Le Descriptif de Mode Opératoire de Soudage à l’arc électrique est un formulaire sur lequel sont consignés toutes les opérations, les instructions et les informations techniques nécessaires pour assurer la répétitivité des paramètres, obtenir un assemblage soudé de qualité et réussir dans les meilleures conditions l'exécution d'un travail précis de soudage.
1 - Définition d'un descriptif de mode opératoire de soudage (D.M.O.S.)
Le D.M.O.S. est le document de référence du coordonnateur en soudage, du soudeur, de l'inspecteur et du contrôleur lors de l'exécution, du suivi et du contrôle d'un joint soudé.
Le D.M.O.S. est obligatoire et doit être présenté lors d'une qualification de mode opératoire de soudage et d'une qualification de personnel soudeur.
| TABLEAU RÉCAPITULATIF DES PARAMÈTRES A VÉRIFIER SUR LE DMOSP | |||||||||
| Intensité Ampères |
Tension Volts |
Avance cm/min |
Produit d'apport nuance et Ø | Nature courant et polarité | Vitesse dévidage fil cm/min |
Nature et débit gaz | Électrode tungstène |
Flux solide en poudre | |
| 111 | X | X | X | X | X | NON | NON | NON | NON |
| 114 | X | X | X | X | X | X | NON | NON | NON |
| 141 M | X | X | X | X | X | NON | X | X | NON |
| 141 A | X | X | X | X | X | X | X | X | NON |
| 142 | X | X | X | X | X | NON | X | X | NON |
| 143 | X | X | X | X | X | NON | X | X | NON |
| 145 | X | X | X | X | X | NON | X | X | NON |
| 15 | X | X | X | X | X | X | X | X | NON |
| 131 | X | X | X | X | X | X | X | NON | NON |
| 135 | X | X | X | X | X | X | X | NON | NON |
| 136 | X | X | X | X | X | X | X | NON | NON |
| 137 | X | X | X | X | X | X | X | NON | NON |
| 138 | X | X | X | X | X | X | X | NON | NON |
| 121 | X | X | X | X | X | X | NON | NON | X |
2 - Comment rédiger un descriptif de mode opératoire de soudage ?
La norme européenne NF EN ISO 15609 et NF EN ISO 15614-1 de 2005 avec l'amendement A1 de 2008 et l'amendement A2 de 2012 précisent les modalités de rédaction du descriptif de mode opératoire de soudage.
La rédaction du D.M.O.S. est réalisée, soit après exécution d'un essai préliminaire représentatif dans les conditions de la fabrication, soit à partir d'une qualification de mode opératoire de soudage déjà obtenue.
Vous trouverez ci-dessous chaque élément à préciser sur le formulaire.
Cette page d'informations ne peut se substituer à la norme ou les normes en vigueur. Elle n'est réalisée qu'à titre d'exemple et de vulgarisation du soudage.
3 - Préparation géométrique du joint à souder
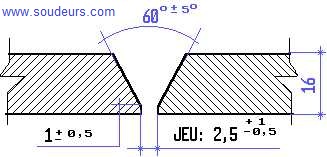
Un croquis de la préparation du joint soudé doit être réalisé sur le formulaire de D.M.O.S.
Des tolérances doivent être précisées pour les dimensions des différents éléments ayant une importance opératoire notable (jeu, ouverture d'angle de chanfrein, talon, etc...)
Ce dessin doit indiqué les éléments suivants :
[*]Epaisseur de la pièce 1 et de la pièce 2 (si nécessaire)
[*]Diamètre de la pièce 1 et de la pièce 2 (si nécessaire)
[*]Angle d'ouverture du chanfrein en degrés (si nécessaire)
[*]Rayon en fond de chanfrein type tulipe ou U en millimètre (si nécessaire)
[*]Jeu de soudage entre les deux pièces (si nécessaire)
[*]Talon ou méplat en millimètre (si nécessaire)
[*]Angle d'inclinaison des pièces (si nécessaire)
4 - Répartition des passes de soudage

Un second croquis de répartition des passes de soudure doit être réalisé sur le formulaire de D.M.O.S.
