
62 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Question Posée Fabriquer son vireur/positionneur de soudure ?
Bonsoir à tous !
J'ai pour projet de me lancer dans la fabrication d'un vireur positionneur "fait maison" pour souder des petites pièces cylindriques.
Le but est de faire ça au prix le plus bas possible, avec des chutes de matière récupérées a droite a gauche, tout en ayant un système fonctionnel et fiable.
j'ai récupéré un "mini" mandrin 3 mors d'une ancienne graveuse de pièces, je peux prendre jusqu'à 80 mm de diamètre par l'intérieur donc suffisant pour mon usage, il est petit et donc pas trop lourd.
J'ai pensé a le motoriser à l'aide d'un moteur d'essuie glaces 12v (pour l'instant) en faisant varier sa vitesse par potentiomètre, la transmission se fera par un axe de liaison assez simple avec les perçages pour le fixer le mandrin au bout, que je peut faire usiner au boulot ;)
Le tout serait bien-sur fixé sur une base solide et bien plane.
J'ai en parallèle le projet de faire un statif pour y fixer ma torche (j'ai déjà récupéré une partie du matériel pour le faire).
Bref j'adore bricoler et j'ai ce petit projet qui tourne dans ma tête, et j'en appelle donc aux membres du forum !
Y en a t'il parmi vous qui ont déjà fabriqué leur vireur/positionneur :confused:
Avez vous des astuces, des conseils ?
:cool:

#2


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Kev69 ,
Vous vous attaquez à un important projet...
Et je ne crois pas que vous trouverez un membre sur ce site ayant réalisé ce même projet (un peu fou)
N'oubliez pas qu'il faut penser à une régulation de vitesse adaptée à vos besoins (en tours / minute)
Il faut aussi dimensionner correctement la carcasse du matériel pour accepter certains bras de levier.
Il existe sur le site deux articles sur les vireurs et les positionneurs
Que faut-il savoir au sujet des vireurs et des positionneurs de soudage ?Comment automatiser un procédé de soudage ?
Si vous créez un dossier de fabrication avec plans et photos, je suis à votre disposition pour l'afficher sur ce site spécialisé.
Bonne continuation dans votre projet.
Cordialement,
#3
Invité
Bonjour,
J'ai fabriqué aussi il y a tres longtemps un appareil similaire qui fonctionne d'ailleur toujours !
en fait, moi c'était pour decouper des disques au chalumeau oxy-acethylene.
Avec ce dispositif j'ai coupé des épaisseurs de 3 m/m a 50 m/m et des diamètres de 50 m/m jusqu'à 800 m/m avec une finition magnifique, je m'en sert meme des fois pour percer des trous au chalumeau dans des pièces pas trop encombrantes. (il suffit juste de percer au foret un trou d'environ 4 m/m pour le depart de la coupe)
mon appareil comporte juste un plateau horizontal d'environ 500 m/m de diamètre avec des cales en cuivre pour soutenir la pièce a découper.
Ce plateau est monté sur un gros palier ( genre palier de scie circulaire, mais assez éloigné pour la chaleur)
L'entrainement réglable est assuré par un ancien mécanisme qui était monté sur un chalumeau sur rail qui servait a couper des toles longues sur chantier, reglage fin assuré par un vulgaire rhéostat a bobine et commande par pédale au pieds.
Pour augmenter l'amplitude de la gamme de vitesses, j'ai ajouté une cascade de 4 pignons a chaine étagés.
J'envisage meme de supprimer l'entrainement electrique pour le remplacer par un moteur pneumatique.
a votre disposition pour de plus amples renseignements :)
Bernard
#4


Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
@kev69 ; j'ai juste une seule chose à vous dire : ATTENTION au retour de masse pour votre soudure.
Il ne faut surtout pas se dire que le fait de mettre la pince de masse sur le chassis de votre vireur va convenir.
Dans le meilleur des cas le courant ne passerait pas car la graisse qui enveloppe vos axes de rotation va l'en empêcher.
Dans le pire des cas (cela nous était arrivé en utilisant un petit tour à métaux comme vireur certes pour du soudage TIG et la HF était en cause surement) vous allez faire de la soudure entre les axes et les paliers.
A mon avis il vous faut faire un collecteur de courant avec balais en graphite ; tout comme pour un moteur universel sauf que le collecteur n'est pas constitué de lamelles.
Sur de très gros moteurs asynchrones fonctionnant directement sur le secteur on trouve des collecteurs du type qu'il vous faut car ces moteurs sont à rotor bobiné et il faut amener le courant à ce rotor tout comme sur un alternateur de voiture on a deux bagues pour amener le courant au rotor.
Au niveau réglage de vitesse il faut se souvenir que diminuer la tension d'alimentation d'un moteur diminue effectivement sa vitesse mais en même temps le couple d'entrainement s'écroule.
Pour bien faire il faut une régulation de vitesse comme sur certaines perceuses/visseuses.
On garde du couple à basse vitesse.
Bref, comme a dit Dominique, un bricolo vite fait en matière de vireur risque de réserver des surprises.
Ceci dit c'est comme tout si on a les compétences et les moyens pourquoi pas ??????
Avoir aussi à l'esprit que le cordon de soudage à l'arc "avance" à une vitesse déterminée par un ensemble de paramètres.
Cette vitesse peut s'exprimer par exemple en centimètres par minute.
Si l'avancement du cordon est maintenant assuré par la rotation des pièces la vitesse de rotation devra tenir compte du diamètre sur lequel est fait le cordon donc plus le diamètre augmente plus il faut tourner lentement.
En bref une grande plage de réglage de la vitesse de rotation est à prévoir
Cordialement
Yann
#5
Invité
Ah oui, tout a fait d'accord avec Yann, si la masse de la soudure traverse les roulements, c'est la catastrophe, il faut absolument un collecteur qui résiste a l'intensité appliquée pour la soudure
#6
Tout dépend de l'usage que tu vas en faire. Pour un emploi très ponctuel et peu fréquent tu peux disposer une tresse de cuivre à l'intérieur d'un tube qui sert d'axe au mandrin ou plateau de soudage et réaliser des butées de sorte que la rotation du vireur ne puisse dépasser 1 tour et demi ou deux tours. Evidemment après chaque soudure il faut faire tourner le vireur à l'envers. Le retour de masse passe alors par la tresse.
Yann
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par iznogood59
Ah oui, tout a fait d'accord avec Yann, si la masse de la soudure traverse les roulements, c'est la catastrophe, il faut absolument un collecteur qui résiste a l'intensité appliquée pour la soudure
Tout dépend de l'usage que tu vas en faire. Pour un emploi très ponctuel et peu fréquent tu peux disposer une tresse de cuivre à l'intérieur d'un tube qui sert d'axe au mandrin ou plateau de soudage et réaliser des butées de sorte que la rotation du vireur ne puisse dépasser 1 tour et demi ou deux tours. Evidemment après chaque soudure il faut faire tourner le vireur à l'envers. Le retour de masse passe alors par la tresse.
Yann
#7
Invité
Ah, il y a quelques réponses ça fait plaisir !
Oui Yann vous avez bien fait de soulever le problème de la masse, ca ne m'avais pas inquiété plus que ça au premier abord ! Le vireur sera utilisé pour du soudage TIG.
Vous conseillez de placer un collecteur de courant, mais pouvez vous développer? Merci !
#8


