
1 - Etuvage des électrodes enrobées
Les électrodes enrobées doivent être conservées dans leurs emballages d'origine dans un local sec et tempéré.
L'étuvage des électrodes à enrobage basique très hygroscopique est obligatoire pour diminuer le taux d'hydrogène diffusible à son strict minimum. Le stockage des électrodes conditionnées dans des étuis étanches en carton est réalisé dans un local chauffé et sec.
L'humidité relative doit être inférieure à 60% et la température doit être compris entre 25° C et 40° C. Avant l'utilisation, l'électrode basique est étuvée pendant une durée de 60 à 180 minutes à une température de 250° C à 350° C selon les recommandations du fournisseur d'électrodes. Après étuvage, elle est stockée dans une armoire chauffée entre 80° C et 100° C avant utilisation.
Un nouveau système de fabrication et d'emballage sous vide permet d'obtenir des électrodes à enrobage basique à très faible taux d'humidité (taux d'hydrogène diffusible très faible) qui ne nécessitent aucun étuvage avant utilisation dans un laps de temps de 2 à 4 heures .(par exemple SAFDRY ou VACPAC)
2 - Choix du diamètre des électrodes enrobées
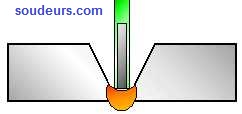
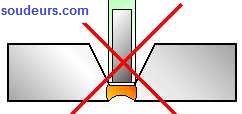
Le diamètre de l'électrode enrobée est sélectionné en fonction de l'épaisseur de la pièce à soudeur, de l'écartement des pièces, de la configuration géométrique du joint à souder, du type de chanfrein et de son ouverture et de la position de soudage. L'électrode choisie doit se glisser dans le fond du chanfrein sans aucune gêne, ni entrave. Le meulage est nécessaire entre passes si la configuration du joint ne permet pas de glisser l'électrode sans gêne.
| BON | MAUVAIS |
 |
 |
3 - Préparation du chanfrein du joint à souder
La préparation du chanfrein doit être soignée. Elle doit permettre à l'électrode enrobée de se placer en fond de chanfrein sans gêne, ni entrave. L'ouverture de l'angle du chanfrein doit être suffisamment prononcé afin d'éviter les risques de manque de pénétration en fond de chanfrein, le manque de fusion et les inclusions de laitier. Pour éviter un angle d'ouverture trop important, il est possible de créer un fond plat de 3 à 4 mm.
| BON | MAUVAIS |
 |
 |
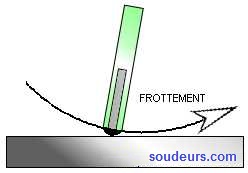
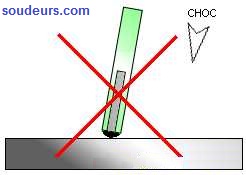
4 - L'amorçage de l'arc électrique
L'amorçage de l'électrode est réalisé de préférence en dehors du joint soudé. L'arc est amorcé de préférence par frottement de l'électrode sur la pièce à souder. Il est recommandé de ne pas amorcer l'électrode en la heurtant sur la pièce de risque de briser l'enrobage en bout de l'électrode et de créer des soufflures. Le bout graphité des électrodes enrobées de qualité permet un amorçage de l'arc plus aisé.
| BON | MAUVAIS |
 |
 |
5 - L'intensité de soudage
L'intensité de soudage doit être adaptée au diamètre de l'électrode enrobée utilisée. Respectez les préconisations du fournisseur d'électrodes.
Une intensité trop faible génère :
[*]une faible pénétration
[*]une diminution de la largeur de cordon
[*]une forte surépaisseur de cordon avec un bombé inesthétique
[*]un manque de stabilité de l'arc électrique
[*]un risque de porosités et d'inclusions de laitier
[*]un risque de collage de l'électrode sur la pièce
Une intensité trop forte génère :
[*]un risque de caniveaux
[*]une pénétration forte
[*]un risque d'effondrement du bain de fusion
[*]des projections métalliques importantes
[*]une faible surépaisseur de cordon
6 - La longueur ou hauteur d'arc de soudage
La longueur ou hauteur d'arc doit être la plus courte possible de l'ordre de la moitié de l'âme de l'électrode pour une électrode basique et du diamètre de l'âme pour les autres types d'électrodes. Un arc trop long est perméable à l'air ambiant ce qui a pour conséquence l'introduction d'oxygène, d'hydrogène et d'azote dans le métal fondu (préjudiciable aux caractéristiques mécaniques). Un arc trop long est à l'origine de soufflures dans le métal fondu (nid de soufflures à l'amorçage).
