
8 réponses -
Accéder à la dernière réponse
#1


emconte En ligne le 23/02/2018 à 09:32 (3 messages sur soudeurs.com)
Sujet : Conseils pour reglage robot de soudure
Bonjour à tous.
Dans ma societé, nous possedons un robot de soudure REIS avec un générateur KEMPII.
Je rencontre quelques problemes de qualité générale de mes cordons :
- beaucoup de grattons se déposent sur mes pièces.
- le cordon n'est pas toujours trés droit
- les tubes contacts se détériore vite, nous devons en passer 2 par jour environ (nous tournons en 3 x 8). Est ce normal'
- la buse s'encrasse vite, malgré le systeme de nettoyage automatique
Nous tournons avec du fil de 1mm en fut de 200L. Notre gaz est du mison 8 (ou argon + 8% de dioxyde). Lezs pièces que nous produisons en ce moment sont assez fines (tube rectangle de 2mm d'épaisseur) , ce qui me contraint d'utiliser le procedé soufflage arc court.
Mes réglages sont les suivants :
Vitesse de fil : 6.5m/min
Vitesse de torche : 8mm/s
Tension : 3V en synergie
J'ai un autre truc qui me chiffonne : je trouve que le col de cygne est vraiment trés tendre. Une petite collision et le voilà plié. C'est un col de cygne de marque DINSE avec angle en bout de col à 32° avec refroidissement liquide.
De manière général, que dois je toucher pour diminuer les projections de grattons lorsque le robot soude? en excluant l'ajout de produit anti grattons.
Ca fait beaucoup de questions mais si quelqu'un peux m'aider, ce serait sympa.
Merci

#2

bobléponge2 En ligne le 21/09/2016 à 06:20 (139 messages sur soudeurs.com)
Bonsoir emconte,
- beaucoup de grattons se déposent sur mes pièces. C'est normal, vous ètes en mode de transfert par court-circuit et vous utilisez un Gaz Ar92% CO2 8%. Compte tenu des épaisseurs soudées, vous avez peu de latitude pour modifier ces 2 paramètres hormis passer à un gaz de type M14, M21 ou M22 (sous réserve). Il faudrait peut ètre voir par ailleurs la distance buse-pièce qui n'est peut-ètre pas appropriée ( trôp éloignée?)
- le cordon n'est pas toujours trés droit. Vous avez probablement un probléme de soufflage magnétique.
- les tubes contacts se détériore vite, nous devons en passer 2 par jour environ (nous tournons en 3 x . Est ce normal'
Selon la qualité de tréfilage du fil, une usure rapide peut se produire. De plus, il faudrait voir le type de galets installés sur votre installation ( galet redresseur?)
- la buse s'encrasse vite, malgré le systeme de nettoyage automatique Comment le système est-il conçu? Prend-t-il en charge un traitement de la buse avec un anti-adhérent'
Tension : 3V en synergie ??? Etes vous sur?
J'ai un autre truc qui me chiffonne : je trouve que le col de cygne est vraiment trés tendre. Une petite collision et le voilà plié. C'est un col de cygne de marque DINSE avec angle en bout de col à 32° avec refroidissement liquide.
Les déplacements en robotique ne souffrent aucune dérive, le robot n'étant pas capable de s'adapter à un obstacle imprévu et les cols de cygne sont en général en laiton, matière assez ductile et par conséquent déformable.
De manière général, que dois je toucher pour diminuer les projections de grattons lorsque le robot soude? en excluant l'ajout de produit anti grattons. envisagez de revoir vos paramètres electriques en affinant trés finement votre vitesse de dévidage et votre vitesse d'avance.
Cordialement
#3
emconte En ligne le 23/02/2018 à 09:32 (3 messages sur soudeurs.com)
Merci de votre réponse.
- beaucoup de grattons se déposent sur mes pièces. C'est normal, vous ètes en mode de transfert par court-circuit et vous utilisez un Gaz Ar92% CO2 8%. Compte tenu des épaisseurs soudées, vous avez peu de latitude pour modifier ces 2 paramètres hormis passer à un gaz de type M14, M21 ou M22 (sous réserve). Il faudrait peut ètre voir par ailleurs la distance buse-pièce qui n'est peut-ètre pas appropriée ( trôp éloignée?)
La distance buse-pièce est correct, j'essaye de rester au plus prés de la pièce en fonction de mon stick out qui est de 15mm et en faisant attention de ne pas rester trop proche au cas où la buse serait encrassée de grattons.
Par contre pour le gaz, je ne connais pas les type dont vous me parlez. Avez vous d'autres renseignements à leurs sujets' merci d'avance.
#4
bobléponge2 En ligne le 21/09/2016 à 06:20 (139 messages sur soudeurs.com)
bonsoir emconte,
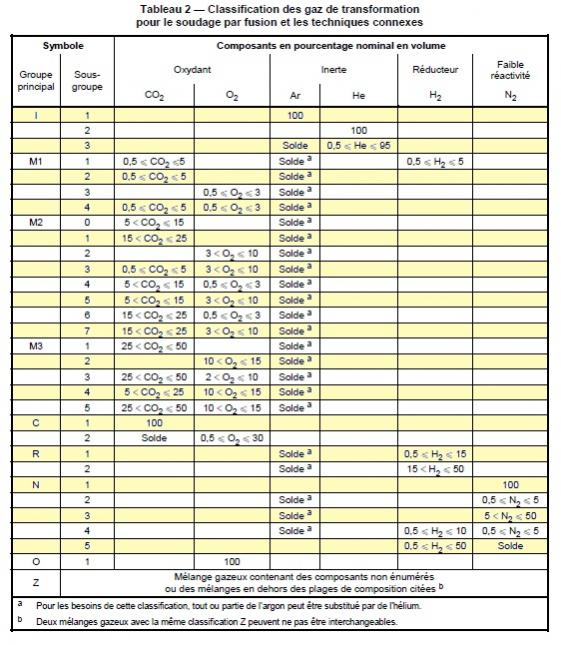
voici un extrait de NF EN ISO 14175:2008 "Produits consommables pour le soudage. Gaz et mélanges gazeux pour le soudage par fusion et les techniques connexes"
Attention, le fait de modifier la teneur de votre gaz aura un impact sur la forme de pénétration et remettra en cause votre process si vos assemblages sont couverts par une QMOS.
#5

