
13 réponses -
Accéder à la dernière réponse
#1


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Sujet : Question Posée Domaine de validité des positions pour les BW selon tableau EN ISO 9606-1
Bonjour à tous,
Ce message s'adresse aux spécialistes des services techniques soudage
Ne pensez vous pas qu'il y a un problème avec ce tableau 9 de la norme NF EN ISO 9606-1 de décembre 2013 ?
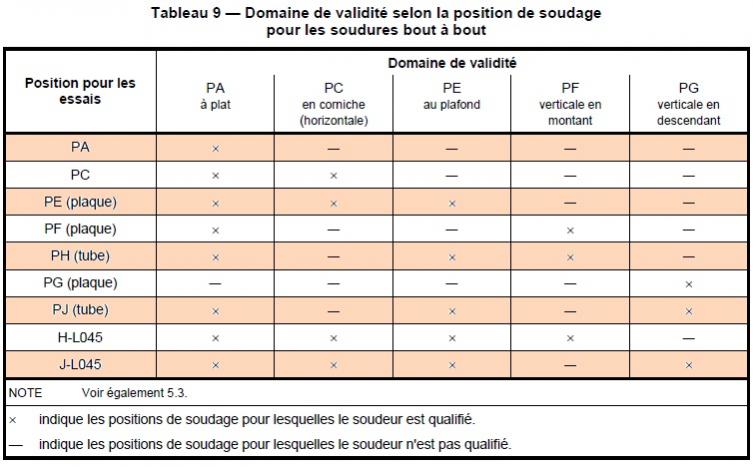
La position de soudage PH sur tube ne couvre pas la position PH ?
La position de soudage PJ sur tube ne couvre pas la position PJ ?
La position de soudage HL045 sur tube ne couvre pas la position HL045 ?
La position de soudage JL045 sur tube ne couvre pas la position JL045 ?
Il semble convenu que la position HL045 n'est plus la position de qualification panacée !
Mais alors comment faire si la position PH ne couvre pas la PH ?
Quelles positions de qualifications doit passer un soudeur pour réaliser des tuyauteries en position fixe horizontale et fixe verticale ?
Pour comparaison, voici le tableau 8 des domaines de validité des positions de la norme NF EN 287-1 de 2011
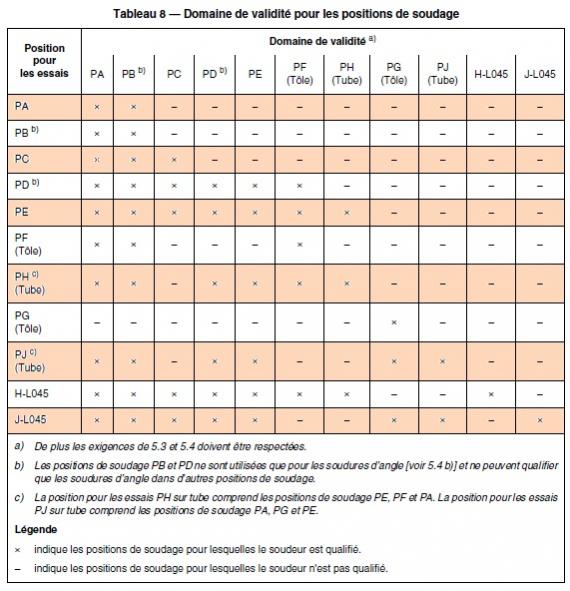
Quel est votre avis à ce sujet ?
Cordialement,

