
Cet article technique est rédigé pour aider les lecteurs à trouver réponse à leur interrogation concernant la prévention de la fissuration par l'hydrogène ou fissuration à froid FAF par la méthode B donnée en C.3 dans la norme NF EN 1011-2 qui est basée sur l'expérience approfondie et les données qui proviennent surtout, mais non exclusivement, des aciers faiblement alliés à haute limite d'élasticité..
Vous êtes invités bien évidemment à apporter vos commentaires, observations et expériences dans le cadre placé tout en bas de cet article intitulé Ecrire un commentaire.
2 - Recommandations pour la méthode B
Ces recommandations ne s'appliquent qu'aux conditions normales de bridage en fabrication.
Dans des conditions de bridage plus sévères, il est nécessaire, pour éviter la fissuration par l'hydrogène, de préchauffer à des températures plus élevées ou de prendre d'autres précautions.
La méthode B donnée en C.3 fait référence au soudage d’un métal de base à des températures supérieures à 0 °C.
Lorsque le soudage est effectué à des températures inférieures à 0 °C des exigences particulières peuvent être nécessaires.
Il est possible d'utiliser d'autres méthodes que celles proposées dans cette annexe, par exemple des méthodes
utilisant de faibles températures de préchauffage, pourvu que leur efficacité puisse être démontrée. Il convient que
la démonstration de leur efficacité intègre tous les facteurs également pris en considération pour les modes opératoires
de soudage selon la présente annexe.
Voir aussi la norme FD CEN ISO/TR 17844 de Février 2005.
3 - Métal de base concerné pour la méthode B
La méthode B est applicable aux aciers ayant un carbone équivalent (CET) compris entre 0,20% et 0,55%.
Les teneurs (en % en masse) des principaux constituants des alliages sont dans les limites suivantes :
| — Carbone | 0,05% à 0,32% |
| — Silicium | 0,8% max. |
| — Manganèse | 0,5% à 1,9% |
| — Chrome | 1,5% max. |
| — Cuivre | 0,7% max. |
| — Nickel | 2,5% max. |
| — Molybdène | 0,75% max. |
| — Vanadium | 0,18% max. |
| — Titane | 0,12% max. |
| — Niobium | 0,06% max. |
| — Bore | 0,005% max. |
Les valeurs de carbone équivalent (CET) du matériau de base sont calculées avec la formule suivante :

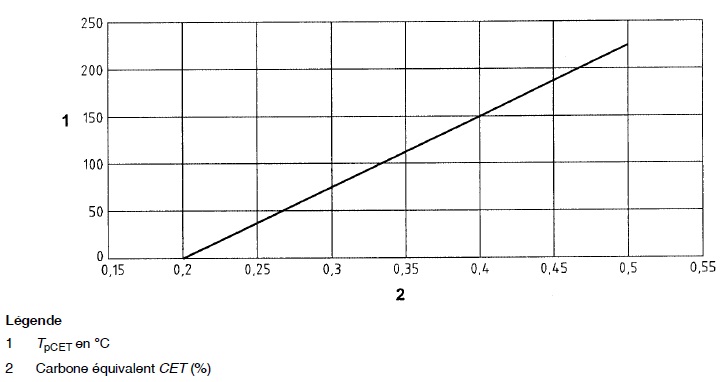
4 - Température de préchauffage par rapport au carbone équivalent CET
Formule de calcul de la température de préchauffage :
Tp CET = 750 x CET - 150 (°C)
5 - Calcul de la température de préchauffage
En combinant les effets de la composition chimique, caractérisée par le carbone équivalent, CET, de l'épaisseur de tôle d, de la teneur en hydrogène du métal fondu HD et de l'apport de chaleur Q, on obtient la formule ci-dessous qui permet de calculer la température de préchauffage Tp.
Tp = TpCET + Tpd + TpHD + TpQ (°C)
La température de préchauffage peut également être calculée selon la formule suivante :
Tp = 697 × CET + 160 × tgh(d/35) + 62 × HD 0,35 + (53 × CET – 32) × Q – 328 (°C)
Cette relation est valable pour les aciers de construction ayant une limite d’élasticité jusqu’à 1 000 N/mm2 et
CET = 0,2 % à 0,5 % ;
d = 10 mm à 90 mm ;
HD = 1 ml/100 g à 20 ml/100 g ;
Q = 0,5 kJ/mm à 4,0 kJ/mm ;
pour les aciers de construction ayant une limite d'élasticité jusqu'à 1 000 N/mm2.
