
13 réponses -
Accéder à la dernière réponse
#1

mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
Sujet : Question Posée choix gaz tig/mig alu ,quel % de He N ,quel interet d avoir du N
Bonjour
1er je pars sur un poste pulsé ,pas de types de soudures répétitives je cherche une solution passe partout 2mm à 15mm
après avoir passé des heures de lecture et de contact fournisseur et de recherche web
je ne sais plus quoi penser ( trop d 'info dans ma tête)
si je suis sur que l’apport d’Hélium dans le mélange est un plus pour la montée en température ,les % proposés par les gaziers sont différents
de plus on a affaire à des B50 donc contrat et manipulation difficile et elle va mettre un moment à se vider
si j avais trouvé une moyenne bouteille j’aurais fait des essais
le plus courant ( plusieurs fournisseurs)70/30 ar/he déjà chaud pour du 2mm
messer he15N que vient faire l azote et sera t il plus ou moins chaud que le He30 ou l'arcal 32
AL arcal 32 20%He forcement moins chaud que le 70/30 mais par rapport au He15N?
air product 70/30 possède sur sont site des 2.71m3 mais ne les distribue pâs
dans mon entourage je n ai pas eu de retour ,ils soudent a l AR pur mais en non pulsé avec des" résultats à la grosse "et quand ça doit être beau ils le font au tig
merci

#2

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
un 70/30 rend déjà les amorçages plus difficiles en TIG dont un 20% He serait plus passe partout;A part cela il y a la question du coût , les mélanges argon hélium en principe on les réserves que pour des fabrications exceptionnelles
#3
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
bonjour tungstene
chez AL c'est presque le même prix Ar pur OU arcal32 en B50 indus
en regardant chez AL quand il y a argon helium et N c'est pour le tig des inox spéciaux duplex etc
en plus comme ça permet d aller plus vite ça revient moins cher même si ce n est pas le critère principal
#4
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
bonjour tungstene
chez AL c'est presque le même prix Ar pur OU arcal32 en B50 indus
en regardant chez AL quand il y a argon helium et N c'est pour le tig des inox spéciaux duplex etc
en plus comme ça permet d aller plus vite ça revient moins cher même si ce n est pas le critère principal
Brochure Soudage sous protection gazeuse
#5
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
pour le prix c est kif kif chez al il y a aussi l arcal 31 à 5% de He
pour messer j ai tableau avec un mélange avec N dedié alu mais pas de détail 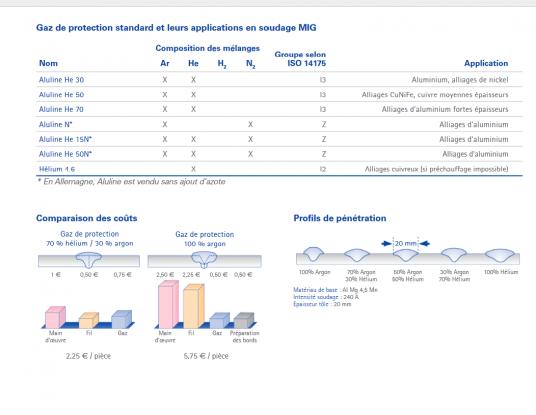
#6
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je ne suis pas certain que vous ayez tout pigé côté gaz. A la louche en TIG l'argon ça fait tout, mais en MIG c'est une toute autre affaire , argon pour l'alu, argon à 12 % de Co2 pour l'acier, et argon à 2 % de Co2 pour l'inox , l'ajout d'hélium à l'argon ne vous donnera pas une solution universelle hélas
#7
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
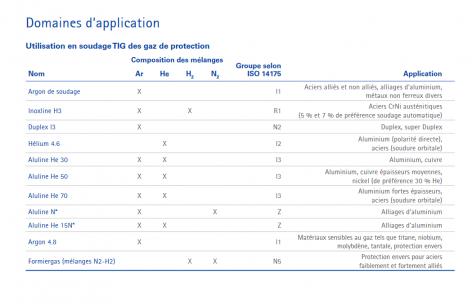
pour les usages standard pas de souci j ai de l argon pour le TIG et l argon co2 18% pour l acier MAG et de l azote pour chambrer ça c'est facile
la ou on y perd son latin c est quand on essaye de comprendre les gammes de gaz technique des principaux gazier
le gaz le plus adapté pour l alu MIG mais il passe aussi en TIG c'est un mix argon/hélium avec des % très variable et un ajout d azote sur certain mélange Messer dont on ne sait à quoi il sert
comme je n ai pas d épaisseur type je préfère un mélange moi riche en hélium d’où mon intérêt pour le mélange à 15% Messer(celui qui comporte un peu d azote)
#8
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
je bossais avant dans une grosse boite , pour le gaz on avait un évaporateur et l'argon nous était livré en cryogénique , pour le reste on tournait avec des bouteilles , 80 % de la production c'était pour de l'alu en TIG et en MIG, quant aux mélange Messer avec de l'azote à mon avis l'idée est de vendre des gaz moins cher, mais au détriment de quoi ? A mon avis cela craint
#9


