le brasage fort à la flamme est codifié par 912 et le brasage tendre à la flamme par le code 942.
1 - Définition du procédé de soudage à la flamme oxyacétylènique
La température de la flamme peut atteindre les 3 100° Celsius lorsque le mélange C2H2 et O2 est correctement équilibré dans le chalumeau.
Le métal d'apport (baguette de fil dressé de Ø 0,8 mm à Ø 4,0 mm) est amené manuellement dans le bain de fusion.
L'énergie calorifique de la flamme fait fondre localement la pièce à assembler et le fil d'apport pour constituer le bain de fusion et après refroidissement le cordon de soudure.
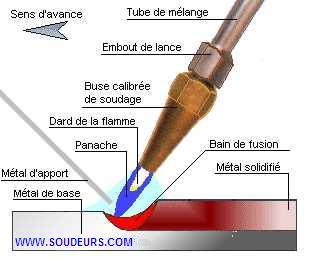
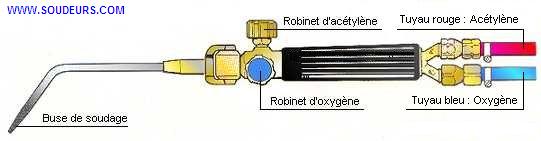
2 - Principe du procédé de soudage à la flamme oxyacétylènique
Le chalumeau de soudage est relié par des boyaux d'amenée de gaz sur la bouteille de gaz combustible d'acétylène (pression de service 0,25 bar à 0,5 bar) et sur la bouteille de gaz comburant d'oxygène (pression de service 1,5 bar à 2,5 bar) par l'intermédiaire d'un manodétendeur placé sur chaque bouteille avec un dispositif de sécurité
d'anti-retour.
Le soudeur ouvre les robinets des bouteilles de gaz, puis ouvre en premier le robinet de l'acétylène du chalumeau, enflamme le gaz, ensuite ouvre le robinet d'oxygène et règle le mélange pour obtenir une flamme neutre.
Propos du Membre ricou26 :
Pour éviter les dépôts de fumée noire des flammèches de l’acétylène dans un appartement, il est préférable d’ouvrir très peu en premier le robinet d’oxygène puis ensuite celui de l'acétylène en grand et d’enflammer le mélange avec une pierre à feu.
Le réglage de la flamme et du dard se fera avec le robinet d’oxygène.
3 - Croquis didactique du procédé de soudage à la flamme oxyacétylènique
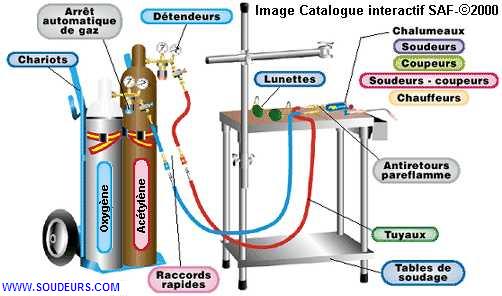
4 - Installation de soudage à la flamme oxyacétylènique
|
[LIST=1] [*]Un chalumeau haute ou basse pression [*]Un dispositif de sécurité anti-retour de l'oxygène vers l'acétylène [*]Un manodétendeur d'oxygène avec boyau d'alimentation couleur bleu suivant norme EN 559 [*]Une bouteille d'oxygène [*]Un manodétendeur d'acétylène avec boyau d'alimentation rouge suivant norme EN 559. [*]Une bouteille d'acétylène [*]Un jeu de buses calibrées [*]Une paire de lunettes teintées [*]Un allume-gaz |
 |
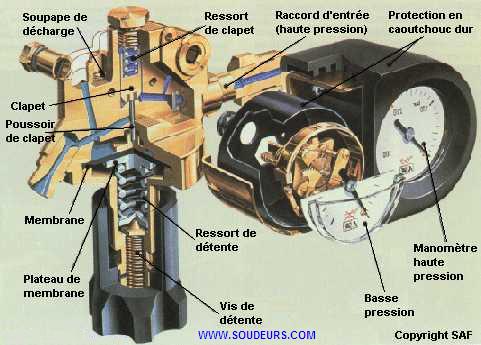
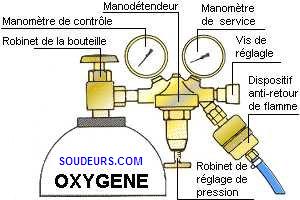
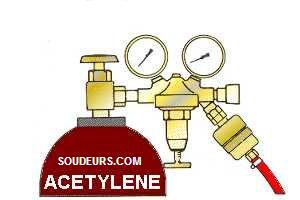
5 - Le manodétendeur de bouteille
6 - Les bouteilles de stockage pour le soudage oxyacétylénique
 |
|
[*]Oxygène : L'oxygène (densité par rapport à l'air : 1,11 ) est obtenu par distillation de l'air liquéfié. Bouteille avec une ogive couleur blanche. Contenance de la bouteille : 9 m3 sous une pression de 200 bar. La pression de service est comprise entre 1,0 et 2,5 bar maxi. [*]Ne jamais huiler ou graisser les filetages du robinet (inflammation ou explosion). Ne jamais démonter le robinet de la bouteille. [*]Toujours fixer les bouteilles dans le chariot porte-bouteilles. |
