1 - Préambule
Cet article technique est créé suite aux différentes demandes de visiteurs sur le forum technique du site Soudeur.com pour le procédé de soudage TIG de l'aluminium en courant alternatif.
La question la plus souvent exprimée sur le forum technique est :
Quel est le type de courant utilisé pour souder de l'aluminium en TIG ?
Cet article n'a pas la prétention de répondre à toutes vos attentes, toutefois son but est de vous apporter une aide efficace dans le choix du type d'arc électrique de soudage.
2 - Quel type d'arc de soudage utilisé en soudage TIG de l'aluminium et alliages ?
| LES DIFFÉRENTS TYPES DE COURANT EN SOUDAGE TIG DE L'ALUMINIUM ET ALLIAGES |
|||
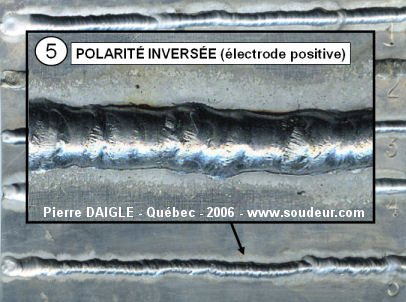
| Type de courant | Courant continu (CCEN) | Courant continu (CCEP) | Courant alternatif (CA) |
| Polarité de l'électrode | Polarité négative | Polarité positive | Alternance de polarité (50 Hz) |
| Croquis de soudage explicatif | 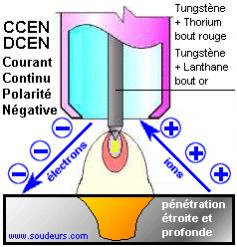 |
 |
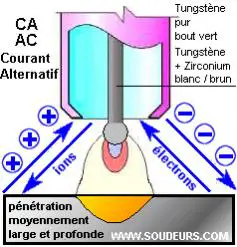 |
| Effet de décapage de l'alumine | NON | OUI | OUI à chaque alternance (50 Hz) |
| Pénétration | Pénétration étroite et profonde | Pénétration large et peu profonde | Pénétration moyenne |
| Chaleur dans l'arc | 70% dans la pièce soudée 30% sur l'électrode |
70% sur l'électrode 30% dans la pièce soudée |
50% dans la pièce soudée 50% sur l'électrode |
| Utilisation | Utilisée dans des cas très particuliers | Très peu usitée - Faible intensité et très faible épaisseur | La plus utilisée et la plus favorable pour l'aluminium |
3 - Qu'est ce que la balance et la fréquence sur un poste TIG AC/DC ?
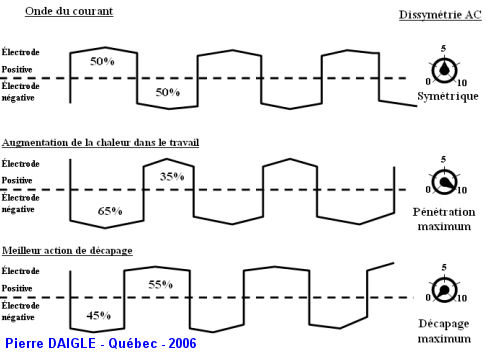
Lorsqu'on utilise le mode automatique d'équilibrage des ondes avec le Courant Alternatif AC ou CA, on peut faire varier le balancement des ondes soit d'avantage en positif (effet de décapage) ou soit d'avantage en négatif (pénétration meilleure).
Si l'on augmente l'effet nettoyant, la pénétration diminue. En effet, lorsqu'on emploie plus de courant positif, c'est l'électrode qui emmagasine la chaleur plutôt que le métal de base
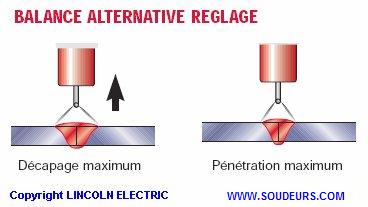
BALANCE :
Lors du soudage en courant alternatif de l'aluminium, le ratio entre le mi-cycle positif et négatif est appelé la balance.
A l'aide de la balance vous pouvez contrôler la chaleur entre l'électrode et la pièce à souder.
Quand la balance est positive, cela signifie que le mi-cycle positif est plus long que le négatif, la chaleur étant plus concentrée sur l'électrode que sur la pièce à souder. Dans ce cas vous obtenez un cordon large avec une faible pénétration et une large zone décapée.
A contrario, quand la balance est négative, les mi-cycles négatifs sont plus longs, la pièce à souder plus chaude et l'électrode plus froide. Dans ce cas vous obtenez un cordon étroit avec une forte pénétration mais une étroite zone décapée.
FREQUENCE :
En augmentant la fréquence, l'arc électrique sera un peu plus stable et étroit, mais plus bruyant.
Cela apporte un meilleur contrôle pour le soudage des fines epaisseurs.
Une frequence plus élevée peut être utilisée pour les tôles fines avec un courant bas.
Une frequence moins élevée peut être utilisée pour les tôles épaisses avec un courant élevé.
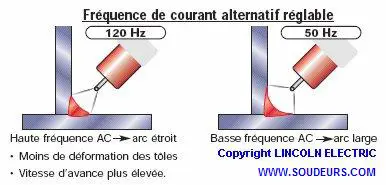
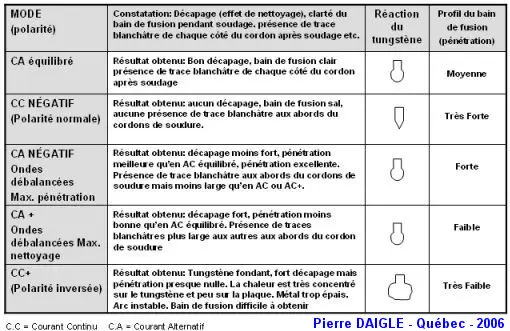
TABLEAU RECAPITULATIF DES ONDES :
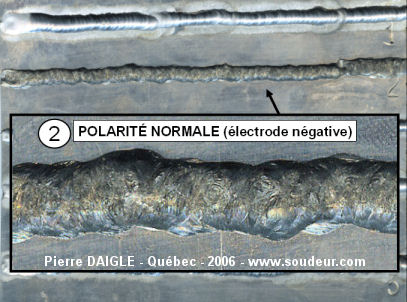
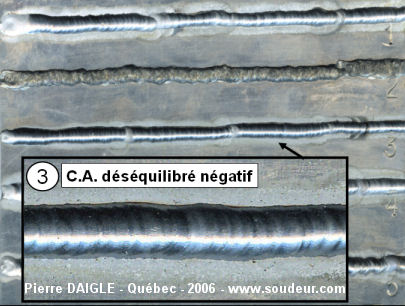
4 - Quelques photographies des différents courants
La forme triangulaire permet :
/ Un plus grand pic de courant
/ Une pression d'arc plus grande
/ Une pénétration plus profonde.
Il s'utilise dans le cas de passe de pénétration et en angle intérieur.
La forme demi-lune permet:
/ Une réduction du bruit
/ L'arc est plus souple (lisse)
/ Une bonne stabilité d'arc
Il s'utilise sur la série 1000 des aluminiums et dans la cas de cladding mais est parfait pour toute les applications.
La forme rectangulaire permet:
/ Un meilleur décapage
/ Son fonctionnement est quasi identique à la forme alternatif classique , c'est juste que la forme n'est pas lissée, l'arc est plus brut.


5 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
6 - Quelques liens Internet utiles
7 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être copiés sans autorisation écrite de notre part.
8 Un petit geste pour soutenir votre site web spécialisé
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
