
Mais il faut alors se méfier de la fissuration à chaud.
Un fabricant de métaux d'apport pour le soudage, Böhler Welding, présente ici une approche pragmatique qui a guidé la mise au point d'électrodes enrobées, de fils MIG/MAG, de fils sous flux, de baguettes TIG et de fils fourrés pour le soudage d'aciers inoxydables pour applications cryogéniques.
Posch G.[SUP]1,[/SUP] Tösch J.[SUP]1, [/SUP]Höfer M.[SUP]2[/SUP], Gugimeier K.H.[SUP]2[/SUP], Legait P.A.[SUP]3[/SUP]
1 ? Research&Development, Böhler Schweisstechnik Austria GmbH, Autriche
2 ? Welding Application Technology, Böhler Schweisstechnik Austria GmbH, Autriche
3 ? Département technique, Böhler Thyssen Soudage, France
1. Introduction La demande de l'industrie pétrolière et gazière augmente continuellement. Les prévisions (figure 1) font notamment état d'une consommation de gaz en 2020 ayant triplé par rapport à celle de 1980. De nouvelles installations et leurs systèmes de stockage et de transport sont mis en place afin de sécuriser la fourniture de gaz et de carburant. De multiples tôles et tubes doivent être assemblés pour construire les réservoirs et la tuyauterie nécessaires. Le soudage y joue ici un rôle primordial.
De point de vue des matériaux, le transport des gaz est un sujet très intéressant. Etant donné que le volume de gaz naturel liquéfié est approximativement 1/620 fois moindre que celui équivalent en gaz, la demande en stockage et de transport de de gaz naturel liquide a progressé de 7.5% par an en moyenne depuis 1980, et a doublé en dix ans. Le principal « désavantage » réside dans le fait que le liquide est à une température très basse et que les matériaux utilisés doivent répondre à des exigences de ténacité élevée. On trouvera en figure 2 des matériaux typiques qui sont utilisables pour le transport du gaz naturel liquide (LNG-Liquefied Natural Gas).
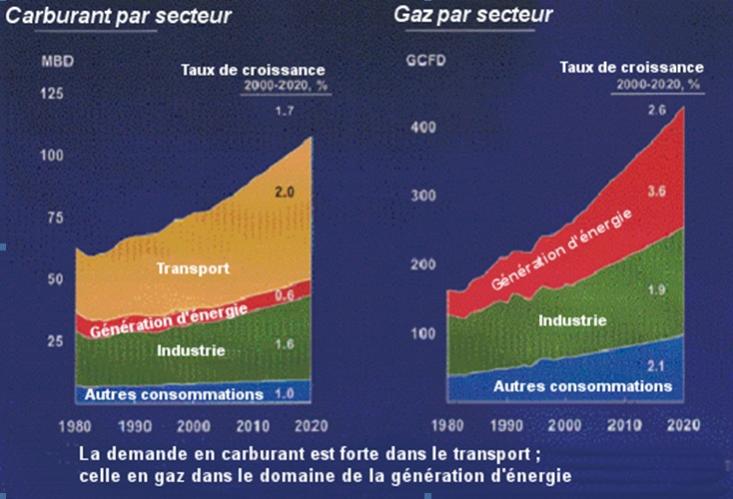
Figure 1 :
Prévision des besoins en carburant et gaz [1]
| Alliage | Type | Application |
| 9 Ni | Acier à 9% de nickel | Réservoirs de stockage |
| 304 L | Acier inoxydable de type 304 L | Tuyauteries ; petits récipients. Parfois pour de grands réservoirs de stockage |
| 36NiFe | Alliage Ni-Fe à 36% à faible coefficient de dilatation | Parfois pour de grands réservoirs de stockage. Tuyauteries pour applications critiques |
| Al | Alliage d'aluminium 5083 (Al-4,5% Mg) 5154 (Al-3,5% Mg) 6000 (Al-Si) |
Réservoirs sphériques ou prismatiques pour le transport sur bateaux de LNG. Tuyauteries pour les principaux échangeurs de chaleur cryogéniques. Pièces moulées et brides |
Applications typiques des matériaux de base utilisés pour le gaz naturel liquéfié [2]
Les nuances austénitiques,et tout particulièrement le soudage de celles-ci sont l'objet de cet article. Il faut mentionner qu'en plus des aciers de type 304L, l'alliage 316L sera de plus en plus utilisé dans le futur. Pour l'assemblage de ces nuances on utilise des fils de type 308L et 316L.