6 - Détermination graphique de la température de préchauffage CET 0,20% à 0,27%
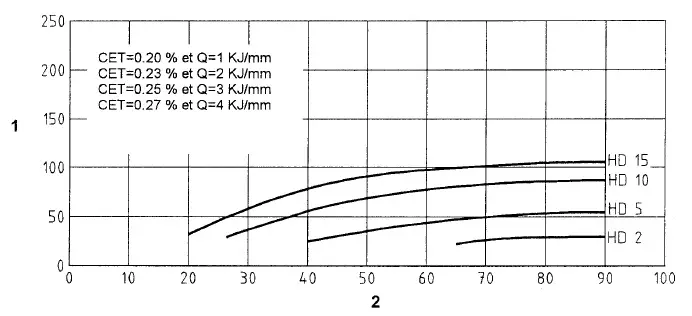
Légende :
1 - Tp en °C
2 - Épaisseur de tôle d en mm
7 - Détermination graphique de la température de préchauffage CET 0,30% à 0,36%
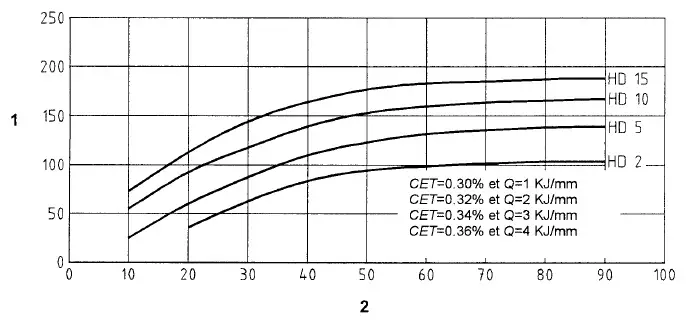
Légende :
1 - Tp en °C
2 - Épaisseur de tôle d en mm
8 - Détermination graphique de la température de préchauffage CET 0,40% à 0,44%
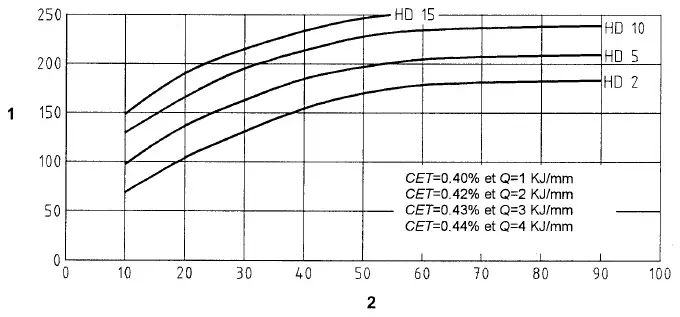
Légende :
1 - Tp en °C
2 - Épaisseur de tôle d en mm
9 - Exemple d'application de détermination de la température de préchauffage
Procédé de soudage : 121
Épaisseur tôle d = 40 mm
Hydrogène diffusible HD = 7 mL/100g
Analyse chimique :
C = 0,164%
Si = 0,39%
Mn = 1,48%
Cr = 0,022%
Ni = 0,039%
Mo = 0,004%
Cu=0,010%
Nb = 0,025%
Ti = 0,018%
V = 0,001%
B = 0,003%
Carbone équivalent CET = 0,314%
Intensité de soudage = 850 A
Tension de soudage = 34 V
Vitesse de soudage = 60 cm/min
Rendement thermique du procédé = 1
Energie de soudage Q = 28 900 J/cm ou 2,89 KJ/mm
La température de préchauffage peut être calculée selon la formule suivante :
Tp = 697 × CET + 160 × tgh(d/35) + 62 × HD 0,35 + (53 × CET – 32) × Q – 328 (°C)
:
Tp = 697 × 0,314 + 160 × TANH(40/35) + 62 × 7^0,35 + (53 × 0,314 – 32) × 2,89 – 328 (°C)
Tp = 99,3 °C
10 - Quelques liens Internet utiles
11 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
12 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal

