
Cet article technique est rédigé pour aider les lecteurs à trouver réponse à leur interrogation concernant la prévention de la fissuration par l'hydrogène ou fissuration à froid FAF par la méthode A donnée en C.2 dans la norme NF EN 1011-2 qui est basée sur l'expérience approfondie et les données qui proviennent surtout, mais non exclusivement, des aciers type carbone-manganèse.
Vous êtes invités bien évidemment à apporter vos commentaires, observations et expériences dans le cadre placé tout en bas de cet article intitulé Ecrire un commentaire.
2 - Recommandations pour la méthode A
Ces recommandations ne s'appliquent qu'aux conditions normales de bridage en fabrication.
Dans des conditions de bridage plus sévères, il est nécessaire, pour éviter la fissuration par l'hydrogène, de préchauffer à des températures plus élevées ou de prendre d'autres précautions.
La méthode A donnée en C.2 fait référence au soudage d’un métal de base à des températures supérieures à 0 °C. Lorsque le soudage est effectué à des températures inférieures à 0 °C des exigences particulières peuvent être nécessaires.
Voir aussi la norme FD CEN ISO/TR 17844 de Février 2005.
3 - Métal de base concerné pour la méthode A
La méthode A donnée en C.2 de la norme NF EN 1011-2 traite des aciers non alliés, des aciers à grains fins et des aciers faiblement alliés.
La méthode A est applicable aux aciers ayant un carbone équivalent (CE) compris entre 0,30% et 0,70%.
Les teneurs (en % en masse) des principaux constituants des alliages sont dans les limites suivantes :
| — Carbone | 0,05 à 0,25 |
| — Silicium | 0,8 max. |
| — Manganèse | 1,7 max. |
| — Chrome | 0,9 max. |
| — Cuivre | 1,0 max. |
| — Nickel | 2,5 max. |
| — Molybdène | 0,75 max. |
| — Vanadium | 0,20 max. |
Les valeurs de carbone équivalent (CE) du matériau de base sont calculées avec la formule suivante :

4 - Classe d'hydrogène des métaux d'apport
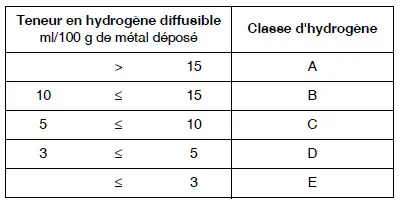
5 - Détermination de l'épaisseur combinée de l'assemblage
L'épaisseur combinée est utilisée pour évaluer l'effet de pompage thermique d'un assemblage dans le but d'en déterminer la vitesse de refroidissement.
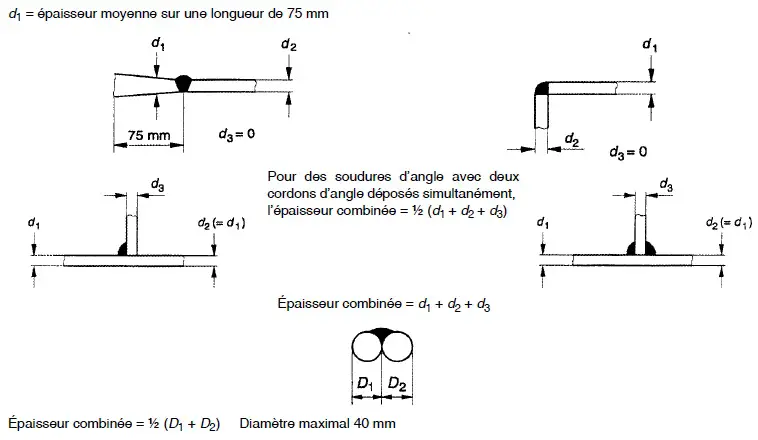
Pour la même épaisseur de métal, la température de préchauffage est plus élevée dans une soudure d'angle que dans une soudure bout à bout parce que l'épaisseur combinée, et en conséquence la dissipation de chaleur, est plus importante.
