
4 réponses -
Accéder à la dernière réponse
#1


cantause En ligne le 10/02/2014 à 18:39 (33 messages sur soudeurs.com)
Sujet : Retour d'expérience Poste EWM Saturn 351 kge (fkg) (REX)
Bonjour,
Comme promis, après quelques tergiversations sur le choix d'un poste mig/mag, voici mon retour d'expérience sur le poste EWM saturn 351 kge
Je suis un amateur, il convient donc d'en tenir compte dans ce compte-rendu, l'utilisation de ce poste est occasionnelle et je débute en mig/mag, le facteur limitant est donc ici le soudeur.
Le poste présenté ici est équipé de la commande synergique 2.4 (il est livrable avec trois types de commandes).
La plaque signalétique:

Voici le poste:

le flanc, avec le panneau d'accès à la bobine de fil, l'ouverture est facile et une fois refermé le panneau est bien maintenu en place:
Une fois ouvert, la table des paramètres de soudages à gauche, la liste des différents types de galets et leurs références à gauche:
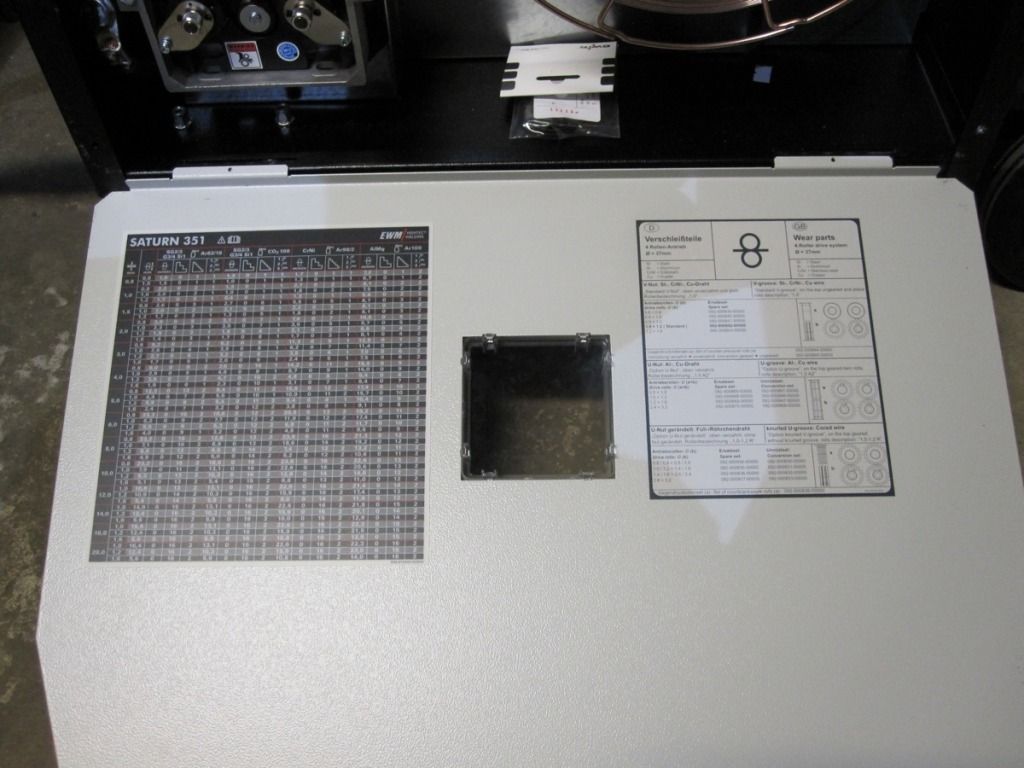
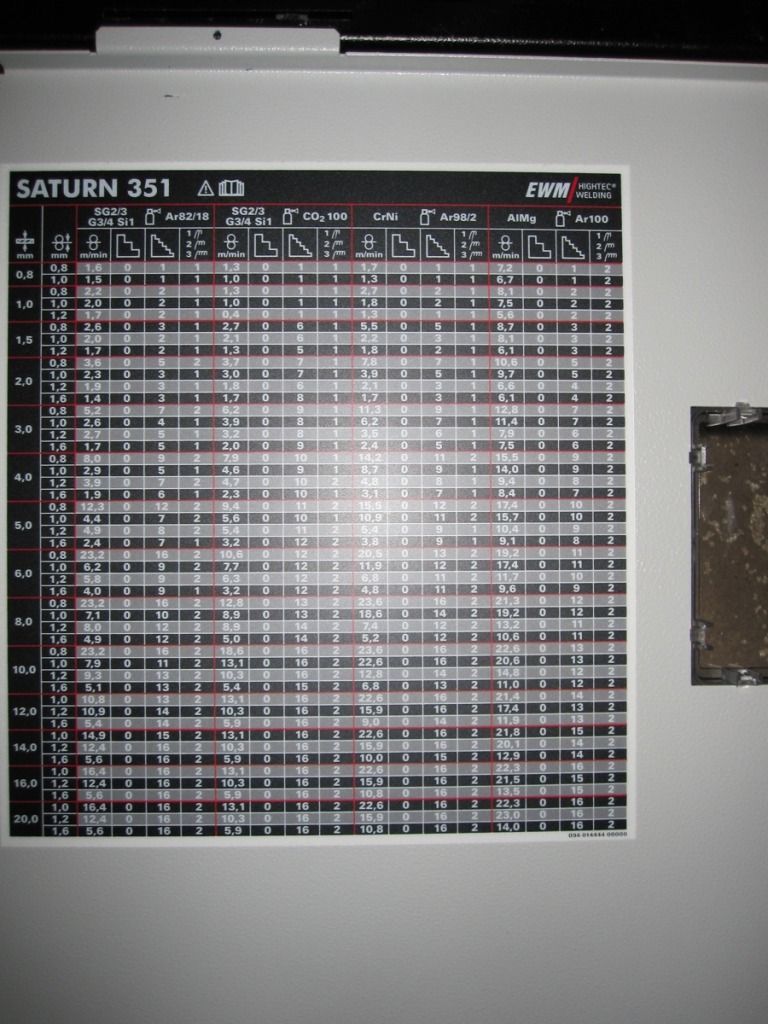
La table des paramètres de soudage:
Le support de bobine et le mécanisme d'entrainement et en haut à gauche le tableau reprenant la liste des "job" (fil/gaz) :
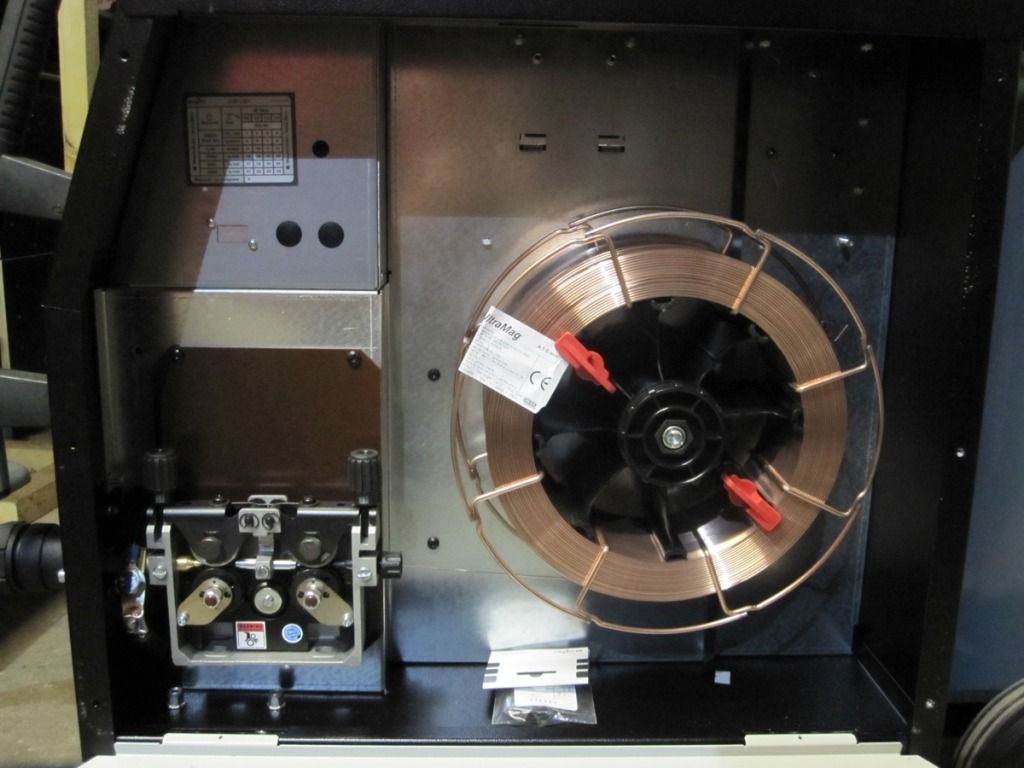
Il faut un adaptateur non inclus avec le poste pour pouvoir utiliser des bobines sur paniers métallique, il faut y penser au moment de commander.
Le mécanisme d'entrainement (4 galets)

