
Les différentes techniques disponibles pour assurer cette protection sont connues sous le terme d’inertage.
La question suivante est souvent posée par les soudeurs sur tuyauteries et capacités en acier inoxydable.
Quel doit être le temps de balayage et d'inertage de l'envers de la tuyauterie ou de la capacité avant pointage et soudage ?
Cet article technique est rédigé pour répondre au mieux à l’attente des lecteurs.
1 - Introduction
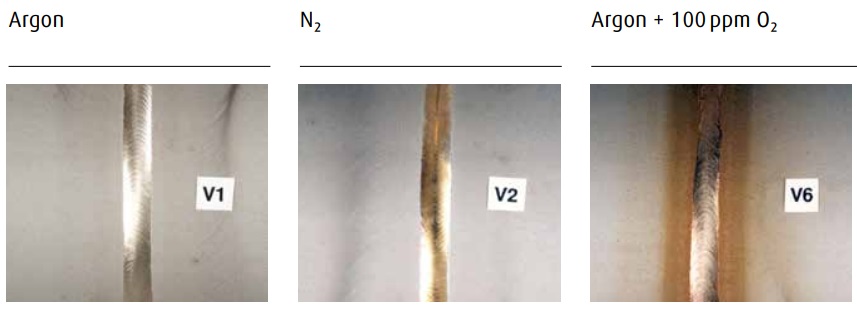
L'inertage est l'action de remplacer la totalité de l'air ambiant dans une chambre et / ou une capacité par un gaz neutre dit inerte afin d'éviter l'oxydation du bain de fusion et de l'envers de la soudure.
Le gaz inerte est souvent de l'argon pur, de l'azote pur ou un mélange de gaz par exemple argon + hydrogène dit formier ou argon + azote.
Cette opération est délicate car elle demande de la méthode et de l'expérience de la part du soudeur.
2 - L'erreur a ne pas commettre lors de l'inertage
L'erreur est de penser qu’accroître le débit de balayage de gaz inerte va réduire le temps et la durée d’inertage.
C’est en partie faux.
Accroître le débit de gaz peut augmenter les turbulences et les venturis
Cela conduit à un mélange par brassage de gaz inerte et d’air ambiant, ce qui peut allonger la durée nécessaire.
En règle générale, le débit de l'inertage et le temps prévu devraient conduire à remplacer de cinq à huit fois le volume de la chambre dans la zone considérée, alors qu’un débit courant de gaz est de 20 litres/min.
3 - Formule de calcul pour le volume en litres de la capacité
Petit rappel de calcul de volume d’inertage d’une tuyauterie inoxydable :
Par exemple:
Pour inerter une tuyauterie Inox de DN600 sur 1 m pour arriver à environ une pureté de100 ppm d'O2, il faut calculer le volume en mm3 ou en litres puis le multiplier par 8 volumes de balayage :
Volume du cylindre = h x r x r x 3,14(pi)
h = 1 m = 1000 mm
r = d/2 = 600/2 = 300 mm
V= 1000 x 300 x 300 x 3,14
V = 282 600 000 mm3
En litre = 282,6 litres
Et donc volume x 8 pour obtenir une pureté de chambrage de 100 ppm d’O2
Il faut donc environ 2300 litres d'argon pour inerter à 100 ppm la capacité.
4 - Formule de calcul pour le temps d'inertage de la capacité
Petit rappel de calcul du temps d’inertage d’une tuyauterie inoxydable :
Diamètre intérieur de la capacité : 400 mm
Hauteur ou longueur de la capacité : 4 mètres
Volume de la capacité (Pi x r2 x h) = 126 litres x 4 mètres = 504 litres de volume total
Facteur de balayage de l'inertage : 8 x le volume de la capacité soit un total de 4032 litres pour environ 100 ppm d'O2
Débit de gaz d'inertage : 2 boyaux d'argon ou d’azote de 20 litres par minute chacun soit 40 l / min de débit
Temps de purge nécessaire : 4032 litres / 40 litres = environ 101 minutes soit 1H40 minutes
5 - Quelques conseils pour l'inertage d'une capacité
Attention au brassage du gaz Azote ou Argon à l'intérieur de la capacité à inerter.
Il faut utiliser des diffuseurs d’argon en alliage fritté au bout de vos boyaux de gaz.
Pour mémoire l’argon est plus lourd que l’air et l’azote est plus léger que l’air.
Donc il faut introduire le boyau de gaz argon par le bas de la capacité et par le haut pour le gaz azote
Il faut faire une fuite minimum égale au diamètre et au nombre de boyaux introduits dans la capacité pour éviter la montée en pression de la capacité.