Tharkey En ligne le 27/10/2025 à 21:10 (613 messages sur soudeurs.com)
Une réponse de Messer a propos de l'ajout d'azote dans son mélange ternaire
Messer | Soudage MIG/TIG d'aluminium
#10
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
merci Tharkey je joins les quelques lignes citées
En complément de l'utilisation de l'argon ainsi que des mélanges argon-hélium, une autre solution a été développée, à savoir un gaz de protection sous forme de mélanges à deux et trois constituants : Aluline N et Aluline HeN.
L'ajout d'azote dans l'Aluline N stabilise, concentre l'arc électrique et améliore la pénétration. Il diminue également le taux de porosité en zone fondue.
reste à savoir quelle en l efficacité sur le terrain
#11
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
vous faites comme vous voulez, mais sans y mettre aucune ironie , étant donné la nature de vos questions , et parce que je me doute que vous n'êtes pas STX et donc que les soudures chez vous ne doivent pas faire des km par jour , j'ai du mal a trouver valable comme argument une augmentation de la vitesse de soudage grâce à l'emploi d'un mélange argon hélium pour vos productions, même si ce gain est est avéré . Ces mélanges ont des avantages du point de vue du soudage, mais le surcoût du point de vue de la rentabilité ne font à mon avis pas le poids. Si votre activité est vraiment importante les gaziers seront très heureux de vous envoyer des techniciens, pour déterminer en fonction de vos productions ce qui pour vous serait le plus adapté, le plus souvent les solutions vont vers la robotique il y a là bien plus à gagner qu'avec des choix de gaz hypothétiques
#12
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
effectivement la soudure n est pas mon activité principale ,et jusque la je ne soudais pas au mig alu d'ou quelques interrogations
dans un autre post je parlais de prendre un mig plus puissant 350A ,si je m oriente vers un onduleur je le prendrais pulsé et la tan qu' a faire autant prendre le gaz qui va bien
ce ne sont pas les 10 euros d écart sur le prix de la b50 qui vont changer l affaire ,ce qui coute c est la consigne en location
la difficulté est surtout de trouver les bons renseignements ,souvent les revendeurs ne connaissent même pas leur gamme ou alors ils argumentent pour te vendre le truc qu ils ont en stock
dans le même style j avais cherché un métal d apport pour souder du 25cd4s sur du S355 ,j ai appelé 4 fournisseurs j ai eu 4 réponses différentes ,moi aussi je peux être revendeur en catégorie acier inox je ne stock que de la 312 avec ça tu soudes tout sur tout(raisonnement par l absurde)
#13
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
effectivement, et le problème est le même pour le gaz, si vous êtes le seul du coin a utilisé du mélange argon hélium il n'est pas du tout évident que le concessionnaire de votre gazier ait envi d'en avoir en permanence pour assurer vos rotations de bouteille si vous n'êtes pas un gros consommateur. Dans les étrangetés, par exemple AL qui est une boite française, ne distribue sa gamme Albee qu'en Belgique mais pas en France et c'est dommage car le coût de la recharge d'une Albee Weld Argon 4.1 m3 gonflée à 300 bar n'est que de 78€65 ( je paye chez Linde 94€ la 2.3m2 gonflée à 200 bar)
http://albee-webshop.airliquide.com/AW2_Refil_cylinder
#14
mecanix En ligne le 29/05/2026 à 08:06 (2106 messages sur soudeurs.com)
j avais vu les al bee ,de toute façon ne te fais d'illusion si c'est distribué en france ce sera plus cher
j'ai à 10 km de chez moi un dépot airliquide belge qui a interdiction de reprendre les bouteilles françaises c'est dommage le gaz y est moins cher
sinon ce n est pas si étrange car le marché est différent en Belgique ;les 4m3 sont en vente chez certain gaziers ça fait plus de 20 ans que j ai de l ar co2 GASCO il y a bien longtemps que j ai amorti l achat et je peux revendre ma bouteille
malheureusement ils ne font plus les gaz spécieux depuis une manœuvre de rapprochement avec un autre gazier
Sujets connexes les plus populaires
Question Posée Prix de recharge bouteille Argon/CO2 ?
18/02/2018 11:14:28 - SiD11
Réponses : 19
Affichages : 10610
Affichages : 10610
Information Les dimensions et les volumes des bouteilles de gaz de soudage
18/08/2007 12:25:10 - Admin dusweld1
Réponses : 28
Affichages : 108854
Affichages : 108854

