1 - Définition du procédé de soudage micro-plasma
Le soudage MICRO PLASMA est un procédé à l'arc comparable au soudage PLASMA ou au procédé TIG sous protection de gaz inerte avec une électrode infusible (tungstène thorié). Il permet de souder des pièces de très faibles épaisseurs avec un arc très stable à des intensités de 0,3 ampère à 15 ampères . Il y a très peu de déformation des pièces grâce à une concentration énergétique dans la colonne d'arc concentré de plasma. Le soudage est réalisé à l'aide d'une torche spéciale à plasma :
[*]à partir d'un arc électrique créé entre l'électrode infusible de tungstène thoriée (de Ø 0,8 mm à Ø 1,6 mm) et la pièce à souder (arc transféré). Un arc pilote est utilisé pour l'amorçage de l'arc transféré.
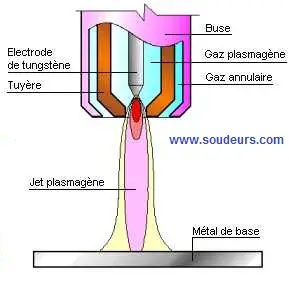
Un diaphragme dénommé tuyère permet la constriction ou l'étranglement mécanique de l'arc électrique à travers un orifice calibré dans une colonne de gaz central ou plasmagène (Argon ou Argon + H2 ) qui génère une énergie calorifique très élevée. L'énergie calorifique de l'arc fait fondre localement la pièce à assembler pour constituer le bain de fusion et après refroidissement le cordon de soudure. L'électrode de tungstène est protégée par un courant de gaz appelé gaz plasmagène (débit de 0,1 à 0,5 litre/minute) . Le bain de fusion est protégé de l'atmosphère externe par un cône invisible d'inertage de gaz annulaire (débit de 3 à 8 litres/minute) de protection (Argon ou Argon + Hélium ou Argon + H2 ). Un générateur électrique fournit le courant continu avec une intensité variant de 0,1 à 45 ampères pour le micro plasma.
2 - Principe du procédé de soudage micro-plasma
La torche de soudage plasma est reliée pour la partie électrode infusible sur la borne électrique de sortie négative et pour la partie tuyère sur la borne positive du générateur de soudage à courant continu (caractéristiques externes statiques verticales).
La prise de masse est reliée au générateur sur la borne positive et est placée sur la pièce à souder. Une alimentation en gaz de soudage plasmagène est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre.
Une alimentation en gaz de soudage annulaire est branchée sur le poste par l'intermédiaire d'une bouteille et d'un détendeur / débitmètre. Un dispositif d'amorçage à haute fréquence permet l'amorçage de l'arc pilote à l'intérieur de la tuyère.
Lorsque l'opérateur actionne le bouton de soudage, l'arc pilote est transféré de l'électrode vers la pièce à souder permettant l'amorçage de l'arc de soudage entre l'électrode et la pièce.
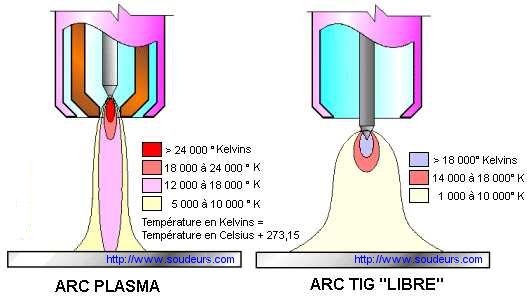
3 - Définition des températures d'un arc plasma
 |
 |
4 - Avantages du procédé de soudage micro-plasma
[*]Soudage de pièce de 0,05 mm à 1,2 mm
[*]Travail rapide, fin et très précis
[*]Très bonnes qualités de joint
[*]Très bonnes caractéristiques mécaniques
[*]Aspect de cordon très correct
[*]Largeur de cordon de pénétration faible
[*]Z.A.T. très réduite
[*]Pratiquement pas de déformation
[*]Procédé automatisable
5 - Installation de soudage pour le micro-plasma

[LIST=1]
[*]Un générateur de courant continu de 0,3 à 45 ampères.
[*]Un coffret de commande avec potentiomètres et/ou roues codeuses.
[*]Un circuit haute fréquence pour l'amorçage de l'arc pilote.
[*]Une torche de soudage plasma avec câble conducteur
[*]Un groupe réfrigérant à circuit fermé.
[*]Une bouteille de gaz plasmagène avec détendeur/débitmètre et boyaux d'alimentation
[*]Une bouteille de gaz annulaire avec détendeur/débitmètre et boyaux d'alimentation
[*]Une pince de masse avec câble conducteur
[*]Un masque avec verres teintés spéciaux numéro 8 à 10
6 - L'affûtage de l'électrode infusible pour le micro plasma
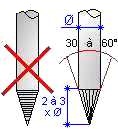
| La préparation géométrique de la pointe de l'électrode infusible est une variable importante. L'affûtage est exécuté à l'aide d'une meuleuse à grain fin (réservé à cet usage) avec récupération des poussières. L'affûtage de l'électrode est réalisé par un cône avec un angle compris entre 20 et 30 degrés. Les stries d'usinage ou de meulage doivent être dans le sens longitudinal de l'électrode. La pointe d'extrémité du cône doit être adoucie pour supporter les densités de courant. |
 |
7 - Les gaz de soudage utilisés en soudage micro plasma
| GAZ DE PROTECTION ENDROIT POUR LE SOUDAGE MICRO PLASMA | |||
| Composition | Ancienne couleur d'ogive | Nouvelle couleur d'ogive | Description |
| GAZ PUR | |||
| ARGON |  |
 |
Utilisable dans la grande majorité des applications de soudage TIG. |
| MÉLANGES BINAIRES | |||
| ARGON + 20 % HELIUM |  |
|
Élévation de la température de l'arc. Vitesse de soudage plus importante. Polyvalence / Performance. Coût relativement important |
| ARGON + 1 à 3 % AZOTE |  |
|
Utilisable sur les aciers duplex et super-duplex (austéno-ferritique). |
| ARGON + 2 à 10% HYDROGÈNE |  |
 |
Utilisable en TIG automatique avec les inox austénitiques - Bain de fusion plus chaud - Meilleur mouillage - Vitesse d'avance plus élevée - Pénétration améliorée. A interdire sur les aciers inoxydables martensitiques et les matériaux sensibles à l'oxydation à chaud (titane, zirconium, tantale). |
Nota important :
L'utilisation d'un gaz de protection inerte à l'envers du bain de fusion est obligatoire et techniquement impérative sur les matériaux comme les aciers inoxydables, les bases nickel, le titane, le zirconium. (rochage sur les inoxydables et pollution par les gaz H, O et N pour les matériaux très réactifs à l'air)
Les gaz utilisés en soudage ne sont pas toxiques. Toutefois à concentration
élevée, ils n'entretiennent pas la vie.
Ne travaillez jamais dans un local fermé ou une enceinte confinée non ventilée.
8 - Exemple d'application du soudage micro plasma
Soudage de treillis métalliques
[TABLE]