 |
|
[*]Acétylène : L'acétylène (densité par rapport à l'air : 0,895 ) est obtenu par réaction de l'eau (H2O) sur du carbure de calcium (CaC2). Bouteille avec une ogive couleur marron. Emmagasinage de l'acétylène dans une matière poreuse imbibée d'acétone. Contenance de la bouteille : 4 m3 sous une pression de 15 bar. Un litre d'acétone à 15° Celsius et sous une pression de 15 bar dissous 36,6 litres d'acétylène. La pression de service est comprise entre 0,2 et 0,8 bar maxi. L'acétylène est un gaz très inflammable et instable sous pression. Comprimé, il peut exploser sous l'effet de la pression d'un choc. Ne jamais coucher la bouteille pour éviter l'écoulement de l'acétone. Ne jamais utiliser un débit supérieur à 1000 litres / heure par bouteille. Ne pas exposer la bouteille à la chaleur ou au soleil à cause des risques d'explosion. Ne pas allumer le chalumeau soudeur avec un briquet avec réservoir en enveloppe plastique |
7 - La coupe longitudinale d'une bouteille d'acétylène

En terme de sécurité, les bouteilles d'acétylène sont sensibles aux chocs, debout ou couchée.
On peut transporter une bouteille couchée (toujours solidement attachée), mais pour l'utiliser, il faut la relever et la laisser au repos 1 heure pour que le solvant ait le temps de redescendre dans la masse poreuse.
On doit ouvrir une bouteille (c'est aussi valable pour tous les gaz ) doucement.
Pour l'acétylène, le débit horaire maximum est de 1/7 ieme de la capacité en soutirage de courte durée et de 1/10 ieme en soutirage continu . (par exemple, chez Linde , les bouteilles A70 contiennent 7 m3 de C2H2, soit 7000 litres. le débit maxi est donc de 1000l/h en courte durée et 700 l/h en continu )
Au delà de ce débit maximum, comme une bouteille de coca cola qu'on ouvrirait trop vite, il y a un risque important de remontée de solvant.
Le débit maximum par bouteille est limité à la capacité de la bouteille divisée par 10 pour un débit continu .Pour une bouteille de 1,6 m3 soit 1600 litres, le débit maxi continu est de 1600 / 10 = 160 l/h
8 - Différents types de chalumeaux pour le soudage oxyacétylénique
[*]Haute pression (les deux gaz sont à des pressions égales supérieures
à 0,15 bar). Les chalumeaux soudeurs haute pression peuvent être sans aspiration ou avec aspiration.
[*]Basse pression (l'acétylène est à une pression comprise entre 0,010 à
0,1 bar et l'oxygène est à une pression comprise entre 1 et 3 bar.) L'acétylène
est entraîné par aspiration de l'oxygène. Les chalumeaux soudeurs basse pression sont tous à aspiration.
[*]Chalumeaux sans aspiration : Ces chalumeaux fonctionnent pour des
pressions d'alimentation d'oxygène et d'acétylène comprises entre 250 et
750g/cm2 (soit 0,250 et 0,750 bar). Les pressions des deux gaz étant
voisines, voire même assez souvent égales, ces appareils peuvent être utilisés sur des installations équipées de dispositifs d'équilibrage des pressions.
L'élément essentiel est constitué par le doseur-mélangeur. Ce dispositif
recevant l'acétylène et l'oxygène sous des pressions déterminées assure un
mélange convenable des deux gaz. Les orifices de passage et les pressions
d'alimentation sont prévus pour que le mélange gazeux soit, dans la lance, à une pression permettant d'obtenir une flamme stable à la sortie de
la buse. La variation du débit est obtenue par changement de la buse et
réglage despressions d'alimentation. Les robinets placés sur les arrivées de gaz
permettent également d'agir sur le mélange pour régler définitivement
la flamme.
[*]Chalumeaux avec aspiration : : Dans ce type d'appareil, les pressions
d'alimentation sont environ de 1 kg/cm2 (soit 1 bar) pour l'oxygène et 0,4
kg/cm2 (soit 0,4 bar) pour l'acétylène.
Le mélange des gaz est obtenu grâce à un dispositif comprenant :
- un injecteur
- un ensemble convergent-divergent.
L'oxygène, à la pression de 1 kg/cm2 (1 bar), sort avec une certaine vitesse par l'orifice de l'injecteur. La veine gazeuse provoque une dépression en passant par le col du convergent-divergent. L'acétylène entourant l'injecteur est ainsi aspiré par l'oxygène et le mélange des deux gaz est assuré, à partir du divergent, dans la lance du chalumeau.
La variation du débit est obtenue par changement de la buse et réglage du robinet d'arrivée de l'oxygène.
Le débit d'un chalumeau soudeur s'exprime en litres d'acétylène par heure. Le débit est réglé par un orifice calibré de sortie du mélange gazeux. Ce débit peut varier de 10 à 5000 litres par heure.
Les chalumeaux sont classés en 4 tailles suivant leurs débits :
| DÉFINITION DES TAILLES DE CHALUMEAUX | |
| Taille de chalumeau | Débit du chalumeau |
| Numéro 00 | 10 à 40 litres / heure |
| Numéro 0 | 40 à 400 litres / heure |
| Numéro 1 | 250 à 1000 litres / heure |
| Numéro 2 | 1000 à 5000 litres / heure |
Le soudage oxy est codifié suivant l'EN 4063 par le code 311, le brasage fort à la flamme est codifié par 912 et le brasage tendre à la flamme par le code 942.
9 - Le réglage d'un chalumeau soudeur
Sur le chalumeau soudeur, vous avez deux entrées filetées :
L'entrée filetée pour l'oxygène a un pas à droite.
L'entrée filetée pour l'acétylène a un pas à gauche
[*]Régler les pressions préconisées par le constructeur.
[*]Ouvrir très légèrement le robinet d'oxygène.
[*]Ouvrir largement le robinet d'acétylène.
[*]Allumer le mélange en sortie de buse avec un allume-gaz (interdire l'utilisation du briquet).
[*]La flamme est carburante avec un excès important d'acétylène.
[*]Régler progressivement la flamme en agissant sur le robinet d'oxygène.
[*]baisser la pression d'acétylène si la flamme se décolle de la
buse.
[*]Pour éviter les flammèches noires à l'allumage, ouvrir d'abord légèrement
l'oxygène, puis l'acétylène.
[*]Fermer les bouteilles de gaz (oxygène et acétylène) lors d'un arrêt prolongé
du brasage ou du soudage
[*]Ne jamais laisser un chalumeau ouvert avec une flamme non
allumée
[*]Ne pas allumer un chalumeau avec le bout incandescent d'une cigarette
[*]Ne jamais accrocher un chalumeau allumé près ou sur les bouteilles de gaz
[*]Pour allumer un chalumeau, ouvrir l'oxygène puis l'acétylène
[*]Pour éteindre un chalumeau, fermer l'acétylène puis l'oxygène
[*]Ne jamais graisser les pièces en contact avec l'oxygène sous pression (inflammation spontanée ou coup de feu)
[*]Ne pas inhaler les fumées de soudage qui contiennent des oxydes de cadmium, bore, zinc, plomb, argent.