La température d'ébullition du méthane de -163°C (-261°F) définit la température de fonctionnement d'une installation LNG. La température des échantillons utilisés pour les essais mécaniques est la température d'ébullition de l'azote, soit -196°C (-320°F) pour avoir une marge de sécurité mais également pour favoriser la reproductibilité des essais. Avant de décider des exigences sur les assemblages pour installations LNG, il est nécessaire de bien connaître les caractéristiques mécaniques générales des aciers austénitiques et de discuter de l'influence des différentes données d'essais.
C?est ici-même le but de notre article.
2. Propriétés de résistance des aciers austénitiques dans les applications LngLa définition des caractéristiques de résistance mécanique est avant tout faite à température ambiante. Les propriétés mécaniques du métal déposé à température ambiante sont relativement similaires quel que soit le procédé de soudage employé (figure 3).
| Désignation AWS | Désignation commerciale Böhler | Procédé | R[SUB]p0,2[/SUB] [N/mm[SUP]2[/SUP]] |
R[SUB]m[/SUB] [N/mm[SUP]2[/SUP]] |
A5 [%] |
| ER308L | EAS 2-IG | TIG (GTAW) | 430 | 610 | 39 |
| ER308L Si | EAS 2-IG (Si) | MIG (GMAW) | 420 | 630 | 38 |
| E308L-15 | FOX EAS 2 | EE (SMAW) | 400 | 580 | 42 |
| E308L-17 | FOX EAS 2-A | EE (SMAW) | 390 | 560 | 40 |
| EC308L | EAS 2-MC | MIG (GMAW) | 350 | 540 | 40 |
| E308LT0-4 E308LT0-1 |
EAS 2-FD | Fil fourré (FCAW) | 380 | 560 | 40 |
| E308LT1-4 E308LT1-1 |
EAS 2 PW-FD | Fil fourré (FCAW) | 390 | 570 | 40 |
| ER308L | EAS 2-UP//BB 202 | sous flux (SAW) | 350 | 550 | 35 |
Figure 3 :
Propriétés mécaniques à température ambiante des consommables de type 308L pour différents procédés de soudage
Les propriétés mécaniques sont plus largement influencées par la variation de la teneur en ferrite delta et par le diamètre de l'électrode, comme illustré sur la figure 4 qui prend l'exemple d'une électrode enrobée de type E 308L-15.
| Type d'électrode | Diamètre [mm] |
Rp0,2 [N/mm2] |
Rm [N/mm2] |
Ferrite* [FN] |
| E308L-15 | 2,5 | 421 | 603 | 9,5-10,3 |
| E308L-15 | 3,2 | 401 | 550 | 6,4-7,6 |
| E308L-15 | 4 | 395 | 547 | 6,3-7,5 |
| E308L-15 | 5 | 400 | 551 | 6,9-7,8 |
| *FERITSCOPE MP 30 |
Figure 4 :
Propriétés mécaniques à température ambiante sur métal déposé de l'électrode BÖHLER FOX EAS 2 (AWS E308L-15)
Il est bien connu qu'une diminution de la température augmente la résistance mécanique de l'acier austénitique. La figure 5 montre quelques courbes contrainte-déformation pour le matériau de base à différentes températures et met en évidence l'influence importante de la température sur la tenue mécanique.