Ce dessin doit représenté le plus fidèlement possible les éléments suivants :
[*]Le nombre total de passes ou de série de passes
[*]Le numéro de chaque passe ou série de passes
[*]La répartition de chaque passe de soudure pour chaque procédé de soudage
[*]L'orientation de chaque passe de soudure pour chaque procédé
[*]La séquence de soudage
[*]La dimension de la section soudée (si nécessaire)
[*]La gorge de soudure ou apothème (si nécessaire)
5 - Méthode de préparation de l'assemblage
La méthode utilisée de préparation des chanfreins doit être indiquée :
[*]par Découpage sous eau avec abrasif
[*]par Découpage laser
[*]par Oxycoupage
[*]par Cisaillage
[*]par Meulage
[*]par Usinage
[*]par Fraisage
[*]par Grignotage
6 - Méthode de nettoyage préalable de l'assemblage
La méthode utilisée de nettoyage préalable des chanfreins doit être indiquée :
[*]par Meulage
[*]par Brossage
[*]par Sablage
[*]par Dégraissage
[*]par Décapage chimique
7 - Nuance et norme d'approvisionnement des métaux de base
La nuance normalisée et/ou commerciale, la norme de référence et le groupe codifié de matériaux de chaque métal de base utilisé doivent être indiqués sur le D.M.O.S.P. par exemple :
[*]S 355K2G3 suivant NF EN 10025 12/1993 - Groupe 1 suivant NF EN ISO 15614-1
[*]S 690 QL suivant NF EN 10137-1 06/1992 - Groupe 3 suivant NF EN ISO 15614-1
[*]25 CrMo 4 suivant NF EN 10083 07/1991 - Groupe 5 suivant NF EN ISO 15614-1
[*]X5CrNiCuNb16-4 suivant NF EN 10088-3 1995 - Groupe 8 suivant NF EN ISO 15614-1
[*]X2CrNi18-9 suivant NF EN 10088-2 1995 - Groupe 9 suivant NF EN ISO 15614-1
Les symbolisations utilisées pour caractériser chaque variable de qualification sont définies par les liens hypertextes ci-dessous.
La codification des groupes de matériaux pour les aciers est définie ci-dessous.
Le regroupement des matériaux est conforme à la norme CR ISO 15608. (confer tableau 2 du paragraphe 5.5.2 en page 10 de la norme).
| NOUVEAUX GROUPES DE MATÉRIAUX DE BASE | |||
| Groupe | Domaine de validité | Nuance | Ancien groupe |
| 1.1, 1.2, 1.4 | 1.1, 1.2, 1.4 | Aciers carbone Re < 460 | W01 |
| 1.3 | 1, 2, 3, 9.1, 11 | Aciers à résistance à la corrosion atmosphérique améliorée Re > 360 | W03 |
| 2 | 1, 2, 3, 9.1, 11 | Aciers à grains fins Re > 360 | W03 |
| 3 | 1, 2, 3, 9.1, 11 | Aciers trempés et revenus et aciers à durcissement structural | W03 |
| 4 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers alliés au Cr-Mo-(Ni) à faible teneur en Vanadium | W02 |
| 5 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers au Cr-Mo sans Vanadium avec C <= 0,35% | W02 |
| 6 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers alliés au Cr-Mo-(Ni) à forte teneur en Vanadium | W02 |
| 7 | 1, 2, 3, 9.1, 4, 5, 6, 7, 11 | Aciers inoxydables ferritiques, martensitiques et à durcissement structural | W04 |
| 8 | 8, 9.2, 9.3, 10 | Aciers inoxydables austénitiques | W11 |
| 9.1 | 1, 2, 3, 9.1, 11 | Aciers alliés au nickel avec Ni <= 3,0% | |
| 9.2 + 9.3 | 9.2, 9.3, 1.1,1.2, 1.3 | Aciers alliés au nickel avec 3,0% < Ni <= 10,0% | |
| 10 | 8, 9.2, 9.3, 10 | Aciers austéno-ferritiques (Duplex) | W11 |
| 11 | 1.1, 1.2, 1.3, 1.4, 11 | Aciers non couverts par les groupes 1 à 10 et à 0,25% < C <= 0,5% |
Pour les groupements de matériaux le fascicule FD CEN ISO/TR 20172 est très utile.
En effet, il reprend des nuances très utilisées et fournit leur groupe suivant l'ISO 15608.
