
1 - Introduction
| Cet article technique et photographique est réalisé avec l'autorisation et la collaboration du chantier naval de la société CONSTRUCTIONS MÉCANIQUES DE NORMANDIE (CMN) basé à CHERBOURG - 50100 et l'aide précieuse des deux anciens responsables du service technique soudage de cette société (Messieurs Gilles LEVEZIEL et Gérard BAMAS) |  |
2 - Préparation de la tôle d'acier S 355 de 15 mm d'épaisseur
[*]Vérification de la tracabilité de la tôle (numéro de coulée et lot, certificat matière)
[*]Report de l'identification matière sur les manchettes de tôles
[*]Découpage plasma des manchettes de tôles
[*]Ébavurage des rives et bords de tôles
[*]Blanchiment par meulage des bords de tôles et de la surface au droit du joint pour éliminer l'oxydation surfacique
3 - Pointage des tôles avant soudage bout à bout
| Les tôles d'acier sont présentées bout à bout en bords droits et jointifs (sans jeu entre tôles) et sont pointées. Un point de soudure de 30 mm est réalisé environ tous les 100 mm avec le procédé 136 (Mag fil fourré) Une tôle martyre est placée en début et en fin de tôles pour assurer l'amorçage et l'extinction de l'arc électrique. La longueur du martyre doit être adaptée à la vitesse de soudage pour assurer la montée correcte des paramètres électriques. |
 |
4 - Présentation du matériel de soudage automatique utilisé
.  |
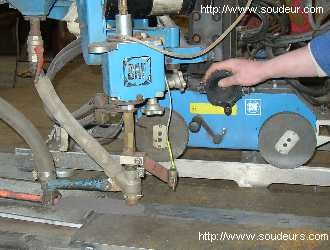
Un chariot automoteur placé sur des rails métalliques parallèles au joint est utilisé pour le soudage. Le chariot type MEGASAF 6 est équipé d'une tête de soudage SUBARC 3, d'une trémie à flux et d'un coffret de commandes. Le chariot est connecté à un générateur de soudage de marque SAF STARMATIC 1003 DC qui débite 1000 Ampères avec un facteur de marche de 100% Le flux en poudre placé dans la trémie est préalablement étuvé à 300° Celsius pendant 2 heures avant utilisation. |
| Deux bobines de fil fourré à poudre métallique de désignation commerciale SAFDUAL 206 A ou SAFDUAL 200 de Ø 1,6 mm sont placées sur le chariot automoteur de soudage. |  |
5 - Détail des fils fourrés tandem dans la tête de soudage
 |
Les deux fils fourrés sont placés l'un derrière l'autre en tandem, espacés de 5 mm dans un tube contact spécial percé de deux trous. |
6 - Alignement parfait des rails de guidage du chariot
| Les rails de guidage du chariot automoteur sont présentés parallèlement au joint et alignés parfaitement par rapport au joint à souder. |  |
7 - Réalisation de la première passe de soudage à l'endroit
 |
Le soudage automatique est réalisé à plat (position codifiée PA selon la norme européenne). Le guidage précis de la tête au droit du joint est assuré par un spot laser lumineux. L'opérateur soudeur ajuste la précision de positionnement à l'aide d'une crémaillère. |
| La quantité de flux en poudre non fondu lors du soudage est récupérée à l'arrière du cordon de soudage par un aspirateur et réinjectée dans la trémie. |  |
 |
Les paramètres électriques de soudage,la vitesse d'avance du chariot et le dévidage des fils sont affichés et contrôlés sur la console du coffret de commandes. Les paramètres de soudage sont listés ci-dessous : Intensité : de 800 à 950 Ampères Tension : de 30 à 42 Volts Vitesse de fil : de 30 à 40 cm / min Vitesse de soudage : de 70 à 100 cm / min |
8 - Réalisation de la deuxième passe de soudage à l'envers du joint
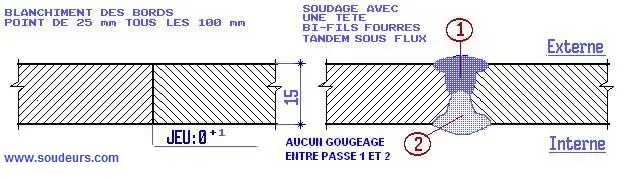
| Après nettoyage du joint soudé et contrôle visuel de l'aspect du cordon, la tôle est retournée et pointée sur le marbre en acier pour assurer la reprise envers (P-BW-bs selon norme européenne). Il n'y a pas de gougeage de réaliser avant la reprise envers. Le deuxième cordon doit interpénétrer la pénétration du premier cordon d'une valeur comprise entre 2 et 4 mm. Les paramètres de soudage de la deuxième passe sont ajustés en conséquence. |
 |
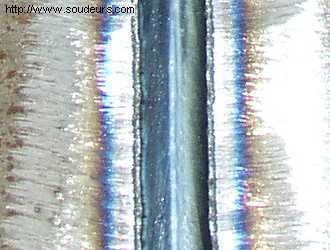 |
L'aspect du cordon de soudure est le suivant sur une des faces du joint.. |
9 - Croquis de préparation et disposition des passes du joint
10 - Quelques liens Internet utiles
11 - Vos commentaires utiles sur cet article
Vous avez la possibilité, en qualité de membre du site, d'apporter votre contribution, vos commentaires sur cet article technique en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Votre message sera vu et lu uniquement par les lecteurs de cet article. Veuillez respecter la ligne éditoriale de l'article technique en question.
Ce partage de connaissances et de pratiques entre membres permet l'amélioration du contenu technique et sa compréhension.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