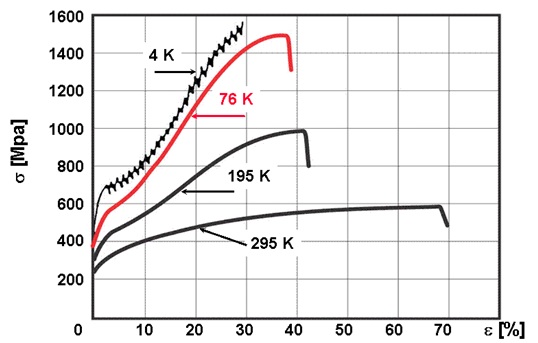
Figure 5 :
Courbes de traction contrainte-déformation pour un acier inoxydable de nuance AISI 304
3. Propriétés de ténacité des aciers austénitiques pour applications LNGComme il a été clairement observé figure 5, l'allongement de l'acier inoxydable austénitique est réduit à basse température. Il en est de même pour la ténacité. Le cahier des charges d'une structure LNG sécurisée doit présenter des exigences élevées en matière de ténacité aux températures de service. Il se trouve justement que l'expansion latérale et la résilience sont des propriétés très utiles pour décrire le comportement en ténacité du métal à basse température.
3.1 Dilatation latérale et résilienceUne corrélation entre la dilatation latérale et la résilience peut être observée à très basse température (figure 6). Il est à noter que cette corrélation est influencée par le procédé de soudage, le type de consommable utilisé ainsi que le laitier.
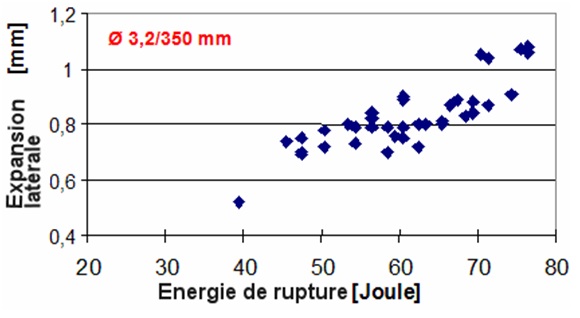
Figure 6 :
Relation entre l'expansion latérale et la résilience à -196°C
consommable : électrode enrobée BÖHLER FOX EAS 2 (E 308 L-15)
3.2 Ténacité et teneur en ferrite delta
Une corrélation très forte est observée entre la résilience et la teneur en ferrite delta du métal déposé. Pour des taux de ferrite élevés la résilience est beaucoup plus faible qu'à des taux de ferrite faibles, comme le montre la figure 7. D?autre part, l'influence de la teneur en ferrite sur la résilience dépend aussi du diamètre de l'électrode du type E308L-15.
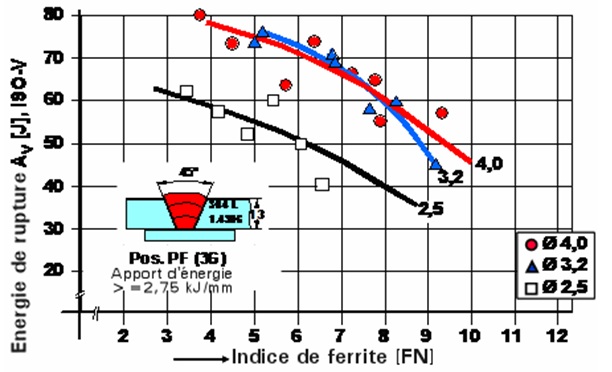
Figure 7 :
Électrode enrobée Böhler FOX EAS 2 (E308L-15)
énergie de rupture à -196°C en fonction de l'indice de ferrite
assemblage soudé à très haute énergie en position 3G (PF / PJ)
L'effet bénéfique d'une faible teneur en ferrite à basse température est également valable aux températures plus élevées. On peut observer sur la partie droite de la figure 8 la variation de la résilience ou énergie de rupture en fonction de la température. En prenant en compte la relation entre l'expansion latérale et la résilience décrite précédemment, les mêmes considérations relationnelles sont valables pour l'expansion latérale
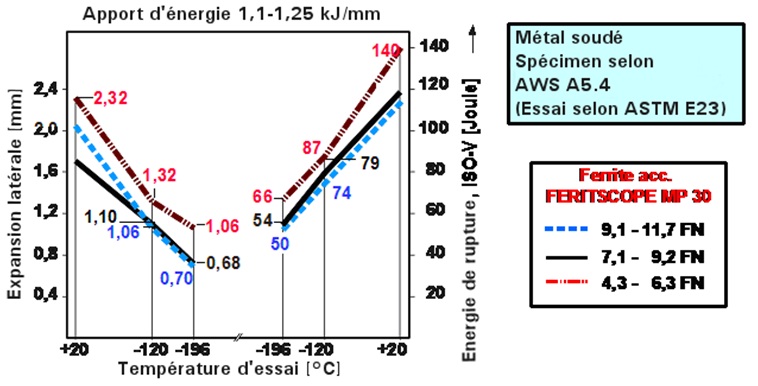
Figure 8 :
BÖHLER FOX EAS 2 (E308L-15) :
Influence de la teneur en ferrite sur les propriétés de résistance au choc jusqu'à -196°C
sur métal déposé hors dilution.