8 - Symbolisation des types d'assemblage de qualification
Le type d'assemblage du joint soudé est indiqué suivant la codification du cahier des charges applicable. Vous trouverez ci-dessous la codification des types d'assemblage suivant la NF EN ISO 15614-1
| Symbolisation des types d'assemblage | |
| Variable / Lien | Définition du type d'assemblage de soudage |
| P | Essai sur une tôle / Plate |
| T | Essai sur un tube / Pipe |
| BW | Essai sur un assemblage bout à bout / Butt Weld |
| FW | Essai sur un assemblage en angle / Fillet Weld |
| P-BW | Essai sur une tôle / Plate sur un assemblage bout à bout / Butt Weld |
| T-BW | Essai sur un tube / Pipe sur un assemblage bout à bout / Butt Weld |
| P-FW | Essai sur une tôle / Plate sur un assemblage en angle / Fillet Weld |
| T-FW | Essai sur un tube / Pipe sur un assemblage en angle / Fillet Weld |
| T/P-FW | Essai de Tube sur une Tôle / Pipe sur un assemblage en angle / Fillet Weld |
| t | Épaisseur de matériau de l'assemblage de qualification |
| s1 | Épaisseur déposée de métal fondu pour le procédé de soudage 1 |
| s2 | Épaisseur déposée de métal fondu pour le procédé de soudage 2 |
9 - Symbolisation des modes d'assemblage de qualification
Le mode d'assemblage du joint soudé est indiqué suivant la codification du cahier des charges applicable. Vous trouverez ci-dessous la codification des modes d'assemblage suivant la NF EN ISO 15614-1.
| Symbolisation des modes d'assemblage | |
| Variable / Lien | Définition du mode d'assemblage de soudage |
| ss | Essai de soudage d'un seul côté ou single-side welding |
| bs | Essai de soudage des deux côtés ou welding for both sides |
| gb | Soudage avec protection gazeuse à l'envers |
| sl | Monocouche / Single layer - Uniquement pour assemblage angle FW |
| ml | Multicouche / Multi layer - Uniquement pour angle FW |
| nb | Soudage sans support envers ou welding without backing |
| mb | Soudage avec un support ou welding with backing material |
| ss, nb | Soudage d'un seul côté sans support envers avec pénétration |
| ss, mb | Soudage d'un seul côté avec support envers |
| ss, gb | Soudage d'un seul côté avec protection gazeuse envers avec pénétration |
| bs, ng | Soudage des deux côtés sans gougeage par meulage |
| bs, gg | Soudage des deux côtés avec gougeage par meulage de la racine |
| lw | Soudage à gauche (pour oxya 311) |
| rw | Soudage à droite (pour oxya 311) |
10 - Symbolisation des procédés de soudage de qualification
Le procédé ou les procédés de soudage sont indiqués pour chaque passe ou série de passes. La codification du procédé est réalisée suivant le cahier des charges applicable. Vous trouverez ci-dessous la codification des procédés suivant la NF EN 24063 (ISO 4063).
| Symbolisation des procédés de soudage de qualification | |
| Variable / Lien | Définition du procédé de soudage |
| 111 | Soudage à l'arc électrique avec électrodes enrobées |
| 114 | Soudage à l'arc électrique avec fil électrode fourré sans gaz |
| 121 | Soudage à l'arc électrique sous flux solide en poudre avec fil plein électrode |
| 125 | Soudage à l'arc électrique sous flux solide en poudre avec fil fourré électrode |
| 131 | Soudage à l'arc sous protection de gaz inerte avec fil électrode fusible |
| 135 | Soudage à l'arc sous protection de gaz actif avec fil électrode fusible |
| 136 | Soudage MAG sous protection de gaz actif avec fil fourré électrode |
| 138 | Soudage MAG avec fil fourré poudre métallique |
| 141 | Soudage TIG avec métal d'apport |
| 142 | Soudage TIG autogène |
| 143 | Soudage TIG avec fil fourré ou baguette fourrée |
| 145 | Soudage TIG avec métal d'apport et gaz réducteur |
| 15 | Soudage à l'arc plasma |
| 311 | Soudage oxyacétylénique |
11 - Symbolisation des positions de soudage
La ou les positions de soudage sont indiquées pour chaque passe ou série de passes. La codification de la position de soudage est réalisée suivant le cahier des charges applicable. Vous trouverez ci-dessous la codification des positions fondamentales de soudage suivant la EN ISO 6947.