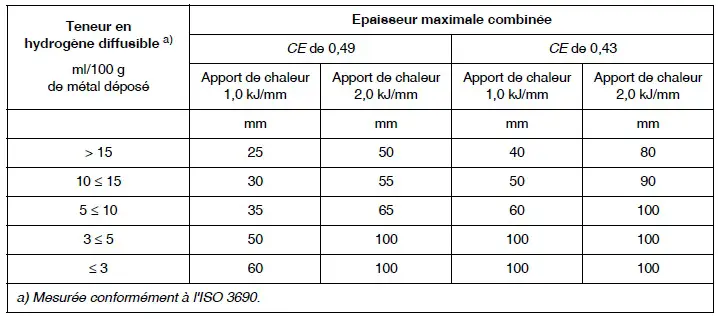
6 - Tableau des épaisseurs maximales combinées soudables sans préchauffage
7 - Détermination de la température de préchauffage
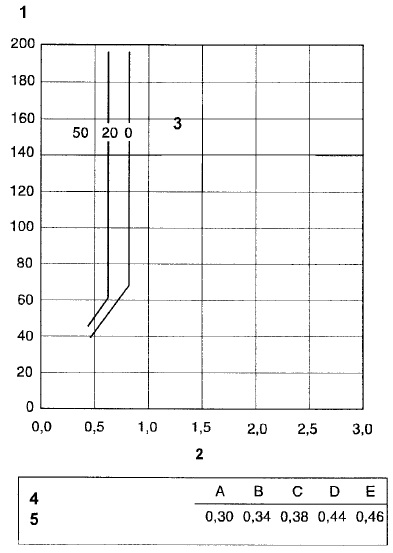
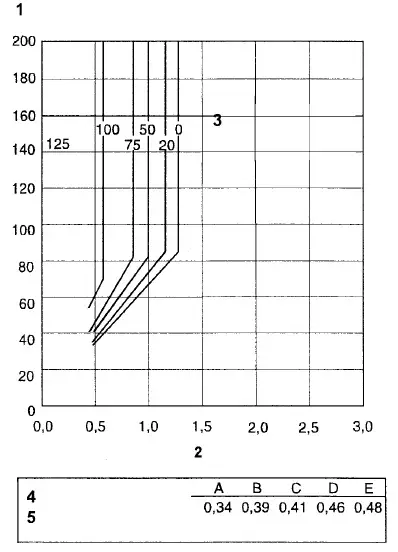
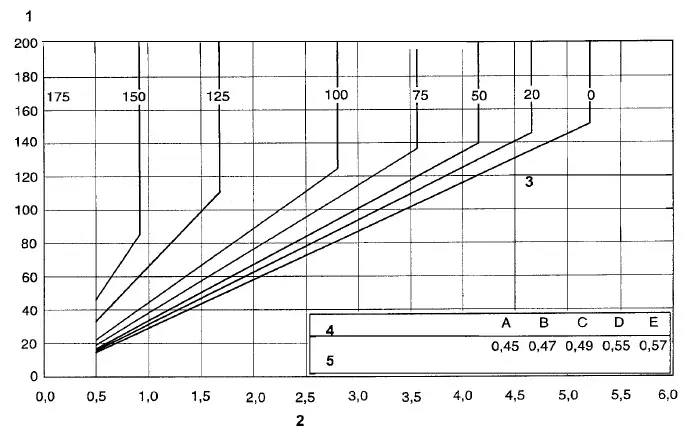
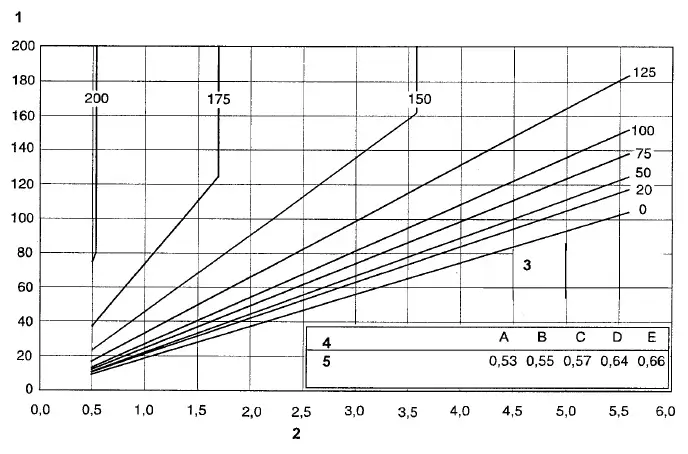
Il convient de déterminer la température de préchauffage à utiliser à partir d'une des figures ci-dessous avec la droite de préchauffage située juste au-dessus ou à gauche du point coordonné correspondant à l'apport de chaleur et à l'épaisseur combinée.