Le changement des galets (ou de fil) est rapide, sans perte des réglages.
J'ai opté pour une torche Binzel (MB25) de 4 mètres plutôt que le modèle EWM (MT301G) proposé avec le poste, qui d'une part était beaucoup plus chère (275? ht vs 80? ht) et surtout car les consommables Binzel me semblent distribués dans la plupart des magasins de matériel de soudage.
Je ne l'ai pas encore beaucoup utilisé mais extérieurement la construction a l'air robuste, les tôles sont épaisses.
L'architecture est simple, elle ne fait pas dans l'esthétisme mais est soignée, pas d'arrêtes tranchantes, de bords pointus ou de plastiques mal moulés, on a l'impression d'avoir une vrai outil conçu pour travailler, je trouve ça rassurant, j'espère que la partie électronique est à l'avenant.
Le support de bouteille accepte sans problème ma bouteille de 27 litres (format un peu bizarre je suis d'accord) et la maintient efficacement, pas de "gling-gling" lors des déplacement.
Vous l'aurez compris je suis satisfait du côté ergonomique de la machine, pour ce qui est du côté soudage, je pense que mon inexpérience ne me permet pas d'en juger, un ami ferronnier est venu me donner son avis, il l'a trouvé fort agréable à utiliser avec une amenée du fil très régulière mais n'utilisant que des postes "à l'ancienne" il n'a pas su beaucoup m'aider concernant la commande synergique.
J'ai donc quelques questions à vous poser, par soucis de clarté je vais les poser dans un message suivant.

#2
cantause En ligne le 10/02/2014 à 18:39 (33 messages sur soudeurs.com)
J'ai donc commencé à faire quelques essais, dont voici des photos:
Pour ce qui est des données communes aux essais:
Fil: dia. 1mm SG2/G3Si1
Gaz: AR/CO2 85/15
Débit gaz: 16l/min
Consommables: Adaptés et neufs
Pièces assemblés: tubes 40x80x3 en "acier marchand" (cela correspond-il à une nuance spécifique?)
Position: à plat
Réglages: mode synergique
Tube de contact: rentré de 2 mm par rapport à la buse (diamètre 15mm), je ne pense pas qu'il soit réglable.
Torche tirée (à 70°), à environ 5mm du bain de fusion.
Voici le montage de base:

Essai 1
J'ai un peu glissé sur la deuxième moitié.
Commande synergique: Position du commutateur sur 5 et molette sur 0 (réglage fin) de manière à se trouver sur la position adaptée à 3mm.
Tension de soudage: 18,7V
Courant de soudage: 104A
Vitesse du fil: 2,4 m/min
Largeur cordon: 7,5mm
Sur-épaisseur cordon: 2,2 mm