Bonsoir,
attention également si vous faite une variation de vitesse électronique ça ne fait pas très bon ménage avec la HF des TIG.
christwin En ligne le 20/02/2026 à 13:44 (599 messages sur soudeurs.com)
Envoyé par Kev69
Ah, il y a quelques réponses ça fait plaisir !
Oui Yann vous avez bien fait de soulever le problème de la masse, ça ne m'avais pas inquiété plus que ça au premier abord ! Le vireur sera utilisé pour du soudage TIG.
Vous conseillez de placer un collecteur de courant, mais pouvez vous développer? Merci !
Bonsoir,
attention également si vous faite une variation de vitesse électronique ça ne fait pas très bon ménage avec la HF des TIG.
#9
Invité
La variation se ferait avec un potentiomètre classique, mais je ne vois pas pourquoi la HF poserait problème car je déclencherais la rotation une fois le bain de fusion formé, après environ 2-3 sec de montée de courant et donc après l'amorçage, la hf ne sera plus en fonction a ce moment la.
#10
Bonsoir,
Si vous voulez que l'on développe il faut nous donner tous les éléments en votre possession d'un coup et non pas au compte gouttes.
En particulier voulez-vous faire un vireur que vous utiliserez souvent et pendant des durées longues ?????
Quelle plage d'intensités de soudage ???
Bon il s'agit de TIG donc ma remarque sur le retour de masse est particulièrement pertinente car la HF se balade d'autant plus que le chemin est tortueux : un retour de masse sérieux est une priorité.
Un potentiomètre pour régler la vitesse ?????
Dans ma jeunesse la machine à coudre de ma mère avait un potentiomètre pour régler la vitesse du moteur mais il chauffait bien le pied de la couturière aussi.
Non de nos jours on utilise d'autres techniques même si l'action se porte sur un potentiomètre mais il y a des transistors derrière.
Pour bien faire il vous faut une commande au pied et ça déjà il faut la faire.
A mon avis, faire varier la vitesse de votre moteur , c'est la première chose à régler.
On ne sait pas quelles sont vos compétences et vos moyens financiers.
Parce qu'il y a aussi un autre type de moteur qui mérite toute l'attention ; c'est les moteurs pas à pas mais là aussi il faut dominer le sujet.
Dominique vous l'a dit ; un vireur ce n'est pas un gadget.
D'ailleurs le prix des produits de l'industrie sont éloquents même si la dimension du votre est nettement plus petite.
Cordialement
Yann
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par Kev69
Ah, il y a quelques réponses ça fait plaisir !
Oui Yann vous avez bien fait de soulever le problème de la masse, ca ne m'avais pas inquiété plus que ça au premier abord ! Le vireur sera utilisé pour du soudage TIG.
Vous conseillez de placer un collecteur de courant, mais pouvez vous développer? Merci !
Bonsoir,
Si vous voulez que l'on développe il faut nous donner tous les éléments en votre possession d'un coup et non pas au compte gouttes.
En particulier voulez-vous faire un vireur que vous utiliserez souvent et pendant des durées longues ?????
Quelle plage d'intensités de soudage ???
Bon il s'agit de TIG donc ma remarque sur le retour de masse est particulièrement pertinente car la HF se balade d'autant plus que le chemin est tortueux : un retour de masse sérieux est une priorité.
Un potentiomètre pour régler la vitesse ?????
Dans ma jeunesse la machine à coudre de ma mère avait un potentiomètre pour régler la vitesse du moteur mais il chauffait bien le pied de la couturière aussi.
Non de nos jours on utilise d'autres techniques même si l'action se porte sur un potentiomètre mais il y a des transistors derrière.
Pour bien faire il vous faut une commande au pied et ça déjà il faut la faire.
A mon avis, faire varier la vitesse de votre moteur , c'est la première chose à régler.
On ne sait pas quelles sont vos compétences et vos moyens financiers.
Parce qu'il y a aussi un autre type de moteur qui mérite toute l'attention ; c'est les moteurs pas à pas mais là aussi il faut dominer le sujet.
Dominique vous l'a dit ; un vireur ce n'est pas un gadget.
D'ailleurs le prix des produits de l'industrie sont éloquents même si la dimension du votre est nettement plus petite.
Cordialement
Yann
#11
Bonjour Kev69,
Si vous ne désirez pas entendre et prendre en compte les quelques conseils aimablement prodigués par les membres de ce site disposés à vous répondre, je pense qu'il est préférable de stopper cette discussion qui ne pourra qu'être stérile...
Et comme le dit Yann, veuillez être précis et complet dans vos demandes
Pour info, dans votre premier message vous n'avez pas parler explicitement de TIG car dans le cas de ce procédé il faut effectivement prendre en compte la HF qui détruit ou endommage les composants électroniques sensibles aux hauts voltages parasites.
Mais vous pouvez peut être opter pour le lift arc pour supprimer cette variable.
Bonne journée.
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par Kev69
La variation se ferait avec un potentiomètre classique, mais je ne vois pas pourquoi la HF poserait problème car je déclencherais la rotation une fois le bain de fusion formé, après environ 2-3 sec de montée de courant et donc après l'amorçage, la hf ne sera plus en fonction a ce moment la.