8 - Légende des tableaux de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
9 - Premier diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
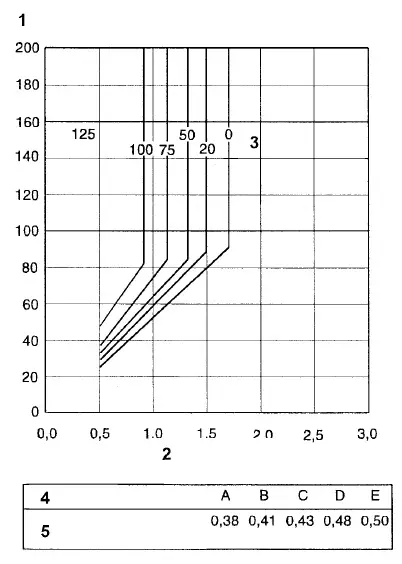
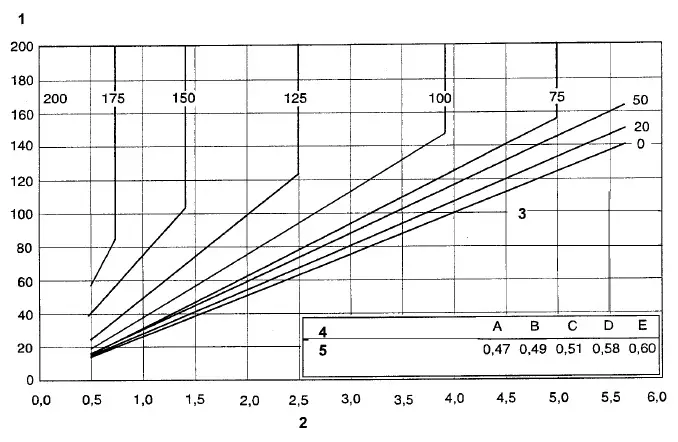
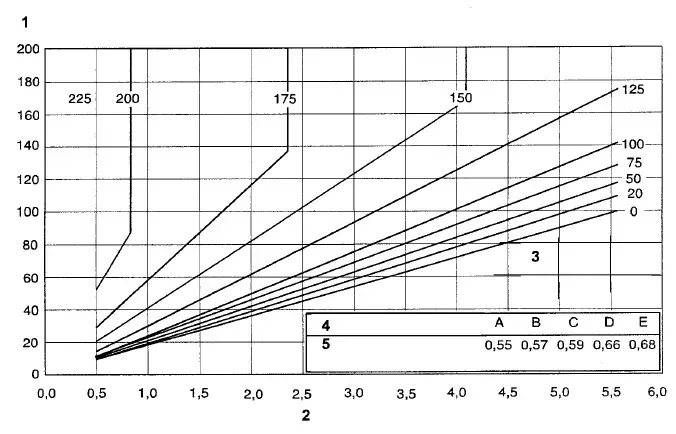
10 - Deuxième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
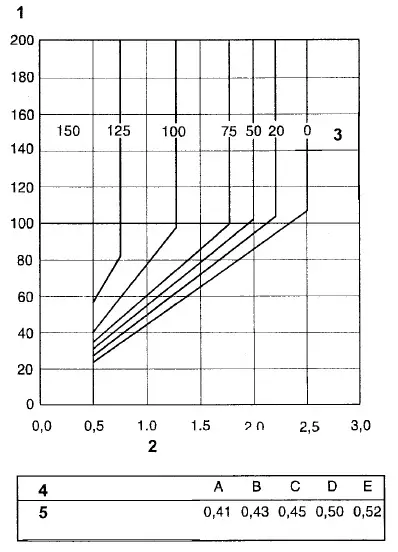
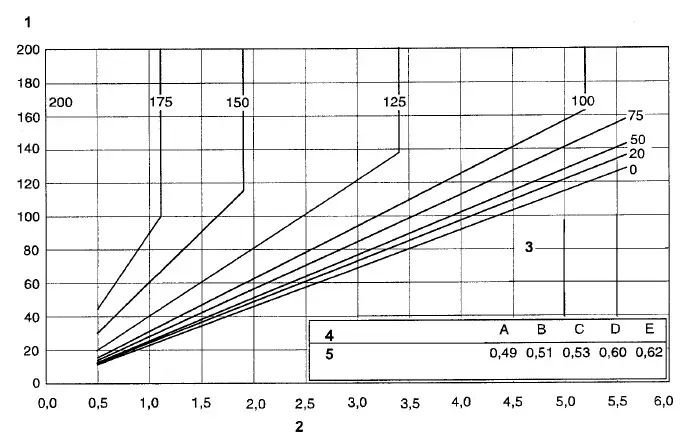
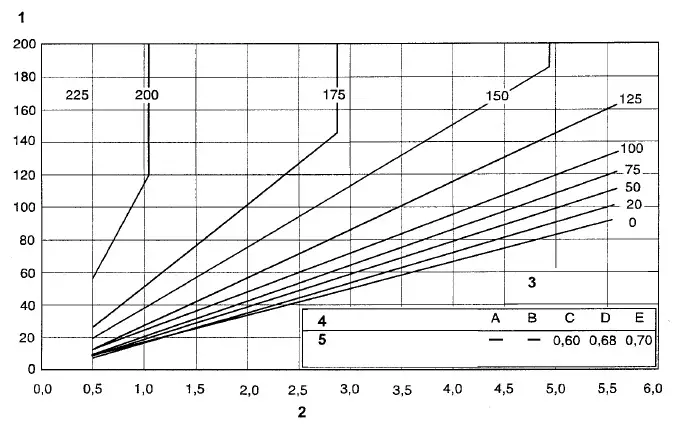
11 - Troisième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
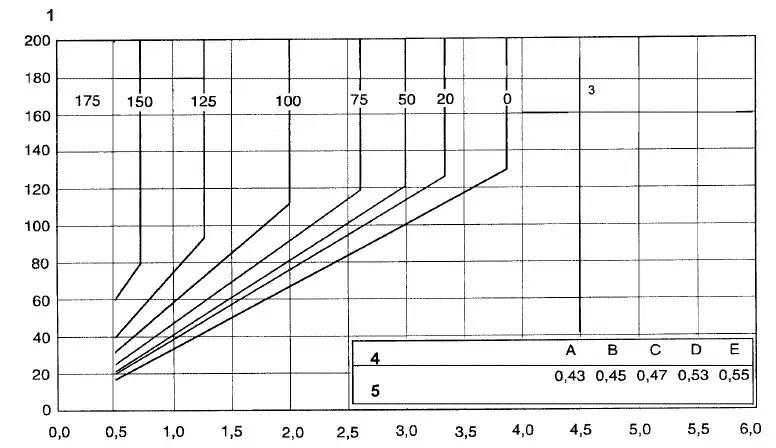
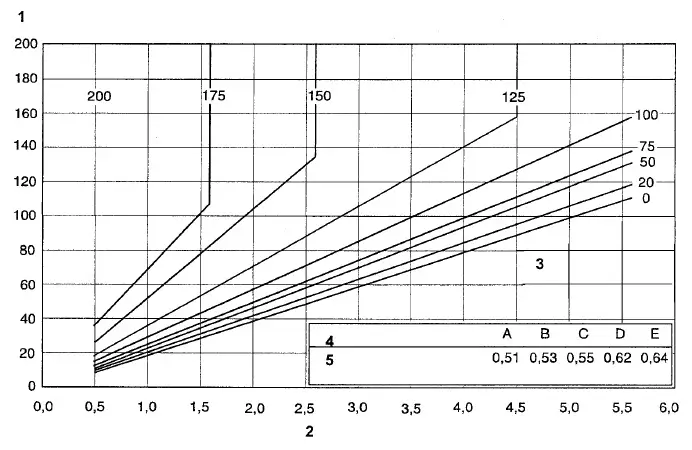
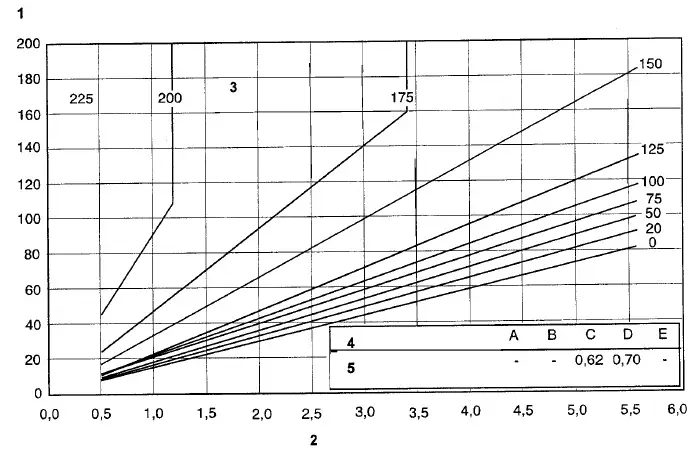
12 - Quatrième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
13 - Cinquième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
14 - Sixième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
15 - Septième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
16 - Huitième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
17 - Neuvième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
18 - Dixième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
19 - Onzième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
20 - Douzième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
21 - Treizième diagramme de détermination de la température de préchauffage
1 - Épaisseur combinée, mm
2 - Apport de chaleur, kJ/mm
3 - Température minimale de préchauffage, °C
4 - Classe d'hydrogène du métal d'apport
5 - À utiliser pour des valeurs de carbone équivalent ne dépassant pas
22 - Exemple d'application de détermination de la température de préchauffage
Phase 1 :
Décider de la valeur de carbone équivalent à utiliser, en se référant soit aux certificats matières, soit au carbone équivalent le plus élevé indiqué dans la norme de l'acier.