| Symbolisation des positions de soudage | ||||
| Variable / Lien | Bout Tôle | Bout tube | Angle tôles | Angle tube |
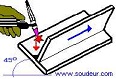
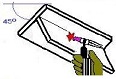
| Position JL045 | Néant |  |
Néant | Néant |
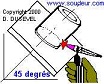
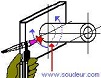
| Position HL045 | Néant |  |
Néant | Néant |
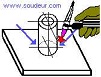
| Position PA |  |
 |
 |
 |
| Position PB | Néant | Néant | 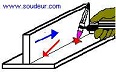 |
 |
| Position PC |  |
 |
 |
Néant |
| Position PD | Néant | Néant |  |
Néant |
| Position PE | 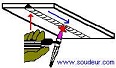 |
Néant | 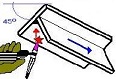 |
Néant |
| Position PF |  |
 |
||
| Position PH |  |
 |
||
| Position PG |  |
 |
||
| Position PJ |  |
 |
||
12 - Métal d'apport - Produit consommable
Le ou les métaux d'apport utilisés ainsi que les produits consommables sont précisés pour chaque passe ou série de passes. La désignation normalisée de réception du métal d'apport est indiquée suivant le cahier des charges applicable. La marque et la désignation commerciale permet de guider le soudeur lors de l'approvisionnement.
13 - Dimensions des métaux d'apport
La ou les dimensions des métaux d'apport utilisés sont précisées pour chaque passe ou série de passes. Le diamètre du fil ou de l'électrode est précisé. Lors de l'utilisation d'un anneau fusible, l'épaisseur et la hauteur de l'insert est précisé.
14 - Gaz industriel de soudage (si nécessaire)
La désignation commerciale et les pourcentages de la composition du gaz sont précisés pour chaque passe ou série de passes avec procédé de soudage avec gaz de protection (141, 131, 135, 136, 137, 15, 311).
[*]gaz de protection endroit, annulaire ou à la torche (si nécessaire)
[*]gaz de protection envers (si nécessaire)
[*]gaz plasmagène (si nécessaire)
[*]gaz traînard (si nécessaire)
15 - Flux de protection en poudre (si nécessaire)
La désignation commerciale et la désignation normalisée sont précisées pour chaque passe ou série de passes avec procédé de soudage avec flux en poudre (12).
16 - Diamètre et nature de l'électrode réfractaire (si nécessaire)
Le type normalisée selon NF EN 26848 de l'électrode de tungstène (électrode réfractaire ou infusible) et le diamètre sont précisés pour chaque passe ou série de passes avec les procédés de soudage 141 et 15.
[*]Tungstène pur (couleur d'extrémité verte)
[*]Tungstène thorié (0,5 à 4 % thorium - couleur d'extrémité rouge )
[*]Tungstène cérié (0,5 à 4% cérium)
[*]Tungstène zirconié (0,5 à 4% zirconium)
| CODIFICATION ET COMPOSITION D' UNE ÉLECTRODE REFRACTAIRE | |||||
| codification | % oxyde | Nature oxyde | Impuretés % | Tungstène % | Couleur repère |
| WP | / | / | <0,50% | 99,5% | vert |
| WT 4 | 0,35 à 0,55% | ThO[SUB]2[/SUB] | <0,50% | solde | bleu |
| WTh 10 | 0,80 à 1,20% | ThO[SUB]2[/SUB] | <0,50% | solde | jaune |
| WTh 20 | 1,70 à 2,20% | ThO[SUB]2[/SUB] | <0,50% | solde | rouge |
| WTh 30 | 2,80 à 3,20% | ThO[SUB]2[/SUB] | <0,50% | solde | violet |
| WTh 40 | 3,80 à 4,20% | ThO[SUB]2[/SUB] | <0,50% | solde | orange |
| WZr 3 | 0,15 à 0,50% | ZrO[SUB]2[/SUB] | <0,50% | solde | brun |
| WZr 8 | 0,70 à 0,90% | ZrO[SUB]2[/SUB] | <0,50% | solde | blanc |
| WLa 10 | 0,90 à 1,20% | LaO[SUB]2[/SUB] | <0,50% | solde | noir |
| WLa 15 | 1,30 à 1,70% | LaO[SUB]2[/SUB] | <0,50% | solde | or |
| WLa 20 | 1,70 à 2,20% | LaO[SUB]2[/SUB] | <0,50% | solde | bleu |
| WCe 20 | 1,80 à 2,20% | CeO[SUB]2[/SUB] | <0,50% | solde | gris |
17 - Nature du courant de soudage
La nature du courant de soudage est indiqué dans le descriptif :
[*]Courant continu (CC ou DC)
[*]Courant lisse ou courant pulsé
[*]Courant alternatif (CA ou AC)
18 - Polarité de l'électrode ou du fil
La polarité de l'électrode ou du fil à utiliser est indiquée dans le descriptif pour le courant continu :
[*]Polarité positive (+)
[*]Polarité négative (-)
19 - Paramètres de soudage
Les valeurs de l'intensité en Ampères, de la tension en Volts, de la vitesse de soudage en centimètres / minute, du dévidage du fil en centimètres ou mètres / minute, l'énergie de soudage en Joules / centimètre sont indiquées pour chaque passe ou série de passes dans le formulaire.
