
1 - Définition du procédé de soudage vertical sous laitier
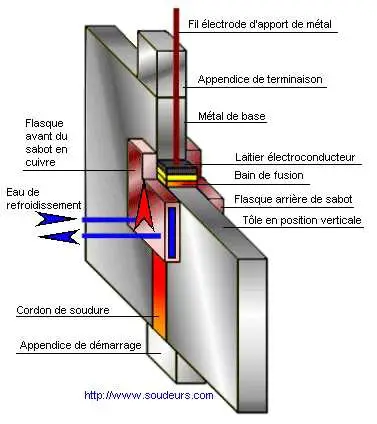
| Le soudage vertical sous laitier (Electroslag Welding - ESW) est comparable au soudage automatique sous flux solide. Un arc électrique est créé entre le fil électrode et la pièce pour démarrer la fusion. Un dépôt continuel de flux électroconducteur recouvre le bain de fusion ainsi formé pour assurer sa protection et son affinage. Ensuite la fusion est entretenue par effet joule, constitué par la très haute résistance électrique du laitier et de la forte intensité appliquée. Le bain de fusion est soutenu et moulé par des flasques latéraux en cuivre placés de part et d'autre du joint soudé et refroidis par une circulation de réfrigérant. |
 |
2 - Principe du procédé de soudage vertical sous laitier
| Il s'agit d'un soudage par coffrage. La soudure est réalisée en une seule passe sans interruption sur des joints généralement à bords droits avec un écartement constant (prendre 1/10 de l'épaisseur de la tôle + 20 mm), de 50 à 600 mm d'épaisseur dans une position verticale montante. L'écart entre les deux bords de pièce est rempli par un flux de soudage. Le maintien de l'écartement est assuré par l'usage d'étriers. Le métal fondu est soutenu latéralement par des patins en cuivre, refroidis par eau, disposés de part et d'autre du joint à réaliser. Le ou les fils d'apport de métal dévidés à vitesse constante, qui assurent l'amenée du courant de soudage, plongent dans le bain de fusion. Le diamètre des fils utilisés est de l'ordre de 2,4 à 3,2 mm de diamètre. La teneur en soufre de ces fils est limité à 0,02 %. La teneur en manganèse est d'au moins 1%. Il est possible de souder des épaisseurs comprises entre 15 mm et 60 mm avec un seul fil électrode fixe. Le nombre de fil électrode peut être égal à 3. Un balancement des fils électrodes est réalisé pour augmenter la largeur soudée dans les joints de fortes épaisseurs. |
 |
| Les flux de soudage utilisés sont spécialement adaptés pour assurer un laitier avec une viscosité à chaud convenable pour éviter un écoulement intempestif, une conductivité à chaud très élevée pour assurer le dégagement calorifique du bain de fusion. Le taux de dilution est élevé (de l'ordre de 50%). Le cycle thermique est beaucoup plus lent que pour les autres procédés de soudage. Le maintien à haute température et le cycle thermique relativement long donnent une structure cristalline grossière et des propriétés de résiliences faibles. Des traitements thermiques de normalisation sont nécessaires pour affiner la structure métallurgique grossière du joint soudé et améliorer les caractéristiques mécaniques. |
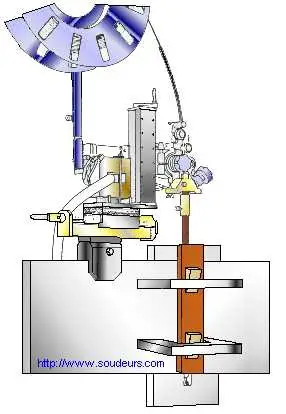
3 - Installation pour le soudage vertical sous laitier
[LIST=1]
[*]Un générateur de courant continu ou alternatif à caractéristique horizontale pour chaque guide-fil ou fil électrode. Le courant alternatif est préférentiellement utilisé pour limiter les effets de soufflage magnétique.
[*]Une tête de soudage avec dispositifs de réglage de la position du ou des fils
[*]Un coffret de contrôle et de commande
[*]Un dispositif de déplacement des flasques du moule et du fil
[*]Une trémie d'alimentation en flux électroconducteur
[*]Un dispositif d'alimentation et d'oscillation du ou des fils électrodes.
[*]Un sabot mobile en cuivre avec système réfrigérant sur chaque face du joint.
4 - Avantages du procédé de soudage
[*]Procédé de soudage entièrement automatique
[*]Taux de dépôt élevé (plus de 20 Kg / heure)
[*]Soudage de pièces très épaisses (jusqu'à 600 mm)
[*]Pas de préparation de joint
[*]Peu de déformation angulaire
[*]Consommation de flux faible (environ 5% du poids de métal déposé)
5 - Contraintes du procédé de soudage
[*]Équipement électromécanique complexe et relativement coûteux
[*]Soudage en continu sans interruption possible jusqu'à réalisation complète du joint
[*]Caractéristiques mécaniques moyennes
[*]Faible résistance mécanique de la soudure
[*]Soudage en position verticale obligatoire
[*]Structure métallurgique à très gros grains en zone thermiquement affectée
[*]Traitement thermique de normalisation nécessaire après soudage
6 - Domaines d'application du procédé de soudage
[*]Soudage des aciers non alliés et faiblement alliés (aucun risque de trempe)
[*]Soudage bout à bout de tôles de forte épaisseur
[*]Soudage d'angles avec sabots spéciaux
[*]Soudage circulaire de tubes de grand diamètre avec sabots spéciaux
7 - Paramètres de soudage
Le choix des paramètres de soudage est principalement lié à la sensibilité à la fissuration à chaud du matériau soudé. La forme et la direction de progression des dendrites de solidification doivent être vérifiées pour obtenir un angle suffisamment incliné.
Intensité du courant :
L'intensité du courant est compris entre 400 A et 800 A pour un fil électrode de Ø 3,2 mm. L'intensité peut attendre 1 000 A par guide-fil.
Tension du courant :
La tension est comprise entre 30 et 55 Volts. Une tension faible augmente la profondeur du bain de fusion et diminue la largeur de la soudure.
Vitesse de dévidage du fil d'apport :
La vitesse de dévidage du fil est de l'ordre de 4 à 6 mètres / minute.
8 - Macrographie d'une soudure verticale sous laitier
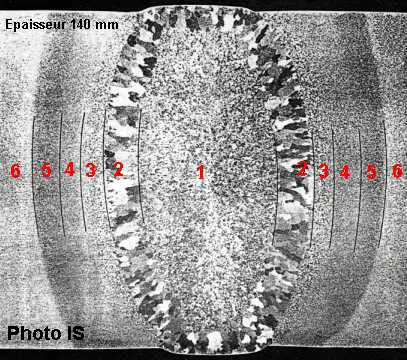 |
| [LIST=1] [*]Zone centrale fondue à c'ur à grains moyens [*]Zone fondue en bordure à grains grossiers en forme de colonnes [*]Zone de surchauffe supérieure à 1000° C lors du soudage [*]Zone de recuit entre 900° et 1000° C lors du soudage [*]Zone de revenu entre 700° et 900° C [*]Métal de base non affecté thermiquement |
9 - Quelques liens Internet utiles
10 - Vos commentaires et réactions
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