Un acier ayant un carbone équivalent de 0,49 sert d'exemple.
Phase 2 :
Décider provisoirement du procédé et des produits consommables de soudage à utiliser.
Classer les produits consommables en utilisant la classe d'hydrogène A, B, C, D ou E selon C.2.3 et le Tableau C.2.
Par hypothèse le soudage à l'arc avec une électrode enrobée est à utiliser et le niveau d'hydrogène de la soudure correspond à la classe C du Tableau C.2.
Phase 3 :
Déterminer le type d'assemblage : en angle ou bout à bout.
Par hypothèse le soudage bout à bout est à utiliser.
Phase 4 :
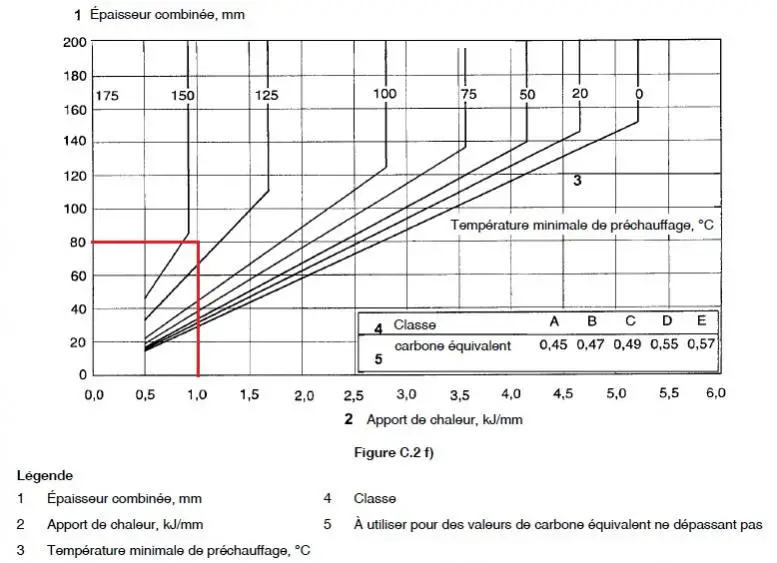
D'après la Figure C.2, choisir le graphique approprié à la classe d'hydrogène C et au carbone équivalent de 0,49 c'est à dire la Figure C.2 f. Lorsqu'il n'existe pas de graphique pour la classe d'hydrogène et le carbone équivalent choisis, utiliser le graphique correspondant au carbone équivalent immédiatement supérieur.
Phase 5 :
Calculer l'apport de chaleur selon la formule de la norme NF EN 1011-1 ou déterminer la dimension minimale des passes à utiliser pour exécuter la soudure bout à bout. Il s'agit le plus souvent de la passe de fond.
Par hypothèse celle-ci sera déposée avec une électrode de 4,0 mm ayant un rendement de 100 % pour fournir un cordon d'environ 270 mm de longueur.
Se reporter au Tableau C.4.2 qui indique l'apport de chaleur minimum de 1,0 kJ/mm pour les différentes passes de la soudure bout à bout.
Phase 6 :
Déterminer l'épaisseur combinée de l'assemblage, en se référant à C.2.4.
Par hypothèse l’épaisseur combinée calculée est de 80 mm.
Phase 7 :
A l'aide de la Figure C.2 f), tracer les coordonnées pour l'apport de chaleur de 1,0 kJ/mm et l'épaisseur combinée de 80 mm.
Lire la température minimale de préchauffage et entre passes exigée (140°C dans cet exemple).
Procédé de soudage : 111
Épaisseur tôle = 40 mm
Hydrogène diffusible = 7 mL/100g
Classe d'hydrogène = C
Epaisseur combinée = 80 mm
Analyse chimique :
C = 0,2%
Si = 0,4%
Mn = 1,48%
Cr = 0,1%
Ni = 0,1%
Mo = 0,05%
Cu=0,02%
Nb = 0,025%
Ti = 0,018%
Carbone équivalent = 0,485%
Diamètre de l'électrode = Ø 4,0 mm
Intensité de soudage = 150 A
Tension de soudage = 24 V
Vitesse de soudage = 17 cm/min
Rendement thermique du procédé = 0,8
Energie de soudage = 10 165 J/cm ou 1,02 KJ/mm
D'après le diagramme ci-dessus, il faut au moins une température de préchauffage de 140°C selon les données ci-dessus
23 - Quelques liens Internet utiles
24 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
25 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