Intérieur du profilé
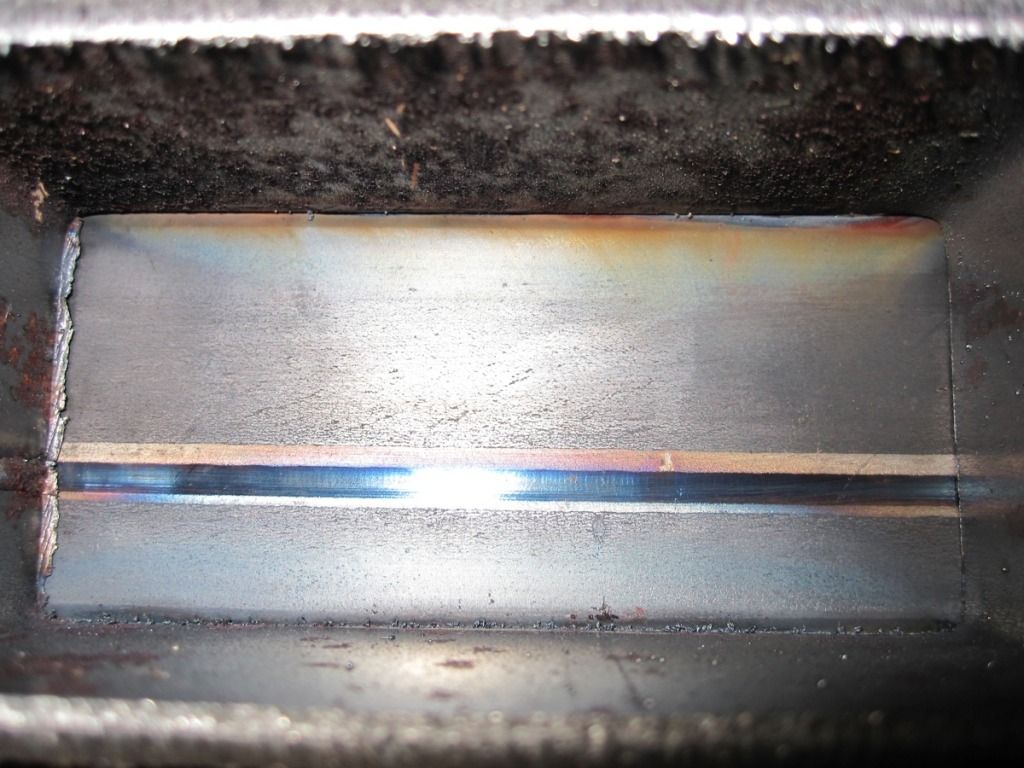
C'est donc le résultat obtenu lorsque je place la commande synergique sur la position "3mm", sans préparation des pièces (mais dégraissées).
Essai 2
Commande synergique: Position du commutateur sur 6 et molette sur 11 (réglage fin) de manière à se trouver sur la position adaptée à 4mm.
Tension de soudage: 19,8V
Courant de soudage: 111A
Vitesse du fil: 3,6 m/min
Largeur cordon: 8mm
Sur-épaisseur cordon: 2,2 mm


Intérieur du profilé

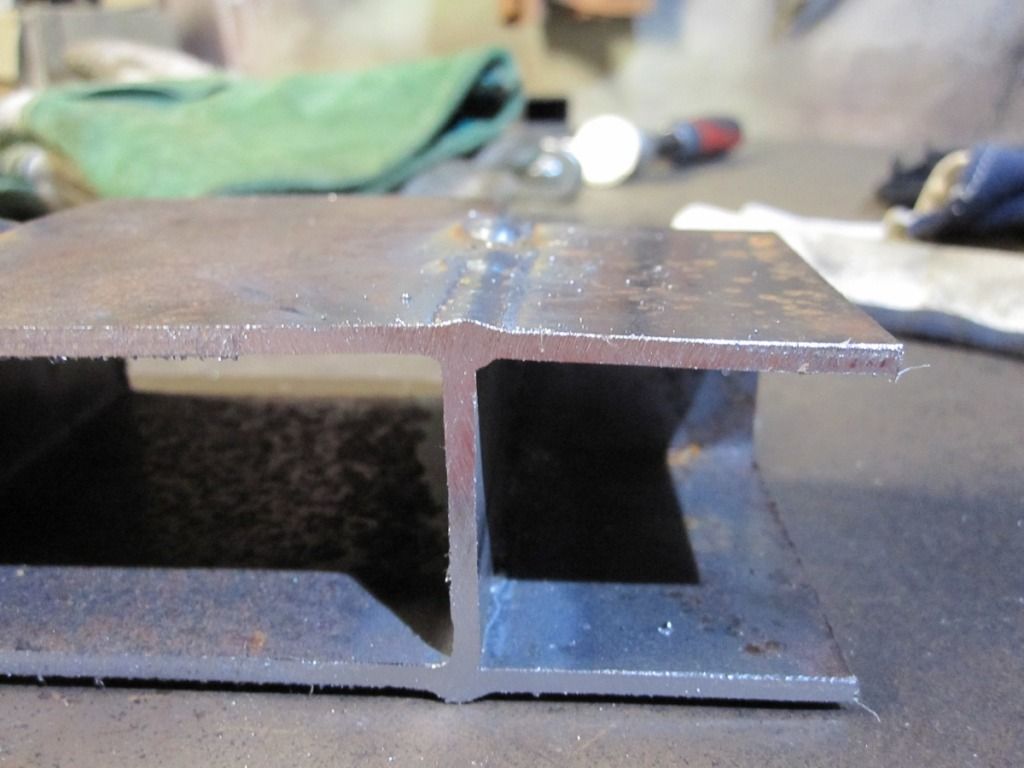
Image d'une coupe transversale, essai 1 à droite (hors zone où j'ai dérapé) et essai 2 à gauche:

