
Les informations contenues dans cet article ne sont données qu'à titre indicatif.
Elles peuvent être modifiées sans préavis et n'engagent pas la responsabilité du site et de son auteur.
1 - Introduction
La nouvelle norme NF EN ISO 9606-1 de décembre 2013 relative à la qualification du personnel soudeur avec procédés de soudage par fusion sur l'acier est d'application en parallèle à la norme NF EN 287-1 de 2011. qui reste d'application jusqu'en 2015.
C'est au constructeur de choisir le référentiel normatif pour qualifier son personnel.
2 - Références normatives
Dans le paragraphe 2 intitulé Références normatives, certaines normes listées dans l'EN 287-1 de 2011 sont abandonnées et remplacées par de nouvelles dans l'EN ISO 9606-1.
En exemple :
La norme ISO 9017 (Essais de texture) remplace la norme EN 1320:1996.
 Nous vous invitons à télécharger l'excellent document récapitulatif des normes du soudage par fusion (en langue anglaise) de Monsieur Mathias LUNDIN du SWEDISH WELDING COMMISSION
Nous vous invitons à télécharger l'excellent document récapitulatif des normes du soudage par fusion (en langue anglaise) de Monsieur Mathias LUNDIN du SWEDISH WELDING COMMISSION [*]Normalisation du soudage par fusion à l'arc
3 - Termes et définitions
De nouveaux termes et définitions sont ajoutés dans la nouvelle norme ISO 9606-1.
3.6 - Protection envers gazeuse (ss,gb)
3.7 - Protection envers à l'aide de flux (ss,fb)
3.8 - Insert consommable (ci)
4 - Numérotations et abréviations
De nouvelles symbolisations de type d'enrobage sont ajoutées dans le paragraphe 4.3.2.
Ce sont des chiffres 03, 10 à 16, 18 à 20, 24, 27, 28, 45 et 48.
03 enrobage rutilo-basique
10 enrobage cellulosique
11 enrobage cellulosique
12 enrobage rutile
13 enrobage rutile
14 enrobage rutile + fourrage avec poudre de fer
15 enrobage basique
16 enrobage basique
18 enrobage basique + fourrage avec poudre de fer
19 enrobage ilménite
20 enrobage avec poudre de fer
24 enrobage rutile + poudre de fer
27 enrobage oxyde de fer + poudre de fer
28 enrobage basique + poudre de fer
45 enrobage basique
48 enrobage basique
5 - Variables essentielles
Dans le paragraphe 5.2, le procédé de soudage 121 qualifie le procédé 125 et inversement.
Une modification importante concerne les régimes de transferts d'arc en soudage 131, 135 et 138
Le mode de transfert d'arc par court-circuits qualifie le soudeur pour les autres modes de transfert d'arc mais pas l'inverse pour les procédés 131, 135 et 138.
[*]01 - Transfert par court-circuits (short-arc)
[*]02 - Transfert par grosses gouttes (globular)
[*]03 - Transfert pulsé (pulsed)
[*]04 - Transfert par pulvérisation (spray-arc)
5 - Type de produit
La qualification sur tôles qualifie le soudage d'un tube en rotation ayant un diamètre ≥ 75 mm pour les positions de soudage PA, PB, PC et PD.
Dans la version actuelle, il n'est pas mentionné explicitement que le tube doit être en rotation et que le diamètre qu'on qualifie est ≥ 150 mm.
Les soudures bout à bout qualifient uniquement les soudures bout à bout et les soudures d'angle qualifient uniquement les soudures d'angle.