Bonjour Kev69,
Si vous ne désirez pas entendre et prendre en compte les quelques conseils aimablement prodigués par les membres de ce site disposés à vous répondre, je pense qu'il est préférable de stopper cette discussion qui ne pourra qu'être stérile...
Et comme le dit Yann, veuillez être précis et complet dans vos demandes
Pour info, dans votre premier message vous n'avez pas parler explicitement de TIG car dans le cas de ce procédé il faut effectivement prendre en compte la HF qui détruit ou endommage les composants électroniques sensibles aux hauts voltages parasites.
Mais vous pouvez peut être opter pour le lift arc pour supprimer cette variable.
Bonne journée.
Cordialement,
#12
Invité
Bonjour a tous
Les problèmes soulevés au sujet de la HF me confortent dans l'idée de changer l'entrainement electrique pour un entrainement par moto reducteur pneumatique avec reducteur de debit pour varier la vitesse.
Il est vrai que le materiel pneumatique est assez onnéreux, (mais je crois avoir cela dans mes archives de récup !)
#13
Bonjour,
En dehors de donner quelques pistes de réflexion je ne crois pas que nous allons développer la fabrication d'un vireur car comme la fabrication d'une machine à commande numérique pour déplacer une torche plasma, ces discussions relèvent plus d'un forum de mécanique générale que d'un forum consacré au soudage. L'aspect soudage en rapport avec un vireur ne présente pas un problème en soi, à mon humble avis.
Cordialement
Yann
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Envoyé par iznogood59
Bonjour a tous
Les problèmes soulevés au sujet de la HF me confortent dans l'idée de changer l'entrainement electrique pour un entrainement par moto reducteur pneumatique avec reducteur de debit pour varier la vitesse.
Il est vrai que le materiel pneumatique est assez onnéreux, (mais je crois avoir cela dans mes archives de récup !)
Bonjour,
En dehors de donner quelques pistes de réflexion je ne crois pas que nous allons développer la fabrication d'un vireur car comme la fabrication d'une machine à commande numérique pour déplacer une torche plasma, ces discussions relèvent plus d'un forum de mécanique générale que d'un forum consacré au soudage. L'aspect soudage en rapport avec un vireur ne présente pas un problème en soi, à mon humble avis.
Cordialement
Yann
#14
Invité
Merci pour vos réponses !
Loin de moi l'idée d'ouvrir un débat stérile Dominique, il fallait plutôt voir ma phrase sur la HF sous la forme d'une interrogation, dans le sens "pourquoi la HF perturberait les équipements si elle se déclenche lorsque le vireur n'est pas allumé ? ".
Effectivement Yann je ne cherche pas a ce que l'on me donne une formule toute prête pour réaliser ce matériel, mais bien des pistes de réflexion comme vous le dites dans votre dernier message. Votre avis, vos expériences éventuelles, voir si cela peut être faisable.
Je sais que nous ne sommes pas sur un forum d'usinage ou de mécanique, mais en général les soudeurs sont aussi de bons bricoleurs donc je ne pense pas être complètement hors sujet, surtout qu'il s'agit de matériel de soudage et que le projet pourrait en intéresser plus d'un je pense :) , surtout lorsque l'on voit les tarifs des appareils vendus dans l'industrie (peut être en partie justifié vu les contraintes énoncées plus haut).
Donc pour résumer, je chercherais a fabriquer ce matériel a bas coût (très peu de budget, disons dans les 100€).
Plutôt sous la forme d'un "prototype" dans un premier temps, histoire de voir s'il est faisable de réaliser sans trop trop de contraintes un appareil "fonctionnel".
Ce sera pour des usages ponctuels chez moi, au TIG, avec ou sans HF (a voir). Effectivement je peut très bien utiliser le lift arc pour l’amorçage.
J'ai accès a des moyens d'usinage, je peut faire réaliser certaines pièces par des tourneurs fraiseurs au boulot, et récupérer des chutes de matière (inox 304 et 316l).
Pour la motorisation, j'ai pensé a un moteur d'essuie glaces 12v car mon coloc en a un qui traîne, mais effectivement les moteurs pas a pas sont efficaces et qui plus est assez abordables (je viens de jeter un œil sur quelques sites d’électronique), affaire a suivre.
Je vais réfléchir à tout ça, je me suis peut être un peu vite emballé mais le projet me motive, et même si c'est un échec, j'aurais tout de même appris des choses ! :cool:
#15
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonsoir,
De mon point de vue je crois que vous gagneriez en taille d'auditoire participatif à votre projet en gardant une veille technique sur ce forum pour tout ce qui touche spécifiquement les aspects soudage et en ouvrant une discussion pour les aspects mécaniques et électriques sur un forum comme USINAGES.COM .
