Cet article technique est rédigé pour répondre à cette question qui est souvent posée par le novice et le débutant en soudage TIG manuel ou automatique.
Quel type de gaz de protection dois je utiliser pour souder en TIG / 141 / GTAW ?
Plusieurs choix sont possibles mais l'argon pur représente le meilleur choix pour débuter.
1 - Gaz pour le soudage des aciers non alliés et faiblement alliés en TIG / GTAW
| TIG / 141 / GTAW |
||
| Couleur d'ogive |  |
|
| Norme EN ISO 14175 | I1 | I3 |
| Composition | 100% Ar | 1 à 95% He + solde Ar |
| Aspect | *** | *** |
| Compacité | ** | ** |
| Productivité | ** | ** |
| Stabilité d'arc | *** | ** |
| Légende : * Moyen ** Bon *** Excellent | ||
2 - Gaz pour le soudage des aciers inoxydables en TIG / GTAW
| TIG / 141 / GTAW |
||||
| Couleurd'ogive | |
|
|
 |
| Norme EN ISO 14175 | I1 | I3 | R1 | R1 |
| Composition | 100% Ar | 1 à 95% He + solde Ar | Ar + 1% à 2% H[SUB]2 [/SUB] | Ar + 3% à 5% H[SUB]2 [/SUB] |
| Aspect | *** | *** | *** | *** |
| Compacité | *** | ** | *** | *** |
| Productivité | * | ** | ** | ** |
| Stabilité d'arc | *** | ** | *** | ** |
| Légende : * Moyen ** Bon *** Excellent | ||||
3 - Gaz pour le soudage des alliages d'aluminium et alliages cuivreux en TIG / GTAW
| TIG / 141 / GTAW |
|||
| Couleurd'ogive | |
 |
|
| Norme EN ISO 14175 | I1 | I2 | I3 |
| Composition | 100% Ar | 100% He | 1 à 95% He + solde Ar |
| Aspect | *** | *** | *** |
| Compacité | ** | *** | ** |
| Productivité | * | *** | ** |
| Stabilité d'arc | *** | * | ** |
| Légende : * Moyen ** Bon *** Excellent | |||
4 - Quelques constantes physiques des gaz
| CONSTANTES PHYSIQUES DE GAZ DE SOUDAGE | ||
| Type de gaz | Densité (kg/m[SUP]3[/SUP]) | Potentiel d'ionisation (eV) |
| ARGON | 1,784 | 15,75 |
| HÉLIUM | 0,187 | 24,58 |
| AZOTE | 1,161 | 14,54 |
| HYDROGÈNE | 0,083 | 13,59 |
| OXYGÈNE | 1,326 | 13,61 |
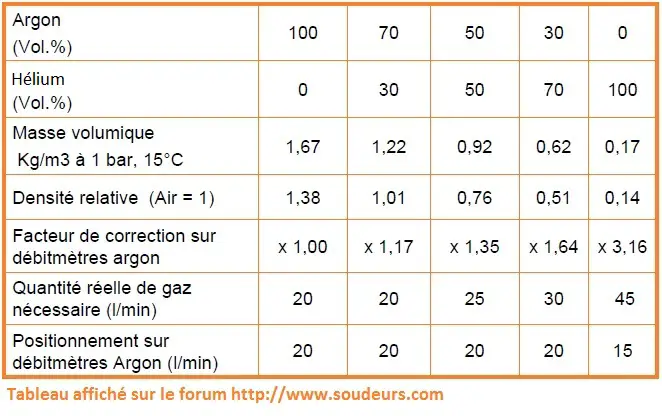
Avec des mélanges de gaz à base d’hélium le débit doit être modifié par rapport aux valeurs indicatives sur les débitlitres argon
En soudage TIG, l'arc est maintenu par un flux d'électrons dans un gaz ionisé. Le potentiel de dissociation et le potentiel d'ionisation du gaz sont des indices de la stabilité de l'arc.
Le faible potentiel d'ionisation de l'argon facilite l'amorçage de l'arc et se traduit par une colonne d'arc plutôt conique.
Le potentiel d'ionisation élevé de l'hélium conduit à un amorçage d'arc qui se révèle difficile mais les énergies incidentes sont plus importantes comparativement à l'argon et permettent d'éviter les défauts de fusion.
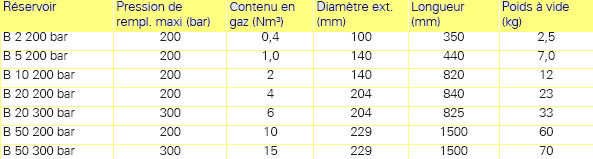
5 - Les dimensions et volumes des bouteilles de gaz
Voici un récapitulatif des formats et contenances des bouteilles de gaz industriels de soudage disponibles dans le commerce :
Type de bouteille B2/S2 :
Diamètre 100 mm Hauteur 350 mm Poids 2,5 kg Contenance 2 litres d'eau
2 litres x 200 bar x 1,039 = 415 litres ou 0,4 m3 de gaz argon.
Achat de bouteille et recharge.
Type de bouteille B5/S5 :
Diamètre 150 mm Hauteur 620 mm Poids 7,0 kg Contenance 5 litres d'eau
5 litres x 200 bar x 1,039 = 1 039 litres ou 1,0 m3 de gaz argon.
Achat de bouteille et recharge.
Type de bouteille B11/S11 :
Diamètre 180 mm Hauteur 750 mm Poids 10 kg Contenance 11 litres d'eau
11 litres x 200 bar x 1,039 = 2 285 litres ou 2,2 m3 de gaz argon.
Achat de bouteille et recharge.
Type de bouteille B20/M20 :
Diamètre 200 mm Hauteur 980 mm Poids 35 kg Contenance 20 litres d'eau
20 litres x 200 bar x 1,039 = 4 156 litres ou 4,1 m3 de gaz argon.
Contrat de location de bouteille et recharge. (La revente à un particulier de la bouteille est interdite)
Type de bouteille B50/L50 :
Diamètre 230 mm Hauteur 1680 mm Poids 75 kg Contenance 50 litres d'eau
50 litres x 200 bar x 1,039 = 10 390 litres ou 10,4 m3 de gaz argon.
Contrat de location de bouteille et recharge. (La revente à un particulier de la bouteille est interdite
Tableau des dimensions et contenance des bouteilles de gaz de soudage AIR LIQUIDE
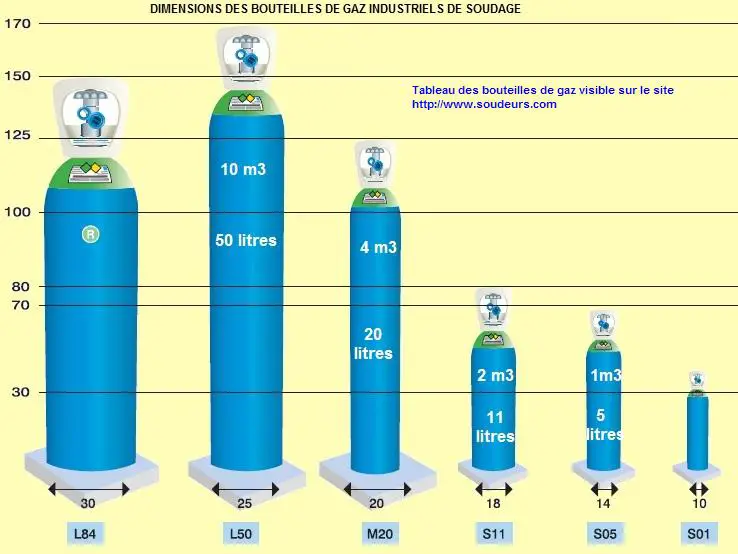