#2


BLONDIN2170 En ligne le 26/05/2026 à 06:59 (1224 messages sur soudeurs.com)
Bonsoir Dominique,
Je confirme, que pour moi aussi, il y a bien un oubli de 4 positions de soudage dans le domaine de validité.:confused:
Dans tous les cas, on doit retrouver toutes les positions des épreuves dans celles du domaine de validité, c'est le minimum... :D
#3

bingo29 En ligne le 27/12/2020 à 11:38 (56 messages sur soudeurs.com)
Bonjour,
Je découvre ce nouveau tableau à l'instant, et je me pose des questions, mes licences sont en position PE avec la norme NF EN 287-1 de 2011 : suis je toujours qualifié en PF et PH ou est ce que la nouvelle norme annule mes qualifications sur ces assemblages ?
ça commence à devenir compliqué ....
il va falloir faire plus de licences pour couvrir l'ensemble des positions et le financement va donc être plus dur...
#4

ashoul09 En ligne le 01/07/2019 à 19:48 (70 messages sur soudeurs.com)
Bonjour,
Il est évident qu'une qualification en H-LO45 qualifie le H-LO45 c'est la base, et même remarque pour les autres position concernées. A mon humble avis, ils ont oublié de modifier les positions suivant les nouvelles notation et donc il n'y a pas de distinction Tube / Tôle dans la première ligne, donc PF correspondrait également à PH, PG à PJ. Mais j'avoue que pour le H-LO45 et J-LO45 j'ai pas d'idées mais je ne pense pas qu'une personne (inspecteur) puisse se permettre de faire une remarque si l'on soude un H-LO45 avec une qualification de même type.
Cordialement,
#5


OC75 En ligne le 09/09/2022 à 15:35 (23 messages sur soudeurs.com)
Bonjour,
Voici les positions que j'ai choisi afin d'obtenir le domaine de validité le plus large avec un minimum d'éprouvettes.
En bout à bout une QS passée sur tube en H-L045 couvre les tubes et tôles en positions PA, PC, PE, PF/PH et H-L045
En angle une QS passée avec un tube posé sur une tôle en PH couvre les tubes et tôles en positions PA, PB, PC, PD, PE, PF/PH
Cordialement,
#6

pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonjour à tous
manque aussi la position PB
a+
#7

Invité
Bonjour
Dans la EN 6947 au point 3.2 , tableau 1 et 2 on parle de position de soudage en production pour les bout à bout (PA,PC,PE,PF,PG) et pour les soudures d'angle (PA,PB,PC,PD,PE,PF,PG).
Au point 3.3 de position de soudage pour les essais J-L045,PH....
En figure 2 de la norme, il n'est pas indiqué si le tube est en rotation ou fixe, se n'est que dans l'annexe B, qui compare les désignations des positions de soudage europèennes avec ASME que cette notion apparait.
c'est peux être une piste,
#8
pasor En ligne le 28/04/2026 à 15:20 (487 messages sur soudeurs.com)
bonsoir à tous
question: j'ai appris par un centre de formation au sujet des qualifications de soudeur
à partir ou courant l'année 2015,dans les qualification on prendrais en compte le métal d'apport
c'est à dire une qualification avec un métal d'apport 316 ne serais pas qualifié pour du 308ou304 et vice vers ca par exemple
c'est un bruit qui court
est ce que quelqu’un à des infos sur ce sujet
cordialement
#9
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonsoir Pasor,
Ce n'est pas un bruit qui court
La nouvelle norme NF EN ISO 9606-1 de décembre 2013 est applicable depuis fin décembre 2013.
Cette norme EN ISO 9606-1 précise que c'est le métal d'apport qui est une variable et ce n'est plus le métal de base sauf pour le procédé 142 (TIG sans métal d'apport)
Vous ne lisez pas les articles techniques du site :
Portail Soudeurs.com - La norme NF EN ISO 9606-1 est enfin disponible en décembre 2013
http://www.soudeurs.com/site/quelles-sont-les-differences-entre-la-prochaine-norme-nf-en-iso-9606-1-et-la-nf-en-287-1-de-2011-642/
Et pour information le groupe de métal d'apport FM5 (inox) couvre tous les métaux d'apport inoxydable.
Cordialement,
#10
Invité
Attention, que pour l'instant certains organismes Français ne reconnaissent pas la norme EN ISO 9606-1, notamment le Bureau Véritas.
#11
Bonjour polux59,
Pour votre information la nouvelle norme NF EN ISO 9606-1 de 2013 n'est pas encore harmonisée
Cela se traduit par le fait que vous ne pouvez pas utiliser cette norme de qualification des soudeurs pour la DESP / PED
Cela n'engage que moi, mais c''est certainement pour cela que Bureau Véritas n'accepte pas ce type de qualification EN ISO 9606-1 pour les appareils à pression.
Mais rien ne vous empêche d'utiliser ce référentiel EN ISO 9606-1 de 2013 pour d'autres secteurs d'activités
Cordialement,
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par polux59
Attention, que pour l'instant certains organismes Français ne reconnaissent pas la norme EN ISO 9606-1, notamment le Bureau Véritas.
Bonjour polux59,
Pour votre information la nouvelle norme NF EN ISO 9606-1 de 2013 n'est pas encore harmonisée
Cela se traduit par le fait que vous ne pouvez pas utiliser cette norme de qualification des soudeurs pour la DESP / PED
Cela n'engage que moi, mais c''est certainement pour cela que Bureau Véritas n'accepte pas ce type de qualification EN ISO 9606-1 pour les appareils à pression.
Mais rien ne vous empêche d'utiliser ce référentiel EN ISO 9606-1 de 2013 pour d'autres secteurs d'activités
Cordialement,
#12
Invité
merci Dominique pour cette précision
#13
architek En ligne le 10/06/2022 à 04:01 (29 messages sur soudeurs.com)
"En angle une QS passée avec un tube posé sur une tôle en PH couvre les tubes et tôles en positions PA, PB, PC, PD, PE, PF/PH"
Interprétation très intéressante ! Merci
#14