julientoulouse
07/07/2024 14:54:26
Comment se procurer de l'argon ?
12/03/2006 07:34:23 - marco5
Réponses : 35
Affichages : 145668
Affichages : 145668
Question Posée Bouteille Argon polonaise Ebay pour soudure TIG
18/03/2018 12:06:22 - jaune
Réponses : 38
Affichages : 12122
Affichages : 12122
Question Posée Tarif du gaz air liquide "ARGON"
18/10/2012 20:12:03 - pimonlegrand
Réponses : 62
Affichages : 78989
Affichages : 78989
metalicboy
06/04/2016 22:23:04
Question Posée Bouteille argon Linde 4,3 m3 : contrat/dépôt garantie/location...
23/05/2015 11:51:36 - Acipenser Sturio
Réponses : 32
Affichages : 21364
Affichages : 21364
locouarn
14/02/2018 09:25:22
Question Posée Bouteille gaz argon pur , peut-on la recharger argon + co2
23/07/2018 18:36:36 - petiflamand
Réponses : 13
Affichages : 2819
Affichages : 2819
Les contrats de gaz ne sont pas adaptés pour les amateurs
10/08/2013 07:33:52 - tracjag
Réponses : 3
Affichages : 26163
Affichages : 26163
Quel gaz pour soudage TIG
28/02/2005 15:40:02 - Matrix.71
Réponses : 8
Affichages : 21596
Affichages : 21596
locouarn
05/02/2020 13:40:42
Information Enfin trouver bouteille de gaz grand volume sans contrat
26/05/2017 05:58:00 - SYLVAIN81
Réponses : 7
Affichages : 3582
Affichages : 3582
marco29
29/05/2017 19:37:07
Information L'argon, produit de luxe pour un particulier ?
20/02/2018 11:01:41 - locouarn
Réponses : 70
Affichages : 10128
Affichages : 10128
shocker
19/11/2020 16:07:03
Question Posée Remplissage/remplacement bouteille oxygène
04/05/2018 07:50:24 - petitours
Réponses : 8
Affichages : 1675
Affichages : 1675
shocker
24/11/2020 13:18:11
Question Posée QUEL GAZ ?? AIR LIQUIDE ATAL ou LINDE MISON 8 ou.....
27/02/2013 13:53:58 - LIODUNORD
Réponses : 7
Affichages : 30322
Affichages : 30322
jockop72
13/11/2013 15:57:57
Information Une bonne nouvelle fraîche pour le prix du gaz de soudage ARGON PRIME
17/01/2019 12:11:45 - Yann
Réponses : 17
Affichages : 1478
Affichages : 1478
Leo67000
27/01/2020 14:44:18
Demande d’aide Bouteille de gaz argon pur 1m3 Leroy Merlin
29/01/2019 11:28:44 - gues42
Réponses : 12
Affichages : 1349
Affichages : 1349
gues42
31/01/2019 06:44:36
Question Posée transvaser de l'argon d'une bouteille à une autre !!!
24/10/2012 15:22:40 - barberousse
Réponses : 46
Affichages : 34548
Affichages : 34548
Dominique ADMIN
28/12/2013 09:42:48
soudure acier mig avec argon pur est ce possible?
29/05/2010 19:50:02 - quadr12
Réponses : 25
Affichages : 38827
Affichages : 38827
schmoless
27/08/2011 23:22:46
estimation consommation argon tig
29/04/2010 13:33:15 - pirouetteol
Réponses : 4
Affichages : 15166
Affichages : 15166
vercety
23/06/2016 05:17:45
Question Posée choix d'un mano détendeur débitmètre gaz argon
07/02/2015 11:31:21 - pistol
Réponses : 44
Affichages : 12245
Affichages : 12245
benoit95
18/11/2018 08:57:41
Gaz sans contrat de location Belgique et Nord de la France
06/04/2010 21:18:10 - cantause
Réponses : 4
Affichages : 15666
Affichages : 15666