Il est clairement démontré que la teneur en ferrite delta a une influence majeure sur la ténacité du métal déposé en acier austénitique à très basse température, et cette relation est forte : Plus la teneur en ferrite est basse, plus les propriétés de ténacité comme la résilience ou l'expansion latérale sont élevées [3]. Par conséquent il faut maintenir le taux de ferrite aussi bas que possible pour garantir de fortes valeurs de ténacité à -196°C.
D?un autre côté, une teneur minimale en ferrite delta est nécessaire pour éviter la fissuration à chaud. La valeur de 3 FN est un minimum qui a été fixé pour garantir une soudure sans fissures pour le soudage à l'électrode enrobée, le soudage MIG/MAG, le soudage sous flux et le soudage TIG. Ce niveau de ferrite convient également lorsque l'énergie de soudage est élevée. Pour des valeurs inférieures à 3 FN la sensibilité à la fissuration augmente de façon importante, comme l'ont montré les nombreux résultats d'essais de fissuration à déformation programmée ou essai PVR (figure 9).
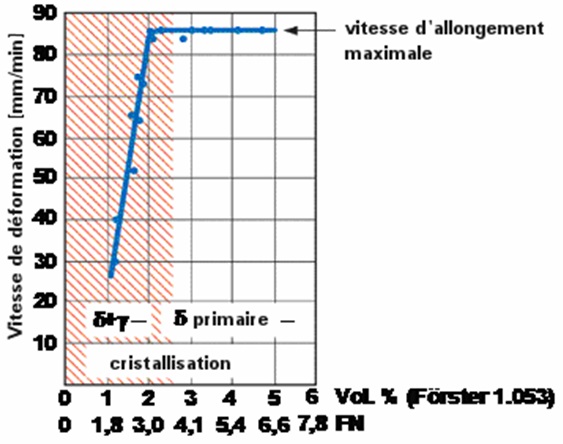
Figure 9 :
Sensibilité à la fissuration à chaud en fonction de la teneur en ferrite (essai PVR)
Intéressons-nous maintenant aux effets additionnels qui peuvent contribuer à l'obtention d'une faible teneur en ferrite dans le métal déposé, indépendamment de la composition chimique du consommable. Les points les plus importants sont la détermination de la teneur en ferrite et les paramètres de l'arc, particulièrement la longueur d'arc qui a une influence sur la composition du métal déposé.
3.2.1 valeurs calculées et valeurs mesurées de l'indice de ferriteLa pertinence des valeurs d'indice de ferrite calculées sur base de la composition chimique et des valeurs mesurées expérimentalement peut être discutée, notamment dans le cas typique d'utilisation d'électrodes conçues pour obtenir des valeurs limitées de l'indice de ferrite. La teneur en ferrite delta mesurée dans le métal déposé est une valeur caractéristique qui peut conduire à la connaissance extrapolée du mode de solidification de la soudure. Des études ont montré qu'il existe des différences entre les valeurs mesurées et les valeurs calculées [5] mais il existe également des différences entre les résultats des différents laboratoires [6]. Il est donc nécessaire qu'une telle incertitude soit considérée lors de la définition des exigences pour les projets LNG.
3.2.2 Influence de la longueur d'arc sur la teneur en ferriteDu point de vue métallurgique, l'objectif des fournisseurs de consommables de soudage utilisés en vue des applications LNG est d'assurer de très faibles teneurs en ferrite dans le métal déposé afin d'obtenir des valeurs satisfaisantes de ténacité, tout en garantissant une résistance suffisante à la fissuration à chaud. Il est à noter que le soudeur contrôlant la longueur de l'arc a une influence sur la composition chimique du métal déposé, et tout spécialement dans le cas de l'utilisation d'électrodes enrobées. Le maintien d'un arc court limite l'insertion d'azote dans le métal déposé, et par conséquent permet d'assurer une teneur en ferrite minimale nécessaire afin de protéger la soudure contre le phénomène de fissuration à chaud.