Bleach1st En ligne le 26/09/2019 à 15:58 (1 message sur soudeurs.com)
A mon avis il faut plutôt lire les tableaux avec les intitulés en texte pour s'y retrouver (en mode "qualifie tout sauf")
--> Montante sur tubes (PH) qualifie tout sauf corniche et descendante (tube horizontal OK mais tube vertical fixe non qualifié pour l'exemple donné par Dominique)
--> Montante sur tubes inclinés à 45° (H-L045) qualifie tout sauf descendante (là c'est bon)
La norme des positions de soudage utilisée par les autres normes (9606 ou 15614) est l'ISO 6947:2011. Elle distingue les "positions principales de soudage" (PA, PB, PC, PD, PE, PF ou PG) et les "positions de soudage en production". Retenir aussi que PF = PH et que le tube qualifie la tôle (plaque) mais pas l'inverse.
Les positions de soudage en production sont un moyen normalisé de décrire précisément la configuration dans l'espace d'un joint à réaliser. Elles se définissent géométriquement par l'inclinaison (angle de l'axe) et par la rotation (angle de la face endroit de la soudure)... très barbare en version texte mais parlant dans les schémas annexés à la norme. Les tableaux 1 (BW) et 2 (FW) définissent toutes possibilités à 360° en rotation et en inclinaison.
Après il y a des désignations simplifiées proposées par la norme... 2 utiles :
En BW H-L045 (équivalent à 6G-1) est une direction de soudage montante (H) avec une inclinaison de 45°.
En SW H-L225 (équivalent à 6G-2) est un assemblage emmanché de tubes, bain non soutenu au plafond.
Les organismes ont chacun leur doctrine pour rédiger les certificats de QS, je crois qu'ils notent a minima les positions fondamentales pour le domaine de validité (le reste c'est de l'information bonus, cela ne signifie pas forcément qu'on est pas qualifié il faut revenir au "qualifie tout sauf")).
Un détail : pour toute épreuve il faut respecter la position choisie à ±5° en inclinaison et ±10° en rotation.
Sujets connexes les plus populaires
Question Posée A.F.P.A. Quelles qualifications choisir ? URGENT !
15/06/2016 22:01:31 - Alpha87
Réponses : 42
Affichages : 9227
Affichages : 9227
Cedke
20/02/2021 21:11:03
LICENCE TIG NUCLEAIRE ??????
20/09/2005 18:17:48 - jeanno38
Réponses : 3
Affichages : 16102
Affichages : 16102
philippe79
27/09/2005 07:11:04
Question Posée Qualification TIG tube position HLO45
25/11/2013 16:46:46 - flagada
Réponses : 11
Affichages : 14264
Affichages : 14264
Maximilien71
20/11/2020 14:28:33
Licence TIG
07/06/2011 14:02:08 - guigui67
Réponses : 4
Affichages : 17593
Affichages : 17593
guigui67
07/06/2011 19:34:32
Question Posée Qualification de soudeur pour du BW et FW
30/10/2018 12:59:04 - monile08
Réponses : 6
Affichages : 971
Affichages : 971
monile08
31/10/2018 14:50:53
où passer les licences 111-141-136....?
04/11/2008 18:35:54 - senegal78
Réponses : 2
Affichages : 10261
Affichages : 10261
Question Posée Domaine de validité des positions pour les BW selon tableau EN ISO 9606-1
20/12/2013 06:55:19 - Dominique ADMIN
Réponses : 13
Affichages : 7822
Affichages : 7822
Bleach1st
26/09/2019 15:58:07
Information Meulage soigné des reprises de soudure et des bouclages
21/12/2018 14:34:47 - Dominique ADMIN
Réponses : 8
Affichages : 1055
Affichages : 1055
yanng22
22/12/2018 10:43:08
Licences 111/141 - Qu'ai-je le droit de souder ?
26/07/2009 11:48:21 - meuff76
Réponses : 5
Affichages : 15183
Affichages : 15183
Tcarrere
04/06/2021 13:42:19
Les soudures bout à bout à pleine pénétration ne qualifient pas les soudures d?angle ...
15/10/2011 12:38:33 - Argon
Réponses : 16
Affichages : 13929
Affichages : 13929
gringe2010
04/07/2012 09:37:15
Question Posée License nécessaire pour milieu nucléaire
18/11/2016 09:31:55 - vinus
Réponses : 2
Affichages : 836
Affichages : 836
pasor
20/11/2016 20:23:24
Question Posée Équivalence des positions de soudage pour licences en angle.
23/02/2019 10:42:39 - GregS
Réponses : 9
Affichages : 621
Affichages : 621
GregS
24/02/2019 09:19:40
Question Posée Qualification de soudeur, a qui appartiennent-elles ?
02/09/2009 14:34:57 - Nikos29
Réponses : 4
Affichages : 7850
Affichages : 7850
radio
01/11/2009 20:37:42
Question Posée Preuve de soudage pour reconduction des qualifications des soudeurs
16/09/2013 12:19:01 - SECURITO
Réponses : 16
Affichages : 8476
Affichages : 8476
mikadamius500
22/03/2019 09:06:57
La liste des normes pour la qualification du personnel soudage
28/12/2009 09:28:16 - Lasoudure
Réponses : 1
Affichages : 8061
Affichages : 8061
Admin dusweld1
28/12/2009 11:42:14
Question Posée soudage à la glace ou au miroir
26/12/2014 19:08:00 - pasor
Réponses : 12
Affichages : 5282
Affichages : 5282
Question Posée Qualification de soudeur ou qualification d'opérateur ???
23/08/2019 13:47:30 - clegret
Réponses : 5
Affichages : 39
Affichages : 39
yanng22
03/09/2019 22:19:14
Question Posée Qualification de soudeur pour souder des tubes assemblages de type SW Socket Welding
28/05/2013 16:28:05 - reacteur84
Réponses : 1
Affichages : 5539
Affichages : 5539
Dominique ADMIN
28/05/2013 16:56:39
Proposition critères d’acceptation des défauts de soudure sur soudure d’angle
30/07/2016 12:27:03 - Dominique ADMIN
Réponses : 3
Affichages : 3165
Affichages : 3165

galile groupe
04/12/2019 12:06:30
Qualifications de soudeur 141/111
07/05/2013 22:43:32 - Aranciata
Réponses : 2
Affichages : 4580
Affichages : 4580
Aranciata
08/05/2013 11:23:48