Un arc trop court génère :
[*]un risque de collage ou manque de fusion
[*]une faible pénétration
[*]une diminution de la largeur de cordon
[*]un collage de l'électrode dans le bain de fusion
[*]une surépaisseur de cordon
Un arc trop long génère :
[*]une perte d'énergie dans l'arc
[*]une pénétration élevée
[*]un manque de protection du bain de fusion
une faible surépaisseur de cordon
| BON | MAUVAIS |
 |
 |
7 - Vitesse de soudage
Une vitesse d'avance de soudage trop lente génère :
[*]une augmentation de la largeur du cordon
[*]une augmentation de la pénétration
[*]un risque d'effondrement du bain de fusion
[*]un risque de soufflures
Une vitesse d'avance de soudage trop rapide génère :
[*]une diminution de la largeur du cordon
[*]une diminution de la pénétration
[*]un cordon à stries allongées et au forme très irrégulière
[*]un bombé de soudure très important
[*]un risque de caniveaux
8 - Polarité de l'électrode enrobée
| La polarité de l'électrode pour les passes de pénétration (non reprises à l'envers) réalisées à l'électrode enrobée à enrobage basique avec un générateur à courant continu sont généralement effectuées avec la polarité négative à l'électrode. |  |
[*]La fiche du câble de la pince porte-électrode est raccordée à la borne (-)
[*]La fiche du câble de la pince de masse est raccordée à la borne (+)
| Les passes de remplissage et de finition réalisées à l'électrode enrobée à enrobage basique avec un générateur à courant continu sont généralement effectuées avec la polarité positive à l'électrode. | 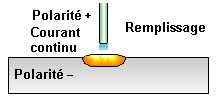 |
[*]La fiche du câble de la pince porte-électrode est raccordée à la borne (+)
[*]La fiche du câble de la pince de masse est raccordée à la borne (-)
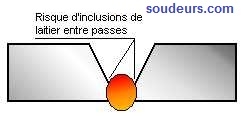
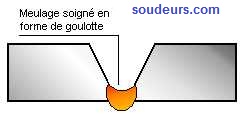
9 - Meulage du profil de la première passe
Le meulage du profil de la première passe de pénétration est nécessaire. Le cordon de première passe de pénétration avec polarité négative est d'aspect bombé. Il est nécessaire de surfacer par meulage superficiel le profil bombé du cordon avant d'entreprendre la passe de remplissage afin d'éviter le risque d'inclusions de laitier entre passes ou le manque de fusion nommé aussi collage. Chaque arrêt de soudure, en première passe de pénétration, est soigneusement meulé en sifflet (pente douce sur 3 à 5 centimètres) afin de garantir la continuité de la pénétration à la reprise. Le meulage ne doit pas entailler la surface des bords des chanfreins du joint soudé ou les surfaces de la pièce à souder.
 |
 |
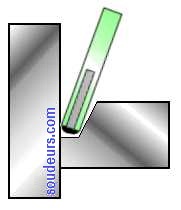
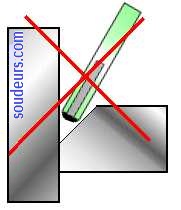
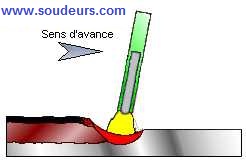
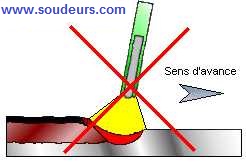
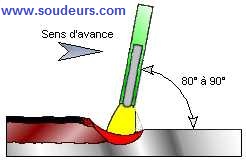
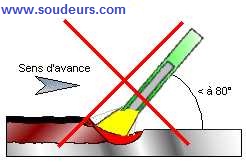
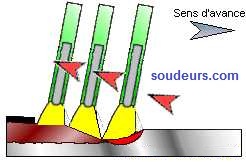
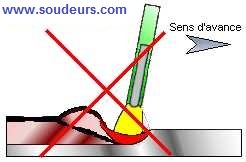
10 - Inclinaison de l'électrode enrobée en cours de soudage
L'inclinaison de l'électrode doit être normalement de 80° à 90° par rapport à la pièce à souder. Une électrode dont l'inclinaison est trop couchée est à l'origine de cordon trop bombé, de manque de pénétration, de soufflures et d'extrémité d'électrode en forme de cure-dent. L'inclinaison prononcée d'une électrode n'est utilisée que pour les rechargements avec la recherche d'un taux de dilution le plus faible possible et lorsque les épaisseurs à assembler sont différentes (l'électrode est dirigée vers la pièce la plus épaisse).
| BON | MAUVAIS |
 |
 |
11 - Reprise de cordon après arrêt de soudure
La reprise de cordon est réalisée à chaque arrêt de soudure. Chaque arrêt de soudure, en première passe de pénétration, est soigneusement meulé en sifflet (pente douce sur 3 à 5 centimètres) afin de garantir la continuité de la pénétration à la reprise. Le meulage ne doit pas entailler la surface des bords des chanfreins du joint soudé ou les surfaces de la pièce à souder. Il est important, pour les passes de finition, d'amorcer l'arc à quelques millimètres en avant de la fin du cordon, avec un arc plus long permettant un échauffement plus rapide et de remonter sur la fin du cordon pour éviter les surépaisseurs et les inclusions de laitier.
| BON | MAUVAIS |
 |
 |
12 - Le soufflage magnétique de l'arc lors du soudage
Le soufflage magnétique de l'arc est une déviation de l'arc électrique sous l'effet de forces magnétiques engendrées par le courant de soudage principalement en courant continu. Ce phénomène complexe et imprévisible est rencontré sur des matériaux magnétisables, lors de soudage en fond de chanfrein, en angle et sur les extrémités de pièces de longues dimensions. Le soudeur peut diminuer le phénomène de soufflage par une opération de pointage (fermer le champ magnétique). Pour limiter le phénomène de soufflage, la prise de masse doit être placée le plus près possible de l'arc de soudage et être régulièrement déplacée. La création d'une self, par enroulement du câble secondaire sur la pièce à souder, peut améliorer grandement la stabilité de l'arc.
Qu'est ce que le soufflage magnétique de l'arc électrique de soudage ?
13 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
14 - Quelques liens Internet utiles
15 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
16 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
