Les matériaux de base et métaux d’apport évoluent tellement vite que la gamme de gaz de protection doit être suffisamment vaste afin de répondre aux besoins aussi bien pour le soudage TIG que pour le soudage MAG.
Cet article technique est rédigé à partir d'une documentation commerciale de la société MESSER
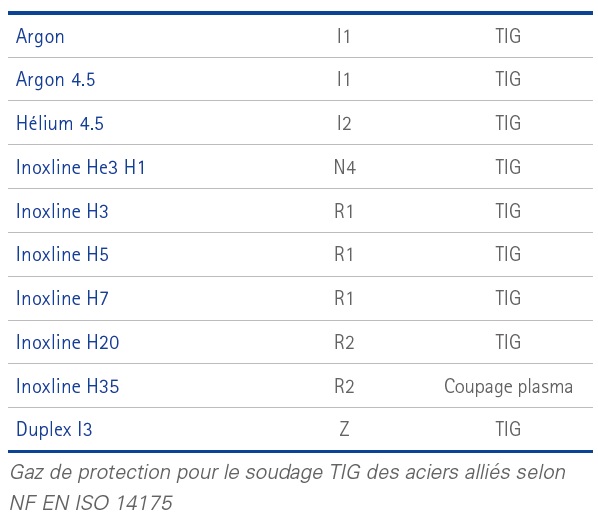
1 - Soudage TIG / 141
Le soudage TIG est essentiellement réalisé avec de l’argon.
La qualité et la productivité sont nettement améliorées lorsque l’on ajoute un pourcentage précis d’hydrogène à de l’argon.
En ce qui concerne les aciers duplex,l’introduction d’azote permet de stabiliser le taux d’austénite et plus exactement de maintenir l’équilibre austénite/ferrite.
De même pour les aciers austénitiques,l’ajout d’azote a un effet positif, car il permet de respecter les valeurs limites de ferrite delta.
Par contre, il n’est pas possible d’utiliser des ajouts d’hydrogène sur les aciers duplex.
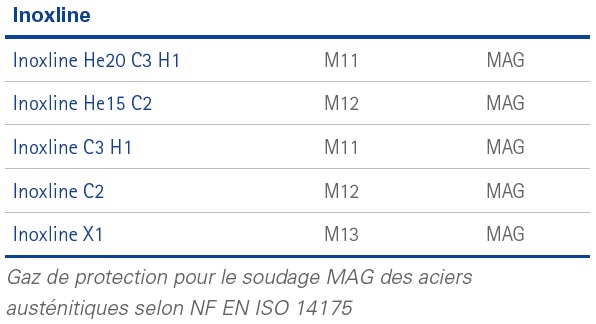
2 - Soudage MAG / 135
D’une manière générale, les aciers austénitiques sont soudés avec un mélange de gaz à base d’argon contenant 3 % de CO2 au maximum.
Il est également possible d’utiliser de l’oxygène en faible pourcentage, mais dans ce cas, la surface du cordon sera légèrement oxydée.
Des ajouts d’hélium de 15 % par exemple se révèlent souvent très efficaces.
C’est notamment le cas pour les aciers duplex et les aciers majoritairement austénitiques.
L’hélium permet également de souder des pièces de fortes épaisseurs.
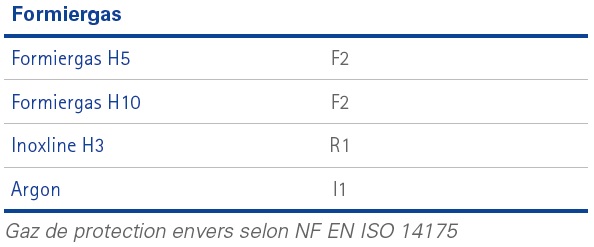
3 - Protection gazeuse envers
Formiergas est un mélange d’azote et d’hydrogène.
L’hydrogène est un gaz réducteur ; il permet d’obtenir un aspect plus brillant et mieux décapé.
Aussi, sur les chantiers, le pourcentage d’hydrogène peut être plus élevé que dans les ateliers.
Selon nos expériences, la présence d’hydrogène dans le gaz de protection envers n’a pas d’effet néfaste sur les aciers inoxydables duplex.
4 - Le b a ba des matériaux
Les aciers austénitiques contiennent environ 20 % de chrome et environ 10 % de nickel. La structure classique présente, en général, un taux de ferrite de 5 à 8 %.
Les matériaux les plus utilisés sont le EN 1.4301 (X5Cr-Ni18-10), le 1.4541 et le 1.4571. Les aciers austénitiques au chrome-nickel peuvent être stabilisés contre la corrosion intergranulaire soit par des d’ajouts d’éléments d’alliage (souvent du titane) soit par une teneur en carbone particulièrement basse (qualités LC).