Mais déjà je crains que votre budget ne vous permette pas de faire quelque chose de sérieux. Comme je l'ai déjà indiqué la vitesse de rotation doit pouvoir descendre très bas et un moteur d'essuie-glaces tourne beaucoup trop vite et avec peu de puissance. Il faut donc lui adjoindre un autre réducteur et tant qu'à faire il serait souhaitable que vous puissiez fixer directement votre mandrin sur l'axe de sortie de ce réducteur. Un simple coup d'oeil sur un site bien connu de petites annonces m'a permis de trouver un exemple de moto-réducteur sur lequel vous auriez juste à placer une pièce d'adaptation de votre mandrin sur l'axe de sortie en ménageant une partie suffisante sur cet axe pour placer une pince de masse en laiton de très bonne facture quitte à en modeler les mors.
http://www.leboncoin.fr/equipements_industriels/600964433.htm?ca=12_s
Cordialement
Yann
#16
Pour moi c'est exactement l'opposé, la conception électrique est un jeu d'enfant (c'est juste une question d'argent), et c'est gérable malgré l'amorçage HF à condition de respecter certaines règles.
La partie mécanique reste assez basique, pour moi le plus difficile serait le soudage.
Les systèmes à collecteur sont à éviter là où possible car pour ces courants élevés leur réalisation n'est pas triviale, le plus simple consiste à utiliser des liaisons genre tresse ou conducteur à haute flexibilité.
Il est très important de maîtriser le passage du courant, le cas échéant isoler des parties d'équipement afin de prévenir des cheminements de courant qui pourraient causer des dégâts.
L'entraînement pneumatique est possible (en bricolant p.ex. avec une boulonneuse car les vrais moteurs pneumatiques sont chers) mais je n'en vois pas l'utilité.
Hydraulique serait encore mieux mais c'est vite cher. Il est très important de respecter les directives de sécurité, cela détermine notamment le dimensionnement pour les entraînements.
Perso le plus simple est le motoréducteur avec frein associé à un variateur de fréquence (mais attention aux problèmes EMC).
Invité
Envoyé par Yann
Bonjour,
En dehors de donner quelques pistes de réflexion je ne crois pas que nous allons développer la fabrication d'un vireur car comme la fabrication d'une machine à commande numérique pour déplacer une torche plasma, ces discussions relèvent plus d'un forum de mécanique générale que d'un forum consacré au soudage. L'aspect soudage en rapport avec un vireur ne présente pas un problème en soi, à mon humble avis.
Cordialement
Yann
Pour moi c'est exactement l'opposé, la conception électrique est un jeu d'enfant (c'est juste une question d'argent), et c'est gérable malgré l'amorçage HF à condition de respecter certaines règles.
La partie mécanique reste assez basique, pour moi le plus difficile serait le soudage.
Les systèmes à collecteur sont à éviter là où possible car pour ces courants élevés leur réalisation n'est pas triviale, le plus simple consiste à utiliser des liaisons genre tresse ou conducteur à haute flexibilité.
Il est très important de maîtriser le passage du courant, le cas échéant isoler des parties d'équipement afin de prévenir des cheminements de courant qui pourraient causer des dégâts.
L'entraînement pneumatique est possible (en bricolant p.ex. avec une boulonneuse car les vrais moteurs pneumatiques sont chers) mais je n'en vois pas l'utilité.
Hydraulique serait encore mieux mais c'est vite cher. Il est très important de respecter les directives de sécurité, cela détermine notamment le dimensionnement pour les entraînements.
Perso le plus simple est le motoréducteur avec frein associé à un variateur de fréquence (mais attention aux problèmes EMC).
#17
Invité
Bonjour à tous !
Tout d'abord je tenais à vous remercier pour vos dernières réponses, je n'ai pas répondu car le projet était en stand-by mais j'avais bien lu vos remarques !
Je me remets sérieusement sur le projet et normalement ça devrait être prêt d'ici un mois (question de finances).
Bien-sûr, le prix de 100€ évoqué précédemment sera largement dépassé, ça devrait tourner dans les 300€ tout compris.
Je vais réaliser ce petit positionneur à partir d'un plateau rotatif de fraisage 150mm, équipé d'un mandrin 3 mors de 125mm.
Le plateau rotatif a déjà une démultiplication de 72:1, il faut donc 72 tours de manivelle pour faire un tour de plateau.
L'axe sera entrainé par un motoréducteur 12V piloté par un variateur PWM, ce qui donnera une vitesse réglable de 0 à 6 tours/mn avec couple constant, et avec une inversion du sens de rotation possible.
Concernant le passage de masse, je vais isoler le mandrin du plateau tournant avec un faux plateau isolant éléctriquement (usiné en PA6 ou PTFE) afin d'éviter que le courant ne passe par les roulements, ainsi faire passer la masse par un tube de cuivre relié au mandrin par une entretoise, et passant par le trou au centre de ce plateau, il n'y aura donc aucun contact entre la masse de soudage et le bati machine, la pince sera raccordée sur un connecteur spécialement dédié. Ce passage me servira également à faire passer un tuyau pour l'inertage.
Plus d'informations prochainement !
J'aurais éventuellement besoin de précisions sur le problème de HF donc vous m'avez parlé précédemment, quels sont les risques à ce niveau là ? Le fait d'isoler le moteur du courant de soudage résout il ce problème ? Car çe sera le cas.
Ou s'agit il d'une pollution electromagnétique ambiante ? Si oui, comment s'en protéger? Filtres, etc.. ?
Merci! :)
#18

tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
pour la masse, il suffit de la mettre sur la pièce, masse magnétique, ou un serre joint avec la masse dessus. Pour 1 tour en rotation cela va très bien
#19

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonsoir
Il existe aussi ceci pour les problèmes de masse.
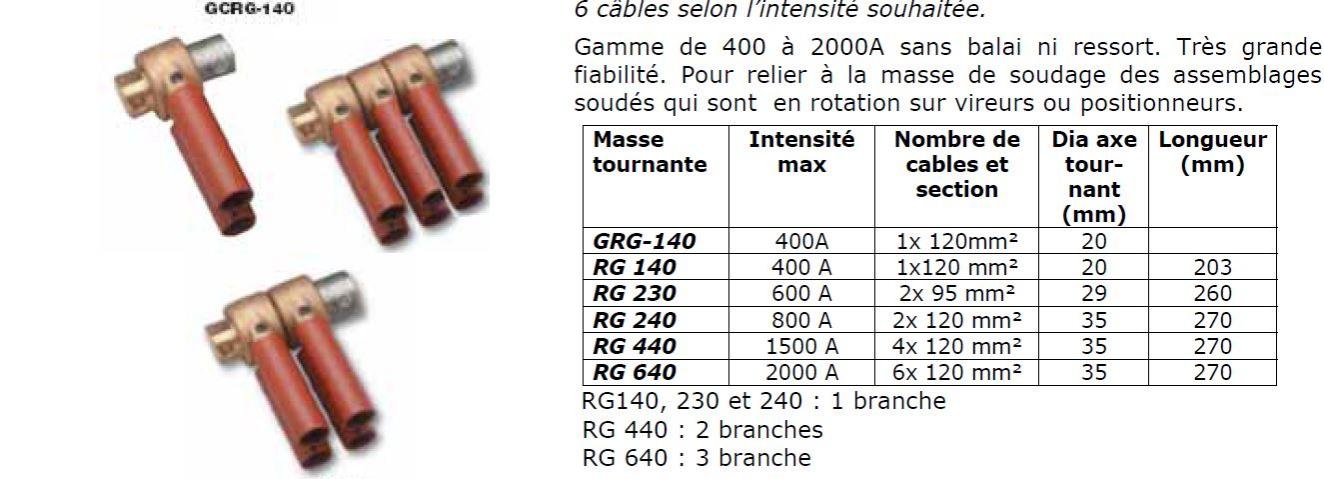
Si le plateau est isolé il n'y aura pas de soucis avec la HF,et pour le couple constant c'est une bonne idée notamment pour les pièces comportant des parties désaxées qui modifieraient la vitesse.
Cordialement
#20
Invité
Bonsoir Yann,
merci pour l'info mais c'est malheureusement beaucoup trop cher ce genre de produits, je suis allé faire un tour sur le site france soudage, le moindre système de masse tournante frise les 500€, c'est du délire ! :eek:
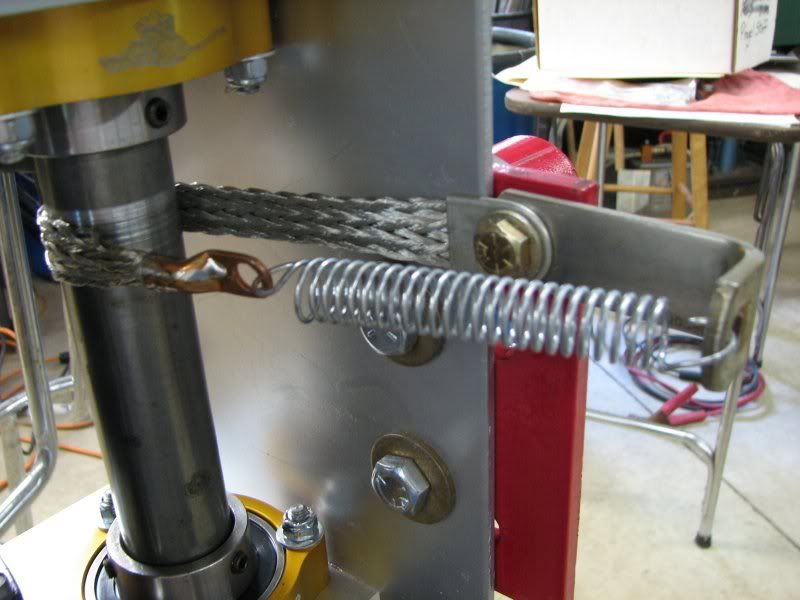
Je pense faire un système plus simple dans cet esprit là (image trouvée sur un forum) :
Conçu différemment mais sur le même principe !
Ça me coûtera une tresse de cuivre, et apparemment ça marche très bien
:) Pat85392 en avait d'ailleurs parlé dans son message.
#21
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
J'attire votre attention sur le fait que le courant électrique circule dans tous les conducteurs et qu'il faut donc que le montage isole parfaitement les roulements à billes du circuit.
Sur la dernière photo je ne suis pas sûr qu'il en est ainsi.
Il me semble que le courant peut passer par la tresse et par les roulements.
Yann
#22
Invité
Oui effectivement, c'est bien pour cela que j'ai dit que je partirais sur le meme principe (tresse flexible) mais conçu différemment ! Donc sans passage par les roulements dans mon cas !
Cela dit dans le sujet ou j'ai trouvé la photo, le propriétaire de ce système dit ne pas avoir de problèmes avec les roulements (a voir sur le long terme).
Et ce problème peut aussi se résoudre avec l'utilisation de roulements polymères, donc non conducteurs ;)
Voici le message original: How to ground to the rotating plate on a welding rotator?
#23
Invité
UP !
Les finances ayant été favorables plus vite que prévu, j'ai reçu toutes mes pièces cette semaine et je viens à l'instant de faire le premier essai : Ça marche !
Et très bien même :D
Pour l'instant c'est en mode bricolage pour les essais, c'est cablé "à la volée" il faut que je cogite a la finition et aux derniers petits trucs a régler :
- Faire une boite propre pour fixer le circuit de commande et l'alimentation, en laissant dépasser uniquement le bouton de réglage.
Il faut d'ailleurs que je trouve une alimentation définitive car la c'est une alim de pc fixe, c'est trop encombrant, il faut que je trouve une alim d'ordi portable.
- Faire un petit chassis pour surélever l'ensemble et permettre de passer un tuyau d'inertage.
- Faire une boite pour y mettre l'interrupteur Legrand a poussoir qui remplit merveilleusement sa fonction de pédale "on/off".
Bref, il y a encore du boulot mais le principal, c'est que ça fonctionne :)
Je mettrais quelques images demain avec plus d'explications, la c'est un peu "foutoir".
#24
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
il suffit de mettre la masse sur la pièce, 1 tour de rotation ce n'est pas la mort des rats
#25
Invité
Bonsoir !
@tungstene : Le probleme de masse est réglé, j'ai fait au plus simple, pas besoin de se casser la tête ;)
Voici les images su système "en phase de tests"