Essai 3
Je ne me souviens plus des paramètres exacts mais je c'était sur une position prévue pour un épaisseur encore supérieure à l'essai 2 et peut être avec un débit de gaz supérieur.
Largeur cordon: 6mm
Sur-épaisseur: 0,4mm


Intérieur du profilé:

Coupe transversale:
Ma question est assez simple, il y a-t-il une de ces soudures qui semble dans la bonne voie?
J'ai l'impression que le angles de raccordement sur les essais 1 et 2 sont un peu trop marqué, est-ce le cas'
Est-ce normal qu'il n'y ait pas fusion à l'intérieur du profilé?
La préparation des profilés est-elle indispensable (hormis le dégraissage) ?
J'ai essayé de ne pas avancer trop vite (ce qui semble être un défaut récurent des débutants), je n'ai pas su sortir le tube de contact comme indiqué lors du transfert en court-circuit, des problèmes à ce niveau la?
Est-ce qu'il existe un livre où l'on peut trouver les différents types de préparation, sur-épaisseurs ,... en fonction de la position des pièces, leurs épaisseurs,...
Mes questions sont probablement très naïves mais j'aimerais progresser, je ne vois pas trop quelle méthodologie adopter avec la commande synergique ni comment évaluer la qualité du résultat, je vous remercie d'avance pour votre aide!
#3

arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
Merci pour ce premier retour d'expérience.
Je suis un peu étonné du courant relativement faible obtenu par le réglage synergique et on voit bien qu'il manque de puissance pour ces épaisseurs.
Avec du fil de 1mm j’aurai plutôt dit au moins 130A pour 3 mm et 160A pour 4mm voir plus en angle.
Le poste ne régule pas sur le courant donc ça va dépendre beaucoup de votre positionnement de torche: vous avez peut être une distance tube contact pièce trop importante (elle doit être inférieure à 10mm dans vos conditions).
Vous pouvez réduire le débit de gaz avec une torche MB25: vous verrez que 10l/min devrait suffire (c'est aussi l’intérêt d'avoir prit une petite torche)
Pour vos observations de pénétration il faut se méfier car même quand on coupe le cordon on a l'impression que la pénétration est supérieure à ce quelle est vraiment si on préparait complètement la surface coupée (polissage et attaque à l'acide pour avoir une surface nette).
C'est en cassant la soudure que l'on voit mieux l'épaisseur qui tenait. Sinon vous voyez bien de l'autre côté que ça n'a pas traversé sur les 2 premiers essais et sur le troisième c'est encore un peu juste. Parfois ce n'est pas gênant, on n'a pas forcement besoin d'une pleine pénétration; le tout c'est d'en être bien conscient.
Cordialement
Arnaud72
#4

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour cantause,
Voici une proposition de préparation de joint sur tube carré :
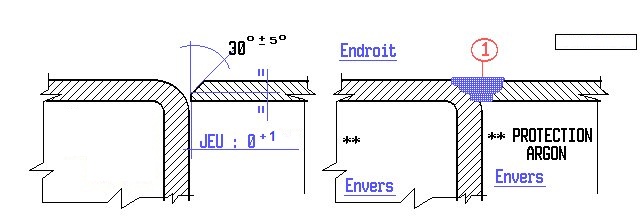
Le jeu peut aller jusqu'à 2 mm si vous avez un talon de 2 mm mini.
Moins vous mettez de talon, plus vous avez de risque de percer.
Je vous recommande de blanchir les surfaces internes et externes des zones soudées avec un disque à meuler puis un disque à lamelles de 80 ou 120 pour parfaire le rendu
Il faut bien concentrer l'arc en racine lors de la passe de pénétration (et dans votre cas de finition)
Ce cordon de pénétration à l'envers de votre joint semble à première vue correct.
Des petites irrégularités d'avance de soudage que vous allez corrigé avec l'expérience.