eric démonstrateur esab En ligne le 19/06/2017 à 07:07 (21 messages sur soudeurs.com)
Bonjour
Avec du fil blanc non cuivré on a moins de gratton et moin d'usure du tube contact
#6
fabetcoco En ligne le 11/06/2013 à 21:00 (2 messages sur soudeurs.com)
Tous les symptômes d'un mauvais dévidage!: galets encrassés, gorges blessant le fil ou gaine de faisceau ou de torche HS
-> Le fil frotte un (ou plusieurs) des composants cité ci-dessus et se tord (avec un peu de "chance" la limaille est parvenue dans le tube contact.)
Les conséquences ?:
- beaucoup de grattons se déposent sur vos pièces.
- le cordon n'est pas toujours très droit
- les tubes contacts se détériorent vite
- la buse s'encrasse vite, malgré le système de nettoyage automatique
Ne touchez à rien (surtout si votre prod est qualifiée), juste entretenez votre robot.
(Personnellement je ferais quelques coupes macros, qui s'avèreront certainement mauvaises...)
Voilà.
#7

Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Le Mison 8 est très bien pour souder en court circuit avec un fil de 10/10°, sur une épaisseur de 2 mm et une vitesse de fil de 6,5 m/min.
Peut être un Mison 12 serait plus polyvalent dans ce domaine.
Si vous m'envoyez un MP, je vous propose de vous envoyer quelqu'un pour vérifier tout ça et améliorer vos soudures.
#8

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Frederic Thiollier ,
J'apprécierai qu'en qualité de professionnel des gaz de soudage, vous indiquiez à chaque fois la composition des mélanges de gaz préconisés afin que chaque lecteur comprenne le domaine d'utilisation de chaque mélange de gaz.
Exemple : Mison 8 (Argon + 8 % de CO2)
Exemple : Mison 12 (Argon + 12 % de CO2)
Corrigez moi si j'écris une bêtise dans la composition.
Je fais même l'effort lorsque je parle de mélange de gaz de soudage de donner les différentes désignations commerciales existantes.
J'ai effectivement un contentieux avec les gaziers de l'hexagone.
Car ils ont la fâcheuse habitude de ne jamais préciser sur leurs bouteilles ni la composition de leur gaz de soudage ni la désignation normalisée alors que nous spécialiste du soudage nous avons l'obligation d'indiquer sur nos fiches de soudage selon NF EN ISO 15609 la désignation commerciale et la désignation normalisée des gaz selon NF EN ISO 14175
Merci de votre attention.
Cordialement,
#9
Frederic Thiollier En ligne le 11/03/2024 à 16:32 (350 messages sur soudeurs.com)
Bonjour à tous,
Pardon Dominique, habituellement, je donne la composition des gaz et là je ne l'ai pas fait car Emconte l'avait fait dans son message initial.
Pour complèter donc mon message précédent:
Mison 8 est bien un Ar + 8% CO2 suivant EN ISO 14175 groupe M20
Mison 12 est un Ar + 12% de CO2 suivant EN ISO 14175 groupe M20 également.
La liste des gaz de soudage de Linde est disponible sur le site, avec leur désignation ISO 14175 ici: Guide des gaz de soudage LINDE 2013
Promis, je ferai attention à bien mettre les compositions et norme 14175 dorénavant :-)
Sujets connexes les plus populaires
Retour d'expérience database parametre soudage
02/04/2021 07:04:13 - raynald60
Réponses : 1
Affichages : 16
Affichages : 16
LoicJn
07/04/2021 07:46:10
Demande d’aide Soudage hélicoïdal mécanisé
12/03/2022 10:32:26 - WeldingCircus29
Réponses : 5
Affichages : 26
Affichages : 26
Yann
13/03/2022 16:10:06
Demande d’aide Problème de fil collé dans le tube contact sur application MIG Alu
08/01/2024 15:27:32 - JJ67
Réponses : 0
Affichages : 13
Affichages : 13
JJ67
08/01/2024 15:27:32
VEnte Laser Robotic Welding Machine
21/02/2025 07:00:14 - IGOLDENCNC
Réponses : 0
Affichages : 0
Affichages : 0

IGOLDENCNC
21/02/2025 07:00:14