dusweld1
28/04/2005 17:53:28
[Résolu] Polarité directe SAW
08/01/2008 20:02:21 - FreeStyleWelder
Réponses : 5
Affichages : 6940
Affichages : 6940
cacahouette01
16/04/2014 06:01:04
defaut procedé 121
01/12/2011 15:14:33 - tycroz29
Réponses : 2
Affichages : 2695
Affichages : 2695
bobléponge2
01/12/2011 17:28:38
soudures sur soyage
01/03/2007 08:44:53 - jeanraoul
Réponses : 3
Affichages : 7451
Affichages : 7451
jeanraoul
07/07/2010 21:41:39
Question Posée Soudage en automatique sous flux 121
15/11/2016 00:45:31 - fabrice breizh
Réponses : 2
Affichages : 815
Affichages : 815
khalil2121
29/04/2024 19:18:41
Question Posée methode de travail sur le soudage sous flux en poudre 121
01/09/2012 10:30:45 - verdon
Réponses : 1
Affichages : 1945
Affichages : 1945
Dominique ADMIN
01/09/2012 15:32:24
Question Posée Différence entre le FCAW-S & FCAW-GS
30/10/2015 15:05:02 - Desire
Réponses : 7
Affichages : 2180
Affichages : 2180
Dominique ADMIN
10/01/2016 19:02:00
fissuration transversales 121 fil fourré
13/04/2005 14:05:23 - vazquezr
Réponses : 8
Affichages : 7837
Affichages : 7837
komic
16/09/2008 07:44:45
Soudage à plat arc submergé sur acier 12mm
29/12/2006 16:16:51 - Anthony 57
Réponses : 5
Affichages : 5583
Affichages : 5583
Admin dusweld1
23/01/2007 16:51:30
Soudage sous flux.
07/09/2006 20:24:58 - Diable
Réponses : 2
Affichages : 4775
Affichages : 4775
Soudage sous flux solide
27/01/2010 06:56:36 - claudius111054
Réponses : 2
Affichages : 3503
Affichages : 3503
claudius111054
29/01/2010 13:24:17
Question Posée Granulométrie du flux en poudre après recyclage
10/07/2013 09:35:06 - ashoul09
Réponses : 4
Affichages : 1544
Affichages : 1544
ashoul09
12/07/2013 05:37:55
Arc submergé avec céramique sur virolle
25/02/2009 10:04:06 - Denis13
Réponses : 5
Affichages : 3315
Affichages : 3315
Admin dusweld1
08/03/2009 08:18:21
Courdon Congé en soudage de PRS
09/02/2009 19:13:25 - wacawi1980
Réponses : 2
Affichages : 4023
Affichages : 4023
wacawi1980
11/02/2009 12:13:52
soudage sous flux bifil ou tandem
13/12/2007 19:03:14 - grosje
Réponses : 1
Affichages : 3621
Affichages : 3621
Admin dusweld1
25/12/2007 09:58:50
documentation soudage à arc sous flux solide
18/10/2004 13:53:00 - jaja
Réponses : 1
Affichages : 4858
Affichages : 4858
Admin dusweld1
18/10/2004 16:02:58
Question Posée Procédé 125
07/01/2014 13:04:48 - ashoul09
Réponses : 0
Affichages : 1221
Affichages : 1221
ashoul09
07/01/2014 13:04:48
Caractéristques des générateurs et type de courant ?
26/06/2009 13:20:33 - ddlagratouille
Réponses : 2
Affichages : 3057
Affichages : 3057
ddlagratouille
01/07/2009 16:45:13
soudure d'angle sur épaisseur 100mm inox
07/10/2006 19:43:19 - jeanraoul
Réponses : 4
Affichages : 5780
Affichages : 5780
Admin dusweld1
12/10/2006 04:10:10