Cordialement,
#5
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour
J'ai comparé les vitesses de dévidage recommandées sur le tableau de la porte de ce poste avec différentes autres données que j'avais d'autres fabricants.
Pour du fil d'acier de 1mm avec un mélange Argon/CO2 et pour souder une épaisseur de 3mm, le tableau d'EWM indique une vitesse de 2,6m/min alors que toutes les autres données que j'ai trouvé indiquent une vitesse de 4,5 à 6m/min pour ces mêmes conditions et des courants de 140 à 180A (certains considèrent que c'est à plat et d'autres en angle)
Comme le courant de soudage dépend essentiellement de la vitesse de dévidage (sous réserve d'une tension et d'une position de torche correcte), je pense qu'il est normal que vous obteniez une pénétration très insuffisante en vous fiant au réglage synergique car je crains qu'il ne suive les indications erronées de ce tableau (d'ailleurs il doit vous afficher la vitesse qu'il utilise).
Même avec un poste à réglage synergique, il est normal que l'on soit amené à faire quelques petits ajustements pour tenir compte des conditions de soudage mais là je trouve que l'écart est énorme et c'est d'autant plus regrettable que ce n'est pas un poste particulièrement bon marché.
Cordialement
Arnaud72
Sujets connexes les plus populaires
Question Posée Qualité des postes à souder EWM ?
11/10/2015 14:23:31 - Tharkey
Réponses : 10
Affichages : 3195
Affichages : 3195
marcusp
18/01/2023 17:34:43
Retour d'expérience EWM Pico mig 180
01/08/2014 14:12:01 - Michel83
Réponses : 9
Affichages : 6227
Affichages : 6227
fredo666
07/12/2014 17:19:43
Question Posée EWM Picomig 180 puls TKG
14/11/2015 12:26:36 - Mathieu54
Réponses : 23
Affichages : 5259
Affichages : 5259

bickford
11/05/2024 02:00:57
Achat EWM Pico 162
05/01/2011 20:38:02 - freddy007
Réponses : 30
Affichages : 20710
Affichages : 20710
arnaud72
10/04/2011 20:42:14
Question Posée avis sur poste ewm 305 d2 puls?
11/10/2014 13:47:03 - jeremy PB
Réponses : 8
Affichages : 3321
Affichages : 3321
jeremy PB
13/10/2014 19:30:47
Question Posée avis PIcomig 180puls ou picomig 185 puls
01/01/2016 15:29:54 - phil85
Réponses : 37
Affichages : 8782
Affichages : 8782
blues93
02/01/2017 10:27:45
Achat AC poste MMA - EWM Pico 160 CEL PULS / Fronius TP 150 (Cel)
02/01/2017 12:10:27 - blues93
Réponses : 8
Affichages : 2769
Affichages : 2769
locouarn
15/10/2018 20:32:05
avis sur le EWM picomig 180
13/03/2010 17:02:10 - philip85
Réponses : 2
Affichages : 6624
Affichages : 6624
philip85
20/03/2010 09:43:58
Courant pulsé et soudure alu...?
09/11/2010 09:39:01 - generallee44
Réponses : 2
Affichages : 4442
Affichages : 4442
Recommandations de EWM pour le soudage TIG en courant alternatif de l'aluminium
08/07/2012 09:31:23 - Dominique ADMIN
Réponses : 0
Affichages : 2123
Affichages : 2123
Dominique ADMIN
08/07/2012 09:31:23
Fonction tig sur picotig 220 ac/dc
01/09/2010 17:34:21 - guigui67
Réponses : 1
Affichages : 3171
Affichages : 3171
florenttech
05/09/2010 19:07:46
Question Posée Picomig 180 de 2011
11/04/2017 11:59:51 - Jibehem
Réponses : 3
Affichages : 1115
Affichages : 1115
hazera33
24/04/2017 22:55:58
Retour d'expérience Poste EWM Saturn 351 kge (fkg) (REX)
06/09/2012 10:24:36 - cantause
Réponses : 4
Affichages : 5113
Affichages : 5113
arnaud72
12/09/2012 20:24:03
poste à souder arc
22/01/2012 16:32:52 - Vince13
Réponses : 3
Affichages : 2754
Affichages : 2754
Question Posée EWM Pico mig 180
29/06/2014 09:49:21 - pepelitox
Réponses : 2
Affichages : 1240
Affichages : 1240
Recommandations de EWM pour le soudage TIG en courant continu
08/07/2012 09:35:32 - Dominique ADMIN
Réponses : 0
Affichages : 1975
Affichages : 1975
Dominique ADMIN
08/07/2012 09:35:32
torche sur inverter
03/05/2012 13:58:15 - patdur
Réponses : 2
Affichages : 1810
Affichages : 1810
patdur
04/05/2012 07:33:09