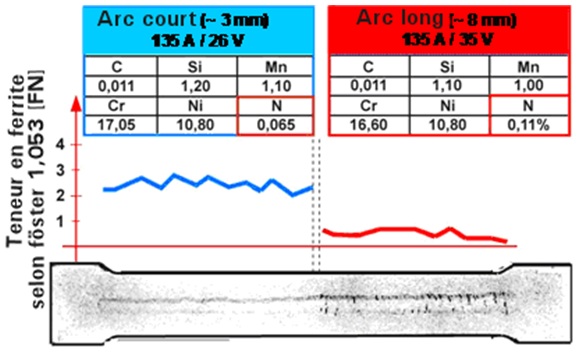
Figure 10 :
Influence de la longueur d'arc sur la teneur en ferrite
éprouvette d'essai PRV [4]
Souder avec un arc long favorise la présence d'azote et l'évaporation des éléments d'alliages, ce qui se traduit par une réduction de la teneur en ferrite dans le métal soudé. Sur la figure 10 on observe cette influence dans le cas d'une électrode enrobée de type E 308L-17 qui présente un indice de ferrite de 3 FN dans le métal déposé. L'augmentation de la longueur d'arc de 3 à 8 mm conduit à la réduction de l'indice de ferrite de 3 FN à 1 FN [4]. Lorsque le taux de ferrite est très bas, le métal soudé se fissure de façon visible lors de l'essai PVR. Il faut cependant mentionner que les électrodes basiques sont relativement sûres vis-à-vis de ce phénomène.
3.3 Métal déposé hors dilution et assemblages en 304LComme nous l'avons mentionné précédemment, le soudage d'un acier de type 304L se fait avec un métal d'apport de type 308L. Les valeurs de ténacité du métal déposé hors dilution ne sont pas égales à celles d'une soudure d'assemblage. Cette influence peut être évaluée en comparant les figures 8 et 11, où le soudage est effectué avec une électrode de type E308L-15.
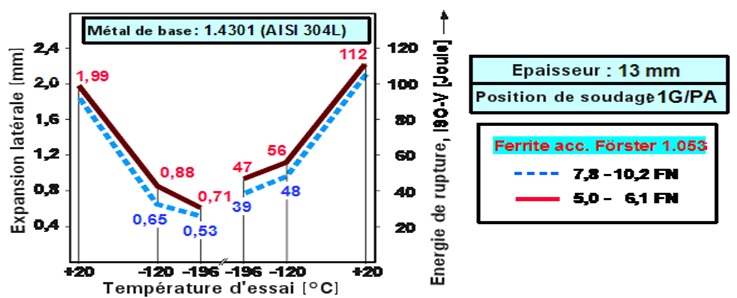
Figure 11 :
BÖHLER FOX EAS 2 (E308L-15) :
Énergie de rupture en fonction de la teneur en ferrite dans des soudures d'assemblage en chanfrein en V
Il est intéressant d'observer qu'à -196°C, l'électrode à basse teneur en ferrite conduit à une expansion latérale de 1,06 mm dans le métal déposé, contre 0,7 mm dans la soudure d'assemblage; de la même façon les résultats d'essai de Charpy passent de 66J à 50J. Cette tendance est également observée pour des teneurs en ferrite plus élevées.
3.4 Position de soudageL'influence de la position de soudage sur les propriétés en ténacité est décrite sur la figure 12. Les résultats d'essais de Charpy ne montrent pas une influence néfaste notable. Des différences plus significatives sont mesurées pour ce qui est de l'expansion latérale.
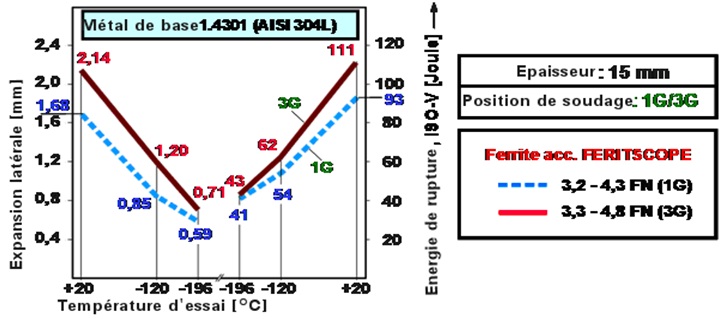
Figure 12 :
Fil fourré BÖHLER EAS2 PW-FD (LF° (E308LT1-4) :
Énergie de rupture pour différentes positions de soudage : 1G/PA et 3G/PF/PJ
3.5 Influence du retrait sur la résilienceLes contraintes internes ont un effet néfaste important. Si celles-ci sont réduites par la déformation plastique qui se traduit par un retrait, il n'a pas été possible d'améliorer la ténacité en utilisant une séquence optimisée à cordons fins. A titre d'exemple sont présentés sur la figure 13 ci-dessous des résultats obtenus dans le cas du soudage TIG.
| Séquence de soudage | Passes (cordons déposés) |
Moyenne d'énergie de rupture ISO-V [J] |
Remarques |
 |
8 (13) | 54 | Retrait important |
| |
6 (9) | 53 | Retrait important |
| |
6 (9) | 74 | Retrait faible |
| Métal de base : 304L ; position de soudage 1G/PA ; épaisseur : 15 mm (jeu : 3 mm) |
Figure 13 :
Soudage TIG avec consommable BÖHLER EAS 2-IG
énergie de rupture d'assemblages à -196°C
3.6 Préparation des pièces d'essaiEn plus des pointscités précédemment un dernier aspect doit être pris en considération lorsqu'on considèreles propriétés de ténacité à très basses températures : la préparation despièces d'essai. Des études ont montré que les résultats d'essais au choc à trèsbasse température sont largement influencés par la façon dont l'entaille a étéfaite. Plus l'outil de coupe pour la préparation de l'éprouvette est aiguisé,plus la résilience est élevée (figure 14). Lorsque l'outil est usé, ladéformation plastique est plus importante à la base de l'entaille et larésilience mesurée est réduite.
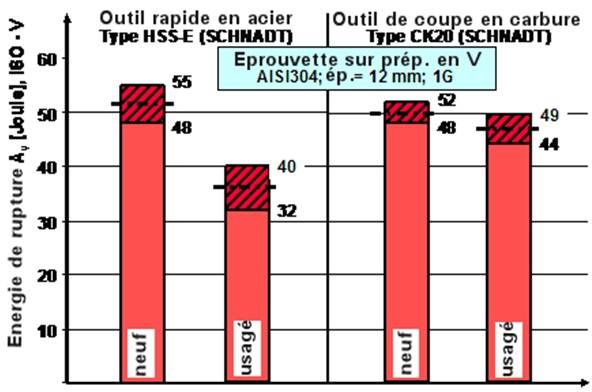
Figure 14 :
Influence de l'état d'usure de l'outil de coupe lors de la préparation de l'entaille
pour essai Charpy sur la valeur de la résilience à -196°C
4. Définition des exigences vis-à-vis des soudures en aciers inoxydables pour installations LNGAfin d'optimiser la ténacité à très basse température tout en minimisant la sensibilité à la fissuration à chaud, une fenêtre étroite de teneur en ferrite delta dans le métal déposé doit être définie, comme illustré figure 15 dans le cas de l'électrode à enrobage basique BÖHLER FOX EAS 2 (E308L-15).
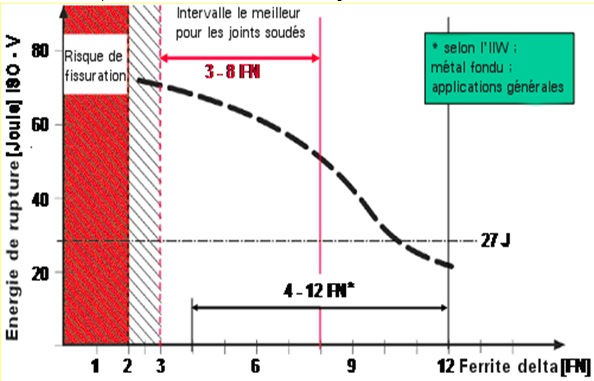
Figure 15 :
BÖHLER FOX EAS 2 (E308L-15) ;
énergie de rupture en fonction de la teneur en ferrite à -196°C
Conjointement à cette exigence « métallurgique » concernant la teneur en ferrite, un certain nombre de codes de conception définissent des valeurs minimales de ténacité permettant de sécuriser la construction.
4.1 exigences pour les soudures en acier austénitique d'installations LNGIl existe deux principaux codes qui décrivent les exigences en matière de ténacité ; le code ASME [7] se concentre sur l'expansion latérale et fixe une limite minimale de conception à 0,38 mm. Le code européen TÜV [8] favorise l'énergie de rupture qui doit être supérieure à 32 J. Selon le code utilisé on choisira l'expansion latérale ou l'énergie de rupture comme propriété caractéristique du matériau lors de la sélection du métal d'apport.
Outre ces principaux codes de conception il existe différentes exigences émises par l'utilisateur. Elles constituent souvent un mélange des deux codes et peuvent être étendues à des exigences complémentaires concernant la teneur en ferrite et/ou l'apport de chaleur minimal.
Afin de répondre à ces exigences, des électrodes spéciales à bas taux de ferrite ont été développées. La figure 16 en fournit une vue d'ensemble et met en évidence les principaux critères de sélection comme l'indice de ferrite mesuré FN, l'expansion latérale et l'énergie de rupture à -196°C.
| Désignation Böhler |
Désignation AWS |
Procédé |
FN |
Expansion latérale [mm] à -196°C |
ISO-V [J] à -196°C |
| EAS 2-IG | ER308L | TIG | 8-11 | 1,17 | 112 |
| FOX EAS 2 | E308L-15 | EE | 4-8 | 1,06 | 66 |
| EAS 2 PW-FD (LF) | E308LT1-4 E308LT1-1 |
Fil fourré | 3-6 | 0,75 | 45 |
| FOX EAS 4 M (LF) | E316L-15 | EE | 5-7 | 0,6 | 67 |
| EAS 4 PW-FD (LF) | E316LT1-4 E316LT1-1 |
Fil fourré | 3-6 | 0,6 | 40 |
Figure 16 :
Valeurs types sur métal déposé de différents consommables proposés, la plupart à faible taux de ferrite, tout spécialement développés pour le soudage en application LNG
5. ConclusionsNous avons montré que la teneur en ferrite delta du métal déposé austénitique a une grande influence sur les propriétés de ténacité, surtout à basse température. Plus le taux de ferrite est bas, meilleure est la ténacité du métal soudé. Mais la réduction de la ferrite a ses limites car un niveau minimum est nécessaire pour éviter la fissuration à chaud.
Dans les applications LNG comportant de l'acier inoxydable et des soudures, il est nécessaire de contrôler la teneur en ferrite par la composition chimique et les paramètres de soudage afin d'optimiser les propriétés de ténacité et la résistance à la fissuration à chaud. Pour développer des matériaux d'apport « sécurisés » il faut également prendre en compte l'influence de l'apport de chaleur, de la déformation plastique mais également de la longueur d'arc sur la tenue au choc.
6. Références[1] Information from OMV; 2005
[2] L. Smith: ?Properties of metallic materials for LNG services'; Stainless Steel World, Oct. 2001
[3] G. Holloway, Z. Zhang, A. Marshall: ?Stainless Steel Arc Welding Consumables for Cryogenic Applications'; Stainless Steel World 2004; KCI Publishing BV
[4] E. Folkhard et al: ?Welding Metallurgy of Stainless Steels', Springer Verlag, Wien, 1988
[5] J. Tösch, G. Posch, J. Ziegerhofer: ?Ferrite contents in stainless steel FCAW-welds';
IIW-doc. II-C 289-04
[6] J. C. M. Farrar: ?The Measurement of Ferrite Number (FN) in Real Weldments';
IIW-Doc. II 1531-04
[7] Internat. Piping code ASME B31.3.
[8] VdTÜV Information Sheet ?Guidelines on suitability of welding filler metals'; 1980