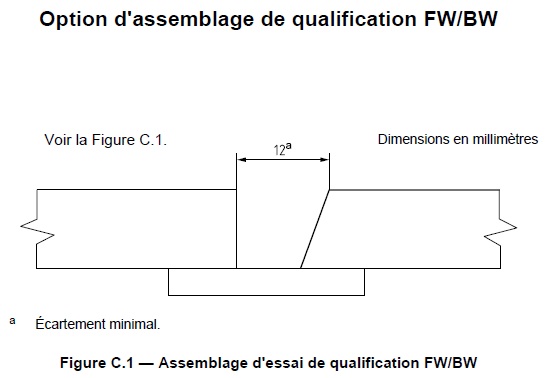
Pour qualifier une soudure d'angle avec une soudure bout à bout, on a les possibilités suivantes:
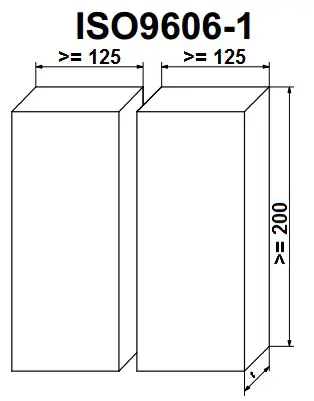
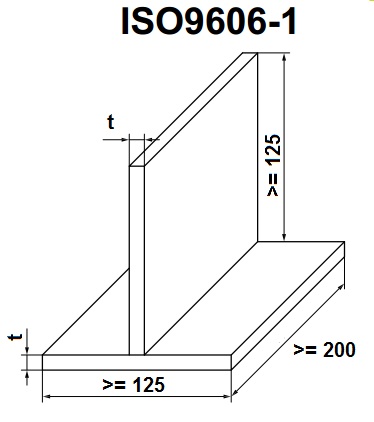
- dans 1 éprouvette, faire une combinaison d'une soudure d'angle et d'une soudure bout à bout suivant le schéma ci-dessous
- Souder une soudure d'angle supplémentaire en une couche sur une tôle de 10 mm min. d'épaisseur ou l'épaisseur de l'éprouvette utilisée pour la qualification de la soudure bout à bout en position PB
(la possibilité de souder une épaisseur inférieure à 10 mm n'existe pas dans la norme actuelle).
6 - Groupement des matériaux d'apport
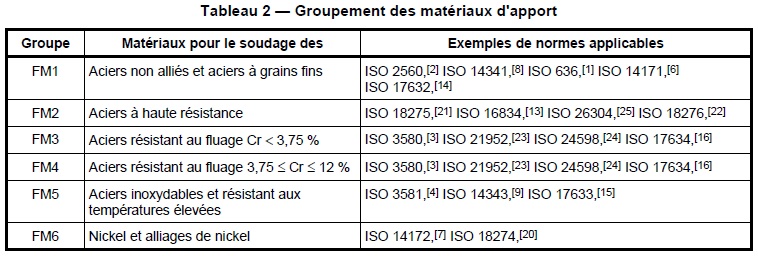
Une des plus importantes modifications de la norme ISO 9606-1 c'est le remplacement de la variable groupe de métal de base par la variable groupe des matériaux d'apport.
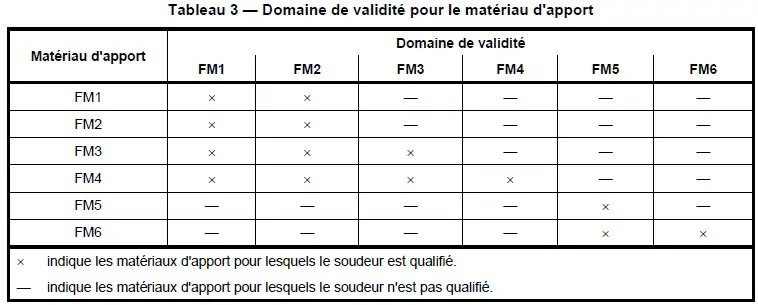
Les assemblages de qualification doivent être réalisés avec un matériau d'apport de l'un des groupes selon le Tableau 2 et 3.
Pour le soudage avec des matériaux d'apport en dehors du groupement des matériaux d'apport du Tableau 2, un assemblage de qualification séparé est requis
Le soudage avec un matériau d'apport d'un groupe confère au soudeur la qualification pour le soudage avec
tous les autres matériaux d'apport du même groupe, ainsi que d'autres groupes énumérés dans le Tableau 3
et pour le soudage sur tous les matériaux de base des groupes 1 à 11.