Les aciers duplex montrent une résistance accrue à la corrosion, notamment en milieux chlorurés et ont, en même temps, une résistance mécanique plus importante.
Le matériau le plus répandu est le 1.4462.
Les aciers duplex ont une structure mixte avec un taux de ferrite de 50 %.
Les aciers super duplex ont une résistance accrue à la corrosion perforante.
Les aciers purement austénitiques ont un taux de ferrite de 2 % maximum. Ceci entraîne une tendance importante aux criques à chaud.
Par contre, ces aciers ont une résistance à la corrosion plus élevée.
Grâce à leur taux de ferrite extrêmement bas, ces matériaux sont amagnétiques. Les nuances classiques sont le 1.4435 (X2CrNiMo 18-14 ou AISI316L) et le 1.4439.
Les matériaux à base de nickel sont utilisés lorsqu’il faut une résistance à la corrosion à des températures très élevées, jusqu’à plus de 1 000 °C.
Il faut veiller à la propreté de l’assemblage soudé ce qui implique l’élimination des contaminations par des corps gras à base d’hydrocarbures ou des oxydes superficiels.
5 - Soudage TIG, PLASMA ou MAG ?
Le soudage TIG permet d’obtenir une qualité du joint très élevée par la réalisation de cordons lisses, de bel aspect et possédant une bonne compacité.
La vitesse de soudage est relativement faible et l’apport de chaleur élevé (50 W/mm2).
Le soudage plasma permet d’obtenir des joints soudés plus étroits et pénétrés par un apport d’énergie plus focalisé (103 W/mm2) et garantit de bonnes caractéristiques du joint soudé.
Il est utilisé notamment pour les procédés entièrement automatisés.
Le soudage MAG est souvent employé pour les passes de remplissage afin d’obtenir des vitesses de dépôt élevées.
Les procédés entièrement automatisés ont de plus en plus recours à ce type de procédé.
6 - La technologie du courant pulsé
On utilise cette technique en TIG orbital afin d’obtenir des joints soudés d’excellente qualité, ceci par un meilleur contrôle de l’énergie de soudage ainsi que la pénétration, même en position.
Le mode pulsé en soudage MAG est surtout utilisé afin de réaliser des soudures avec peu ou pas de projections, même dans les plages de réglage basses.
De plus, la qualité de l’assemblage est améliorée par une pénétration plus constante.
Les sources de courant modernes proposent des programmes préenregistrés adaptés aux gaz de protection permettant de faire varier les paramètres de soudage selon les besoins. Pour les matériaux fortement alliés, le soudage pulsé est souvent préconisé.
7 - La protection gazeuse envers
Le soudage TIG des aciers alliés nécessite une protection envers.
Celle-ci est également souvent utilisée lors du soudage MAG.
En racine du joint soudé, le taux d’oxygène résiduel < 20 ppm est préconisé.
La coloration de la partie envers indique le taux d’oxydation par l’oxygène.
Cela dépend de la préconisation et de l’utilisation finale de la pièce soudée.
Pour les tubes de petite section, le gaz de protection envers entre par une extrémité et ressort par l’autre en maintenant une légère surpression (débit 2 à 4 l/min-1).
L’étanchéité est maintenue par bouchons coniques permettant de limiter au maximum le taux d’oxygène.
Lorsqu’il s’agit de tubes de plus grands diamètres, le gaz de protection envers est amené au niveau de la racine de la soudure à l’aide de dispositifs auxiliaires de type rondelles d’inertage flexibles permettant d’inerter la racine de la soudure.
Il faut veiller à un temps de purge préalable suffisant.
8 - Les fils fourrés
Les aciers fortement alliés sont classiquement soudés avec des fils massifs.
Cependant, il existe des applications pour les fils fourrés.
Dans ce cas, on utilise notamment des fils fourrés inoxydables rutiles.
La protection du bain de fusion par le laitier permet d’obtenir des soudures de bel aspect. L’opération de décapage est diminuée et la formation de projections ne pose quasiment aucun problème
Il faut distinguer entre le laitier à vitesse de solidification lente pour le soudage à plat et le laitier à vitesse de solidification élevée pour les soudures montantes.
Les fils fourrés améliorent sensiblement le taux de dépôt.
Les fils fourrés sans laitiers permettent également de maintenir le taux résiduel d’éléments d’alliages en zone fondue.
9 - Adresse de contact de la société MESSER
Messer France S.A.S.
25, rue Auguste Blanche
92816 Puteaux Cedex
Tel. +33 1 40 80 33 00
Fax +33 1 40 80 33 99
www.messer.fr
info@messer.fr
10 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
11 - Quelques liens Internet utiles
12 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
13 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

Par: Dominique ADMIN