Tableau Air Liquide des dimensions indicatives de bouteilles de gaz industriel de soudage

Tableau récapitulatif des dimensions indicatives de bouteilles de gaz industriel de soudage
6 - Exemple de calcul de volume et temps restant selon la contenance et le débit
| coefficient K | volume de la bouteille en litres d'eau |
débit l/mn |
| 1,039 | 20 | 7 |
| pression en bar |
volume de gaz en litres | durée de gaz en heures | durée de gaz en mn |
| 10 | 207 | 0 h | 29 |
| 20 | 415 | 0 h | 59 |
| 30 | 623 | 1 h | 29 |
| 40 | 831 | 1 h | 58 |
| 50 | 1039 | 2 h | 28 |
| 60 | 1246 | 2 h | 58 |
| 70 | 1454 | 3 h | 27 |
| 80 | 1662 | 3 h | 57 |
| 90 | 1870 | 4 h | 27 |
| 100 | 2078 | 4 h | 56 |
| 110 | 2285 | 5 h | 26 |
| 120 | 2493 | 5 h | 56 |
| 130 | 2701 | 6 h | 25 |
| 140 | 2909 | 6 h | 55 |
| 150 | 3117 | 7 h | 25 |
| 160 | 3324 | 7 h | 54 |
| 170 | 3532 | 8 h | 24 |
| 180 | 3740 | 8 h | 54 |
| 190 | 3948 | 9 h | 24 |
| 200 | 4156 | 9 h | 53 |
| 210 | 4363 | 10 h | 23 |
| 220 | 4571 | 10 h | 53 |
7 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
8 - Quelques liens Internet utiles
9 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
10 -Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal.

Par: Dominique ADMIN