Le passage de masse, parlons en !
Lorsque j'ai recu cette chinoiserie de plateau rotatif 1er prix, je l'ai intégralement démonté, nettoyé, regraissé etc.. J'ai même du reprendre légèrement l'axe de la vis sans fin car la rotation avait quelques points durs.
Bref, tout ca pour dire qu'apres avoir démonté tout ca, bonne surprise pour moi, il n'y a aucun roulement là dedans ! Que de la fonte usinée et graissée.
Donc j'ai simplement coincé et boulonné une tresse, en appui sur le plateau en rotation, la pince de masse vient se raccorder tout bêtement sur la partie filetée du boulon.
Je vais refaire ça un peu plus propre, usiner une entretoise plutôt que mettre des rondelles partout :D
ps: En mettant la pince de masse sur la plaque acier de mon etabli le courant passe aussi ;-)


Manchon d'adaptation du moteur usiné dans du Delrin. Le support du moteur est de type "fait en 2mn avec ce que j'avais sous la main". Il sera bien évidemment refait mieux que ca !

Le plateau sans le mandrin.

Mon plus beau cordon ! Manque un poil de pénétration, pas si évident que ca de régler la vitesse ! Mais c'est en train de venir ;)
#26

fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , sa a l'air de prendre forme ton projet avec un essai qui a l'air pas mal .
#27
Invité
Bonsoir Kev69
plateau diviseur
mandrin de tour
pourquoi pas :)
je suppose que la plateau et le mandrin était déjà en votre possession
sinon c est une bonne idée
cordialement Ricou26 :)
#28
Invité
Non je n'avais rien du tout, tout a été acheté pour le projet! Mais c'est du premier prix, 90€ le mandrin, 150€ le plateau diviseur et 25€ le moteur ! Frais de port inclus ca fait un total de 300€, ce qui est "Largement" inférieur au premier prix d'un positionneur de soudage du commerce (environ 1000€ pour les plus petits modeles).
Et vu que je m'en sers pour du soudage et non pour l'usinage, je ne recherche pas la précision ultime donc ce matos premier prix fait très bien l'affaire ;)
#29
oui le prix est plus que correct
le principal est que ça correspond à vos besoins
il vous reste à arranger tous ça protéger le système électronique de régulation de vitesse etc.
le mandrin peut aussi je pense prendre des pièces par l extérieur soit par des mors réversible soit par un jeux de mors supplémentaire pour serrer des pièces de diamètre plus importantes
cordialement Ricou26 :)
Invité
Envoyé par Kev69
Non je n'avais rien du tout, tout a été acheté pour le projet! Mais c'est du premier prix, 90€ le mandrin, 150€ le plateau diviseur et 25€ le moteur ! Frais de port inclus ca fait un total de 300€, ce qui est "Largement" inférieur au premier prix d'un positionneur de soudage du commerce (environ 1000€ pour les plus petits modeles).
Et vu que je m'en sers pour du soudage et non pour l'usinage, je ne recherche pas la précision ultime donc ce matos premier prix fait très bien l'affaire ;)
oui le prix est plus que correct
le principal est que ça correspond à vos besoins
il vous reste à arranger tous ça protéger le système électronique de régulation de vitesse etc.
le mandrin peut aussi je pense prendre des pièces par l extérieur soit par des mors réversible soit par un jeux de mors supplémentaire pour serrer des pièces de diamètre plus importantes
cordialement Ricou26 :)
#30
Invité
Il est livré avec deux jeux de mors, un jeu intérieur (sur la photo) et un jeu extérieur ;)
Pour l'isolation electrique je pense que je vais bidouiller ca dans un boitier plastique, genre boitier de dérivation. A suivre!
#31
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Bonjour,
Attention, je vois que vous ne semblez pas (j'ai comme l'impression sur les photos) avoir pris en compte une de mes remarques précédentes.
A savoir que votre reprise de masse est électriquement en parallèle avec le palier du plateau.
Le courant si c'est le cas va se diviser selon les résistances électriques en présence entre ces deux voies.
A votre place si vous voulez que votre montage soit pérenne, j'isolerais le mandrin du plateau du diviseur et le contact frottant je le ferais sur le mandrin seul, quitte à faire un peu "mieux" que votre essai bien sûr.
Une autre solution consiste à installer la vis actuelle de façon qu'elle soit isolée électriquement du diviseur et celui-ci posé sur une surface isolante de sorte que le courant ne puisse plus circuler via le diviseur.
Cordialement
Yann
#32
Invité
Bonsoir Yann,
J'avais pensé au début à faire un plateau isolant, mais comme je l'ai dit dans un message précédent, après démontage de plateau il n'y a aucun roulement a l'intérieur, ça ne craint rien !
C'est que de la fonte bien epaisse, et avec une bonne dose de graisse.
Comme je vais m'en servir les 90% du temps pour souder de l'inox entre 1 et 2mm, on est large ;)
#33
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
C'est vous qui voyez !!!!!!
Que ce soit des roulements ou des paliers lisses, le problème est le même
Yann
#34
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
en ce qui concerne la vitesse, l'idéal est d'être un peu trop rapide, et de moduler avec une pédale (même en marche arrêt de rotation) puis si c'est du boulot en série d'affiner au fil des pièces. Pas assez vite cela condamne à faire un arrêt et une reprise. Quand à la masse, vous avez des encoches dans la partie en contact, cela craint un peu, une masse magnétique sur le mandrin serait préférable
#35
Invité
Effectivement il y a 3 rainures pour placer des lardons de bridage, mais elles sont uniquement sur la partie supérieure du plateau, la partie inférieure est en contact permanent avec la tresse qui est large et prends toute l'épaisseur du plateau. Les premiers essais (environ 1h de soudage réalisés dessus) ne font apparaître aucun souci à ce niveau là, mais je vais surveiller l'évolution quand même.
Pour la variation de vitesse effectivement ce serait bien d'avoir une pédale de modulation, mais je verrais par la suite. Chaque chose en son temps, et puis c'est pour de l'usage occasionnel ;)
#36
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
sur les vireurs pro la plus part du temps la pédale c'est du marche arrêt et c'est facile à bricoler
#37

vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
C'est cool ça :D
C'est en prévision depuis quelque temps pour moi aussi.
J'ai le mandrin il me manque moteur, transformateur et potentiomètre.
Je vais suivre le sujet ça m'intéresse.
#38
Invité
Pour le variateur de vitesse, le voici : 12V-40V 10A PWM Régulateur de vitesse moteur DC / Bouton: Amazon.fr: Bienvenue
Livré en 5 jours environ, et fonctionne a merveille !
Pour le moteur tout dépends de ta configuration, moi j'ai pris un Pololu 1102, mais un poil trop rapide au final, il manque de couple a très basse vitesse, alors j'ai commandé en plus un 1104 (environ 20€ pièce). Mon plateau rotatif a une demultiplication de 90:1.
Pour l'alim, c'est de la récup !
#39
vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
merci pour les infos.
juste une chose c'est un moteur DC mais il faut le brancher sur du 220AC c'est pas un peut chiant a transformer le courant ??
#40
Invité
Non rien de plus simple, une alim de pc shuntée fait très bien l'affaire ! ou n'importe quel transfo 12v (prendre le bon ampérage).
#41
vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
exacte alim pc ça me parait être une bonne idée :D
je vais voir ça.
dés que je suis OK je posterai sur ton poste si deux versions différentes peut intéressé ?
#42
vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
du coup la j'ai l'alimentation ... merci ^^ c'est bien c'est ventilée en plus
je vais commander le moteur et le potentiomètre que je vais commander.
me reste a préparer le support de mandrin et je teste :D
#43
Invité
Attention au moteur que tu commandes ! Pour info, celui que j'ai mentionné (pololu 1104) est un motoréducteur qui a une vitesse de sortie de 200 tours/min, ce qui, couplé a mon plateau rotatif qui est demultiplié avec un rapport de 90:1, donne une vitesse réglable de 0 à 2 tours/min environ.
Pour l'alim de PC, il faut la shunter pour qu'elle fonctionne, relier le fil vert et noir sur la prise ATX ;) regardes ici --> http://www.la4ldesylvie.fr/images/stories/tutoriels/restauration/electrolyse/prise-atx-electrolyse.jpg
{kind=link}
#44
vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
et moteur d'essuie glace ? ça a beaucoup de force comme moteur et bon 25 euros neuf ça va ^^.
tu est obligé de shunter ? par ce que la mienne fonctionne quand je branche et que j'appuie sur l'interrupteur.
#45
Invité
Tout dépends comment tu conçois le système. si comme moi tu te contentes de motoriser un plateau diviseur (déja démultiplié), il faut un motoreducteur qui tourne un peu "vite" donc 200-300 rpm.
Le moteur d'essuie glaces est coupleux mais tourne aux environs de 90 rpm, trop lent pour l'adapter à un diviseur (dans mon cas ça ferait 1 tour minute maxi).
En revanche si tu veux réaliser toi même le plateau et son entrainement ça ira, à condition de concevoir la bonne démultiplication qui va avec (engrenages, poulie etc) pour arriver à une vitesse max du plateau d'environ 2.5 / 3 tours minute (pour du tig, un peu plus pour du mig/mag).
#46
Yann En ligne le 24/03/2026 à 09:35 (1688 messages sur soudeurs.com)
Attention si vous voulez que votre vireur vous permette de souder des pièces de tailles très différentes, il faut raisonner en vitesse périphérique et non en tours par minute. Souder au TIG sur un diamètre de 20 cm nécessite une vitesse de rotation extrêmement lente et si possible aussi constante que possible ; si parfois il y a un balourd cela peut ne pas être le cas sans asservissement de vitesse. Si un vireur industriel est si coûteux c'est parce qu'il est conçu pour fonctionner sur une plage étendue de travaux petits et grands.
Il faut pour le moins une commande au pied avec laquelle le soudeur adaptera la rotation à l'avance du cordon.
Yann
#47
Invité
Bien sûr l'avance se calcule en mm/min, mais pour avoir une vue d'ensemble et choisir le moteur c'est plus simple de raisonner en tours minute, pour calculer la vitesse finale après la réduction 90:1 du plateau diviseur.
Pour de l'inox 1.5mm d’épaisseur bout a bout sans apport en position PC/2G j'ai eu de bons résultats a environ 140mm/mn, sur du diamètre 53 : 1 tour en 70s donc environ 0.85 tours/mn, périmètre du tube 53x3.14 = 166.4mm , donc vitesse 142mm/mn).
En transposant ces réglages pour du D.25 mm, on tournerait à environ 1.78 tours minute (perimetre 78.5mm, vitesse 140mm/mn).
Evidemment c'est estimatif, ca donne une idée et ça reste à affiner.
Avec le nouveau moteur que j'ai commandé je tourne au max à 2 tours minute, donc j'ai beaucoup de marge pour avoir des vitesse lentes et régulières (c'est d'ailleurs le but de la manœuvre).Le couple passe de 5 à 12kg/cm.
Je garde l'autre moteur au cas ou, si besoin de faire des pièces plus petites, il tourne à 5 tours/mn max, mais il commence à cafouiller vers 0.7 tours/mn.
#48
vercety En ligne le 01/10/2016 à 19:56 (11 messages sur soudeurs.com)
salut a tous
de mon coté je n'ai pas en énormément de temps pour m'occupé de tout ça.
j'ai tout ce qu'il me faut actuellement. je m'en occupe des que possible et je posterai des images.
a bientôt et merci
#49
Invité
Bonsoir !
Ca y est, j'ai (presque) fini mon positionneur ! (Je ne m'y étais pas remis depuis un petit moment)
J'ai fait un petit châssis avec de la cornière et un bout de tube rectangle, le plus gros est fait et tout est fonctionnel ! Reste plus qu'à faire proprement la commande au pied qui est actuellement plus qu'artisanale, et ce sera bon !
J'ai fait usiner une petite pièce en alu (cône CM2 d'un coté et cylindre de l'autre) pour centrer le mandrin sur le plateau, et elle me sert également a faire passer l'inertage via un tuyau pneumatique 6mm et des raccords rapides.
Quelques images valent mieux qu'un long discours :
La fameuse pièce :

Le raccord coudé orientable sur le côté de la table pour l'arrivée de l'inertage.

La jonction entre les deux, vu du dessous.

Petite vue d'ensemble.

La même avec le mandrin en place !

Vue de détail.

La transmission.

Le potard de variation de vitesse.

Voila voila ! ;)
Je suis en train d'uploader une petite vidéo sur Youtube pour montrer l'engin en fonctionnement, je la rajouterais à la suite de ce message !
#50
Invité
Bon boulot bravo :)
Tu es de quelle région au fait ?
#51
Invité
Merci Mathieu !
Je suis au sud de Lyon, et toi ?
Voici la vidéo de démonstration :
https://www.youtube.com/watch?v=SlcKPfYlw6I
Le moteur est un peu bruyant, mais ça marche bien !
Seul défaut, l'axe de sortie de la table rotative à plus de 2/10e de faux rond (usinage chinois oblige...) on l'entends bien c'est ce qui provoque les très légères variations, mais ce n'est pas gênant à l'usage !
#52
tungstene En ligne le 02/02/2026 à 10:53 (4612 messages sur soudeurs.com)
il suffit de mettre la masse sur la pièce ou sur le mandrin (en soudant un petit plat) un enroulement du câble de masse ce n'est n'est pas la mort des rats
#53
Invité
??
Il n'y a pas de soucis pour la masse c'est une affaire réglée depuis des mois, tu as sauté des pages tungstene non ? ;)
#54
Invité
Bonsoir !
J'ai réalisé un petit cimblot en alu pour faire office de bouchon d'inertage pour du tube 304L 53x1.5mm.
J'ai également soudé un collier sur une tige de 6mm, pour faire un support de torche, que j'ai fixé sur une base magnétique de comparateur.
Petit test de l'installation de soudure tig "semi automatisée" sans métal d'apport, qui m'a aussi permis de tester en situation réelle mon système d'inertage intégré sur le positionneur. :




:D
#55
Invité
c'est excellent !!
bravo !
Mathieu
#56
fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , le rèsultat est propre est l'aspect règulier ton vireur je pense va te rendre des services .
#57
Invité
Merci ! :)
Effectivement pour faire des petites pièce il va m'être très utile ! Merci aux membres du forum qui m'ont donné quelques conseils techniques pour le réaliser !
#58
Invité
Allez une dernière pour la route !
Toute a l'heure j'ai fait une éprouvette sur du d.25x1.20 pour régler la vitesse de rotation sur ce diamètre. 1er essai gagnant, réglage à la même vitesse de soudage que pour le d.53 (13 cm/min).
Cordon à fleur, a peine visible avec juste un coup de brossage au touret. ;)


#59
fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour , a tu rèaliser d'autre ligne d'echapement de vèhicules .
#60
Invité
Non pas de nouvelles lignes d'échappement depuis la mienne ! J'ai fait quelques pièces (notamment des supports de train arrière de bmw 2002ti) et quelques réparations d'échappement, mais pas de nouvelles conceptions (pour l'instant) !
#61
fredo666 En ligne le 22/01/2022 à 22:45 (412 messages sur soudeurs.com)
bonjour c'est dommage car tu avait fait du bon boulot .
#62
Invité
Merci ! Ça viendra, ce n'est que le début.. ;)
#63

letaz822 En ligne le 01/04/2024 à 14:52 (40 messages sur soudeurs.com)
bravo !!! bon boulot
Sujets connexes les plus populaires
Retour d'expérience database parametre soudage
02/04/2021 07:04:13 - raynald60
Réponses : 1
Affichages : 16
Affichages : 16
LoicJn
07/04/2021 07:46:10
Demande d’aide Soudage hélicoïdal mécanisé
12/03/2022 10:32:26 - WeldingCircus29
Réponses : 5
Affichages : 26
Affichages : 26
Yann
13/03/2022 16:10:06
Demande d’aide Problème de fil collé dans le tube contact sur application MIG Alu
08/01/2024 15:27:32 - JJ67
Réponses : 0
Affichages : 13
Affichages : 13

JJ67
08/01/2024 15:27:32
VEnte Laser Robotic Welding Machine
21/02/2025 07:00:14 - IGOLDENCNC
Réponses : 0
Affichages : 0
Affichages : 0

IGOLDENCNC
21/02/2025 07:00:14