[*]Intensité en Ampères - exemple : 180 A
[*]Tension en Volts - exemple : 24 V
[*]Vitesse de soudage - exemple : 26 cm / mn ou 4,3 mm / s
[*]Vitesse dévidage fil - exemple : 600 cm / mn
[*]Énergie de soudage - exemple : 9970 J / cm ou 0,99 KJ / mm
[*]Apport de chaleur selon EN 1011-1 - exemple : 1,1 KJ/mm avec k = 0,8
[*]Mode de transfert - exemple : Court-circuit, Globulaire, Pulsé, Pulvérisation
[*]Distance torche/Pièce ou stick-out : 12 - 15 mm
[*]Sens de soudage - exemple : Torche tirée
[*]Type de passe - exemple : passe large balayée
La norme NF EN IEC 60974-1 de 2018 concernant le matériel de soudage vous indique en partie 11.2 les caractéristiques des générateurs de soudage classiques, avec la relation entre la tension conventionnelle en charge U2 et le courant conventionnel de soudage I2 (l'intensité).
--> si vous réglez I2, vous trouverez par calcul U2 si cette donnée vous manque.
quelques relations typiques :
Soudage manuel électrique à l'arc électrode enrobée : jusqu'à 600A, U2 = (20+0.04xI2) Volts ; au-delà de 600A, U2=44V
Soudage TIG : jusqu'à 600A, U2 = (10+0.04xI2) volts; au-delà de 600A, U2=34V
Soudage MIG/MAG : jusqu'à 600A, U2 = (14+0.05xI2) volts; au-delà de 600A, U2=44V
Soudage sous flux en poudre (Idem qu'avec AEE) : jusqu'à 600A, U2 = (20+0.04xI2) volts; au-delà de 600A, U2=44V
Si vous voulez plus d'infos, toujours à portée de main, je vous conseille cet ouvrage : "Formulaire du technicien tuyauteur chaudronnier & soudeur", par C.Hazard, aux éditions Casteilla, en format poche. je ne garantie pas que tout est correct, mais je pense que c'est ce que vous recherchez pour démarrer.
20 - Formule de calcul de l'apport de chaleur (énergie de soudage) en courant lisse selon NF EN 1011-1
21 - Température de préchauffage (si nécessaire)
La température de préchauffage avant soudage doit être indiquée en degrés Celsius dans le formulaire principalement pour les aciers faiblement alliés et les aciers sensibles à la trempe.
22 - Température maximale entre passes (si nécessaire)
La température maximale entre passes à ne pas dépasser (vérifiée avant chaque nouvelle passe de soudure) doit être indiquée en degrés Celsius dans le formulaire.
23 - Nettoyage à réaliser entre passes (si nécessaire)
La méthode utilisée de nettoyage entre passes doit être indiquée :
[*]Meulage
[*]Brossage
[*]Dégraissage
[*]Burinage
24 - Support envers et gougeage (si nécessaire)
La présence d'un support envers (latte céramique ou latte cuivre) et la méthode utilisée pour assurer un gougeage envers éventuel doit être indiquée.
25 - Température de postchauffage (si nécessaire)
La température de postchauffage après soudage doit être indiquée en degrés Celsius avec le temps de maintien dans le formulaire.
26 - Traitements thermiques après soudage (si nécessaire)
Les conditions de réalisation des traitements thermiques après soudage sont indiquée dans le formulaire.
[*]Vitesse de montée en °C / heure ou minutes
[*]Température maximale atteinte
[*]Durée de maintien en minutes ou heure
[*]Vitesse de refroidissement en ° C / heure ou minutes
27 - Informations complémentaires (si nécessaire)
Toute information complémentaire nécessaire à la réalisation du soudage doit être consignée dans le formulaire :
[*]Inclinaison de la torche de soudage en automatique
[*]Distance tube de contact / pièce
[*]Diamètre de la buse céramique ou métallique
[*]Largeur de balayage en automatique, temps d'arrêt
[*]Temps de pulsation, fréquence de pulsation, rapport cyclique
[*]Étuvage des produits d'apport
28 - Quelques liens Internet utiles
29 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN