Cet article technique récapitule les différentes techniques de soudage à l'électrode enrobée selon les positions fondamentales de soudage.
Les positions de soudage à plat (PA), en corniche (PC), en montante (PF) et au plafond (PE) sont abordées.
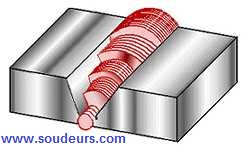
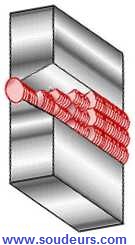
1 - Soudage en position à plat (PA / 1G) avec chanfrein
Le soudage à plat avec chanfrein est réalisé soit en passes larges, soit en passes étroites. Le soudage à passes larges augmente la déformation longitudinale et l'énergie de soudage. La technique par passes larges est économique et d'exécution relativement aisée.
Le soudage à passes étroites permet d'obtenir d'excellents résultats de valeurs de résiliences en limitant l'énergie de soudage.
Toutefois la technique par passes étroites est génératrice de tensions internes, de retraits transversaux et de risques d'inclusions de laitier entre passes. Cette technique exige une répartition rigoureuse des passes de soudure et un nettoyage soigné entre chaque passe de soudure afin de réduire les risques d'inclusions de laitier et de collage.
 |
 |
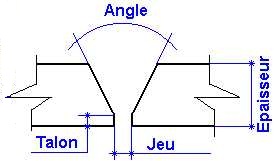
La préparation du chanfrein en Vé (avec ou sans reprise envers) est réalisée suivant les indications approximatives ci-dessous :
|
[*]Angle : 60° à 80° suivant l'épaisseur [*]Talon : 2 à 3 mm [*]Jeu : 2,5 à 3,5 mm sans reprise [*]Jeu : 1,5 à 2,5 mm avec reprise |
 |
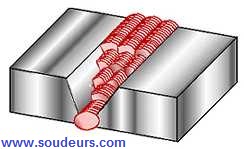
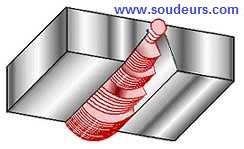
2 - Soudage en position montante (PF / 3G1) avec chanfrein
| Le soudage en position verticale montante avec chanfrein est réalisé principalement en passes larges. L'électrode est animée d'un mouvement transversal de gauche à droite en insistant sur les bord des chanfreins par un temps d'arrêt plus ou moins long pour éviter la formation de caniveaux et de morsures La largeur de balayage ne sera pas supérieure à 3 fois le diamètre de l'électrode. L'inclinaison de l'électrode sera constante tout au long du joint en cours de soudage. |
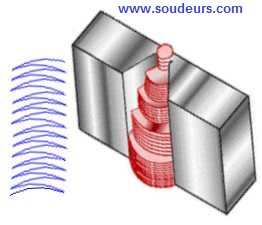 |
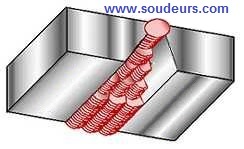
3 - Soudage en position corniche (PC / 2G) avec chanfrein
 |
Le soudage en corniche avec chanfrein est réalisé uniquement en passes étroites. Il est très important de ne pas trop incliner l'électrode, en passe de pénétration, sur le bord de chanfrein supérieur de risque de produire un affaissement du bourrelet de pénétration avec création d'un caniveau à la racine. Une préparation spéciale du chanfrein dite dissymétrique est réalisée pour les pièces d'épaisseur égale ou supérieure à 10 mm. L'angle d'ouverture du chanfrein de la pièce inférieure est plus faible (compris entre 15° et 25°) que l'angle d'ouverture du chanfrein de la pièce supérieure (de 40° à 50°) . La répartition des passes est exécutée dans un ordre rigoureux (du chanfrein inférieur vers le chanfrein supérieur). Un nettoyage soigné entre chaque passe est réalisé afin de réduire les risques d'inclusions de laitier. |
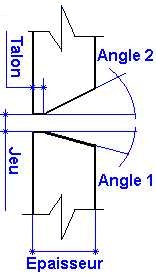
La préparation du chanfrein dissymétrique en Vé (avec ou sans reprise envers) est réalisée suivant les indications approximatives ci-dessous :
|
[*]Angle 1 : 15° à 25° sur chanfrein inférieur [*]Angle 2 : 40° à 50° sur chanfrein supérieur [*]Talon : 2 à 3 mm [*]Jeu : 2,5 à 3,5 mm sans reprise envers [*]Jeu : 1,5 à 2,5 mm avec reprise envers |
 |
4 - Soudage en position plafond (PE / 4G) avec chanfrein
Le soudage au plafond avec chanfrein à l'arc à l'électrode enrobée est très difficile à maîtriser. Cette position de soudage demande beaucoup d'entraînement et une grande dextérité de la part du soudeur. L'obtention d'un bourrelet de pénétration régulier est difficile à obtenir. La technique de soudage par passes larges à vitesse relativement rapide est recommandée. L'emploi de passes étroites n'est pas contre-indiqué, toutefois les passes ne doivent pas être bombées. Un arc électrique court est indispensable à la qualité de la soudure. Le soudeur doit interrompre l'opération de soudage lorsque la pièce est trop chaude.
 |
 |
La préparation du chanfrein en Vé (avec ou sans reprise envers) est réalisée suivant les indications approximatives ci-dessous :
|
[*]Angle : 70° à 80° suivant l'épaisseur [*]Talon : 1,5 à 2 mm [*]Jeu : 2,5 à 3,2 mm sans reprise [*]Jeu : 1,5 à 2,0 mm avec reprise |
|
5 - Quelques liens Internet utiles
6 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Vos commentaires
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

Par: Dominique ADMIN