Exemple : 4 boyaux de 12 mm de diamètre donc 5 trous de 12 mm minimum
De mémoire 150 à 200 grammes de pression suffisent à pousser un bain de fusion
6 - Tableau des temps d'inertage des tuyauteries
| TEMPS ESTIMATIF D'INERTAGE DE L'ENVERS DES TUYAUTERIES D'UN MÈTRE | ||||
| DIAMÈTRE EXTÉRIEUR |
VOLUME mm3 |
VOLUME litre par mètre |
BALAYAGE DEBIT |
TEMPS EN MINUTES |
| 48.3 | 1 436 035 | 1,43 | 10 x / 15 l/min | 0'49'' |
| 60.3 | 2 489 469 | 2,45 | 10 x / 15 l/min | 1'36'' |
| 73 | 3 739 281 | 3,74 | 10 x / 15 l/min | 2'30'' |
| 88.9 | 5 661 158 | 5,66 | 10 x / 15 l/min | 3'48'' |
| 114.3 | 9 451 552 | 9,45 | 10 x / 15 l/min | 6'20'' |
| 141.3 | 14 805 768 | 14,80 | 10 x / 20 l/min | 7'24'' |
| 168.3 | 20 805 839 | 20,80 | 10 x / 20 l/min | 10'24'' |
| 219.1 | 35 820 340 | 35,82 | 10 x / 20 l/min | 17'54'' |
| 273 | 56 183 341 | 56,18 | 10 x / 20 l/min | 28'05'' |
| 323.9 | 79 602 530 | 79,6 | 10 x / 20 l/min | 39'48'' |
| 406.3 | 126 141 681 | 126,1 | 10 x / 30 l/min | 42'0'' |
| 457 | 160 076 815 | 160 | 10 x / 30 l/min | 53'18'' |
| 508 | 198 286 373 | 198,3 | 10 x / 30 l/min | 66'1'' |
| 610 | 286 962 412 | 286,9 | 10 x / 30 l/min | 95'36'' |
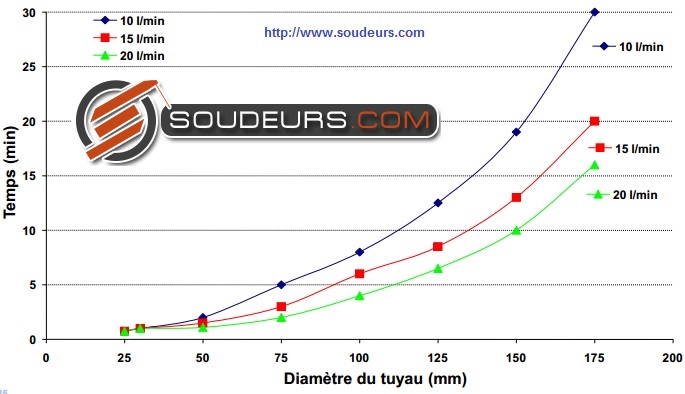
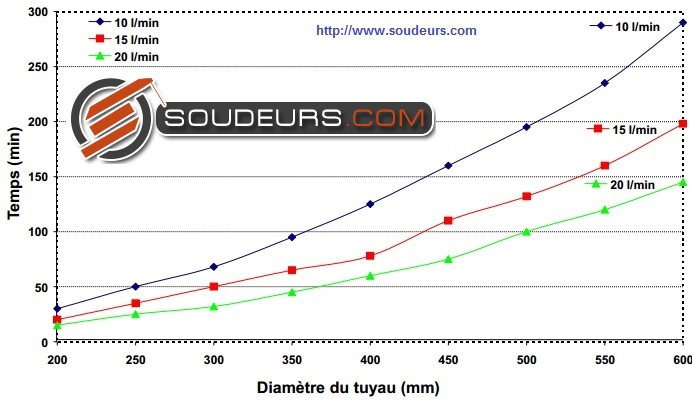
7 - Graphiques de temps nécessaire pour l'inertage selon le débit et diamètre?
8 -Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
9 - Quelques liens Internet utiles sur ce site
 Comment réaliser la protection gazeuse à l'envers du joint des soudures ?Les différents dispositifs techniques pour réaliser un chambrage et inertage envers de soudureComment assurer l'inertage envers de la dernière soudure de raccordement d'un circuit de tuyauteries ?
Comment réaliser la protection gazeuse à l'envers du joint des soudures ?Les différents dispositifs techniques pour réaliser un chambrage et inertage envers de soudureComment assurer l'inertage envers de la dernière soudure de raccordement d'un circuit de tuyauteries ?10 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
11 - Le site Soudeurs.com et le site Rocdacier se sont associés en mars 2018
Information de mars 2018
Le site Portail Soudeurs.com - Site Technique francophone de référence du soudeur et le site Accueil - RocdAcier s’associent pour améliorer leur visibilité respective et l’information technique soudage et chaudronnerie sur la toile francophone.
12 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

