
6 réponses -
Accéder à la dernière réponse
#1


Smokync En ligne le 06/04/2012 à 01:01 (3 messages sur soudeurs.com)
Sujet : Probleme de soudure robot
Bonjour,
Je suis stagiaire dans une entreprise qui produit des chauffes eau solaires
J'ai pour mission d'automatiser le soudage d'un type de fond.
Ce fond comporte une bride centrale ainsi que 3 pipes situées autour de cette bride.
Pas de problème pour la bride les soudures sont superbes.
Par contre au niveau des pipes on perce.
Et ce jamais au même endroit donc on a beau reprogrammer dans tous les sens rien ne change. Le programme de soudure est bon il a été testé et retesté.
A la différence de la bride, les soudures des pipes sont en ellipse d'autant plus que la tôle n'est pas retenue en dessous.
Je me demandais si placer un bout de tôle en cuivre ou en bronze en dessous pourrait résoudre mon problème de perçage.
Aussi doit-je préciser que les fonds ne sont pas parfait et que parfois il y a des différences de hauteur ou du jour entre les pipes et la tôle du fond.
Je vous en remercie d'avance.

#2

Invité
Bonjour,
Un petit croquis vous en dit plus qu'un long discours...
Donc envoyez nous le fichier descr_iptif de votre configuration.
Il est clair que si vous avez du jeu entre les pipes et le fond, vous risquez l'effondrement de votre bain de fusion.
Salutations cordiales.
#3
Smokync En ligne le 06/04/2012 à 01:01 (3 messages sur soudeurs.com)
Merci du conseil nous allons faire des test avec une plaque de maintient et nous verrons ce que ça donne.
#4
Smokync En ligne le 06/04/2012 à 01:01 (3 messages sur soudeurs.com)
Bonjour,
Voilà le plan de la pièce à souder et l'endroit au j'ai le plus de perçages suivi de l'intensité que je compte utiliser pour faire les soudures'
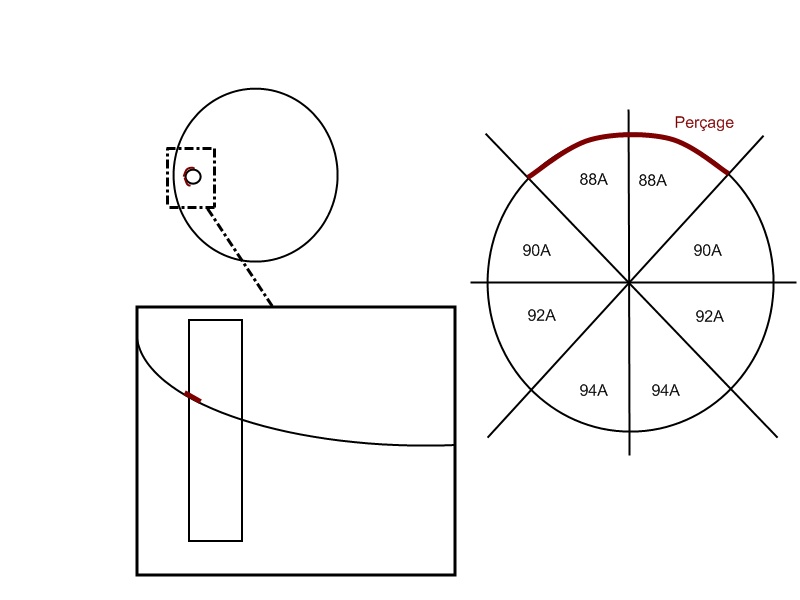
La vitesse de soudure est de 27 cm/min partout et le débit de fil de 0.7 m/min.
Je soude en pulse avec une fréquence de 5hz.
Merci.
#5
Invité
perso je ne suis pas un pro en soudure, beaucoup plus en robot.
J'ai plutot l'habitude de voir des robot souder à des vitesses de 80cm/min, apres les reglages seront bien sur important mais plus c'est rapide et moins la piece à le temps de chauffer. de plmus tu peux utliser le balayage(weaving) pour eviter de trop stagner au meme endroit.
#6

jacky111 En ligne le 30/04/2026 à 23:19 (190 messages sur soudeurs.com)
Bonjour
Il semblerait que les problémes de percage soient surtout la conséquence du manque de régularité des fonds. il faudrait par conséquent revoir l'aprovisionement. Si ce n'est pas possible, un usinage préalable des fond pourait être une solution en régularisant l'épaisseur de la pièce. il ne faut pas oublier que la préparation c'est une grosse partie du travail et que si elle n'est pas parfaite la quallité de la soudure s'en resent, quant elle ne devient pas impossible.
Bonne journée
#7
tof38 En ligne le 06/04/2012 à 01:22 (24 messages sur soudeurs.com)
Bonjour,
En réglant un bras de soudage MIG/MAG je m'étais rendu compte qu'il y a une vitesse maxi qu'il ne faut pas dépasser, sinon en fin de tôle ça faisait des trous (et ça ''pétarade'').
En allant moins vite avec moins d'intensité c'était plus fiable, surtout si on a des petits jours entre les tôles.
Par contre, le courant de soudage ne doit-il pas diminuer à mesure que la pièce chauffe ?
Comme en soudage orbitale ?
Tu commences à 90 puis 88 puis 85 puis 82 tu finis à 80
Pour le recouvrement mets plus de courant et avance moins vite, après tu regardes sous la pièce pour voir si la pénétration est constante.
PS ta vitesse de fil c'est 7m/min ? pas 0.7 ! non ?
Tiens nous au courant quand t'as la bonne réponse ça peut servir.
Bonne journée.
Sujets connexes les plus populaires
Retour d'expérience database parametre soudage
02/04/2021 07:04:13 - raynald60
Réponses : 1
Affichages : 16
Affichages : 16
LoicJn
07/04/2021 07:46:10
Demande d’aide Soudage hélicoïdal mécanisé
12/03/2022 10:32:26 - WeldingCircus29
Réponses : 5
Affichages : 26
Affichages : 26
Yann
13/03/2022 16:10:06
Demande d’aide Problème de fil collé dans le tube contact sur application MIG Alu
08/01/2024 15:27:32 - JJ67
Réponses : 0
Affichages : 13
Affichages : 13
JJ67
08/01/2024 15:27:32
VEnte Laser Robotic Welding Machine
21/02/2025 07:00:14 - IGOLDENCNC
Réponses : 0
Affichages : 0
Affichages : 0

IGOLDENCNC
21/02/2025 07:00:14