Le soudage avec matériau d'apport qualifie le soudage sans matériau d'apport, mais pas l'inverse.
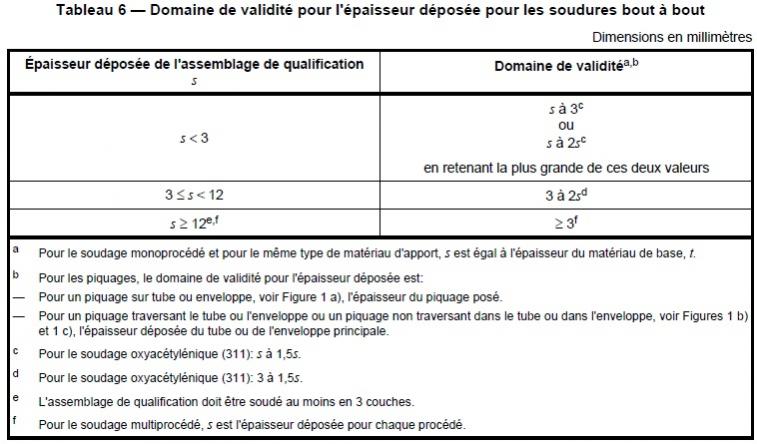
7 - Dimensions (épaisseurs et diamètres)
Une modification importante est à noter dans le tableau 6 de la norme ISO 9606-1 concernant les épaisseurs inférieures à 3 mm pour les soudures bout à bout.
Une modification importante est à noter concernant les soudures de piquage.
Les épaisseurs à prendre en compte dépendent du type de piquage.
- Piquages posés : épaisseur et diamètre du tube rapporté du piquage
- Piquages emboités ou pénétrants : épaisseur du tube support et diamètre du tube rapporté du piquage.
8 - Positions fondamentales de soudage
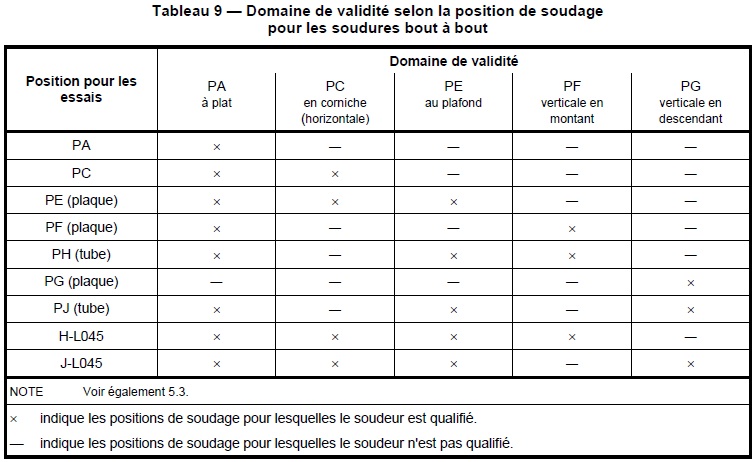
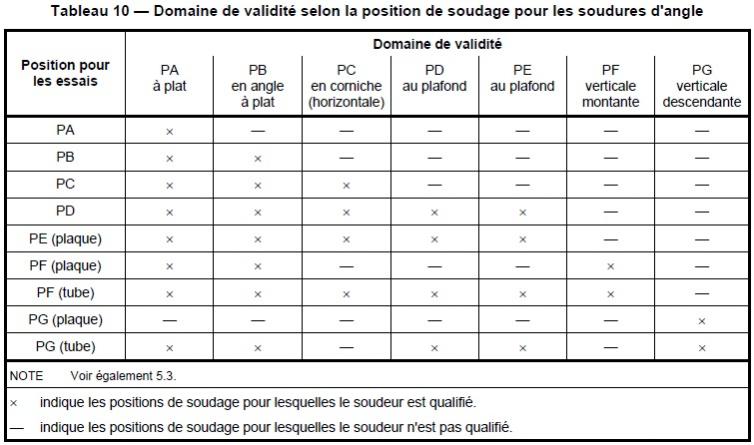
Les domaines de validité des positions de soudage sont similaires à l'ancienne norme.
Il y a maintenant deux tableaux pour les domaines de validité des positions de soudage.
Un pour les soudures bout à bout (tableau 9) et un pour les soudures d'angle (tableau 10).
Dans le tableau 9 de la norme ISO 9606-1 la position PE (Plafond) ne qualifie plus la PF (montante)
Dans le tableau 10 de la norme ISO 9606-1 la position PE (Plafond) ne qualifie plus la PF (montante)
La réalisation d'un essai sur tube en position PH (montante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position H-L045 (incliné à 45°).
La réalisation d'un essai sur en position PJ (descendante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position J-L045 (incliné à 45°).
Les diamètres de tube supérieurs ou égaux à 150 mm peuvent être soudés dans les deux positions pour 2/3 de la circonférence en PH et 1/3 de la circonférence en PC ou 2/3 de la circonférence en PJ et 1/3 de la circonférence en PC).
9 - Détails concernant le soudage
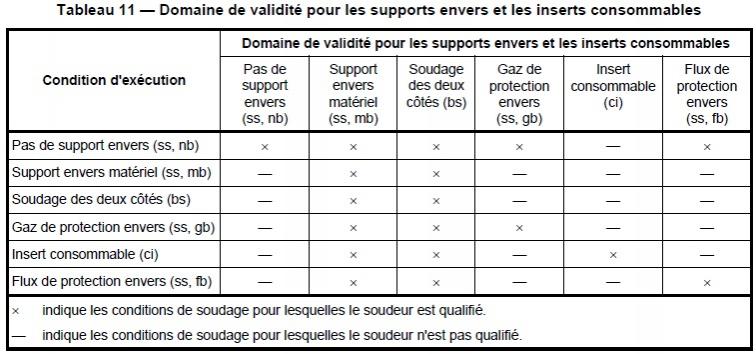
Dans le paragraphe 5.9, un domaine de validité est précisé pour les suppots envers et les inserts consommables.
Il y a ajout de trois variables :
[*]gaz de protection envers (ss,gb)
[*]flux de protection envers (ss,fb)
[*]insert consommable (ci)
10 - Contrôles et essais sur les éprouvettes de qualification
Les dimensions des éprouvettes de qualifications selon ISO 9606-1 sont modifiées par rapport à la norme NF EN 287-1 de 2011
11 - Prolongation de la qualification de soudeur
Les compétences du soudeur doivent être vérifiées périodiquement par l'une des méthodes suivantes.
a) Le soudeur doit subir une nouvelle épreuve de qualification tous les trois ans.
b) Tous les deux ans, deux soudures réalisées au cours des six derniers mois doivent être contrôlées par radiographie ou par ultrasons ou par des essais destructifs et être enregistrées. Les niveaux d'acceptation des défauts doivent être tels que spécifiés à l'Article 7.
La soudure contrôlée doit reproduire les conditions de l'épreuve initiale, sauf pour l'épaisseur et le diamètre extérieur.
Ces examens prolongent pour deux années supplémentaires la qualification du soudeur.
c) La qualification d'un soudeur pour un certificat donné est valide aussi longtemps qu'elle est confirmée conformément à 9.2 et sous réserve que toutes les conditions suivantes soient satisfaites:
- le soudeur travaille pour le même fabricant que celui pour lequel il a été qualifié et qui est responsable de la fabrication du produit
- le programme qualité du fabricant a été vérifié conformément à l'ISO 3834-2 ou l'ISO 3834-3
- le fabricant dispose de documents apportant la preuve que le soudeur a réalisé des soudures d'une qualité acceptable en se basant sur les normes d'application. Les soudures examinées doivent confirmer les conditions suivantes: position(s) de soudage, type de soudure (FW, BW), avec (mb) ou sans (nb) support envers matériel.
12 - Quelques liens Internet utiles
13 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
14 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