Incident de fonctionnement du chalumeau :
[*]Claquements : Pression trop basse - Obstruction de l'orifice de la
buse par une particule étrangère de métal ou d'oxyde - Buse détériorée -
Échauffement excessif de la buse du chalumeau
[*]Flamme déréglée : Mauvais état général du chalumeau - Diminution de
la pression de l'un ou des deux gaz.
[*]Feu interne au chalumeau : État défectueux du chalumeau -
Échauffement excessif de la buse - Mauvais montage des tuyaux d'arrivée de
gaz.
10 - Les trois types de flamme pour le soudage oxyacétylénique
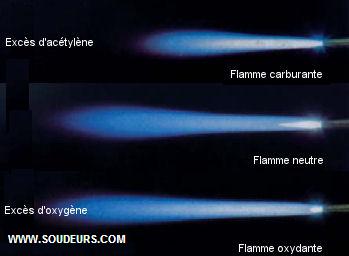
[*]Flamme neutre ou normale : c'est la flamme normalement utilisée pour
le soudage. Le dard est de couleur blanc brillant et de forme très nette en
sortie de buse.
Cette flamme est utilisée pour le soudage de l'acier et des cuivres.
[*]Flamme oxydante : c'est une flamme avec un excès d'oxygène. Le
panache et le dard sont raccourcis. La flamme émet un sifflement. Le panache est plus lumineux.
Cette flamme est utilisée pour le soudo-brasage, le soudage des laitons et du bronze.
[*]Flamme carburante : c'est une flamme avec un excès d'acétylène. Le
panache et le dard sont augmentés avec des formes irrégulières. Cette flamme
légèrement carburante est utilisée pour le soudage des alliages d'aluminium, du
plomb, du zinc et des fontes.
Une flamme fortement carburante est utilisée pour le revêtement de stellite.
11 - La description de la flamme oxyacétylénique neutre
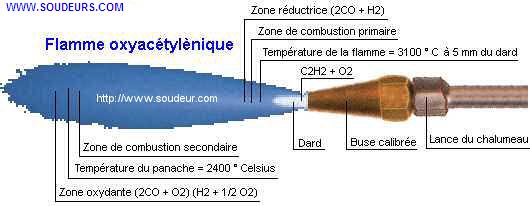
12 - Les températures de la flamme oxyacétylénique

13 - Les deux sens de déplacement du chalumeau de soudage
| SOUDAGE A GAUCHE / EN AVANT | |
| Avantages / Inconvénients | Représentation graphique |
| Le soudage est en avant lorsque la flamme de soudage est dirigée dans le sens d'avance de la soudure. La méthode à gauche permet d'obtenir des cordons de très bel aspect. La pénétration est améliorée. Cette méthode est utilisée pour le soudage de tôle jusqu'à 3 mm d'épaisseur. | 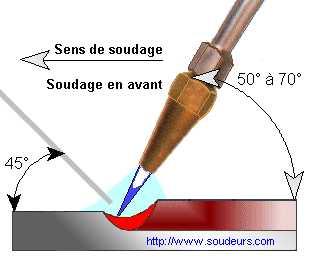 |
| SOUDAGE A DROITE / EN ARRIÈRE | |
| Avantages / Inconvénients | Représentation graphique |
| La méthode à droite permet d'obtenir des vitesses de soudage plus importantes, une bonne maîtrise de la pénétration du cordon, un aspect des cordons satisfaisant. Cette méthode est utilisée pour le soudage de tôle supérieure à 3 mm d'épaisseur. | 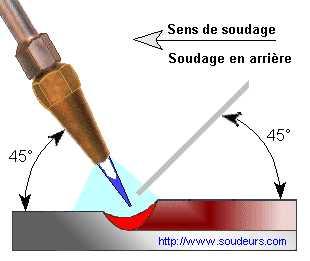 |
14 - Choix du débit de buse selon l’épaisseur
Commentaire de Frédéric THIOLLIER (LINDE)
Le débit maximum par bouteille est limité à la capacité de la bouteille divisée par 10 pour un débit continu.
Pour une bouteille de 1,6 m3 soit 1600 litres, le débit maxi continu est de 1600 / 10 = 160 l/h
| QUELQUES PARAMÈTRES DE SOUDAGE PAR FLAMME | ||
| Epaisseur d'acier | Type de chalumeau | Débit de la buse de soudage |
| 0,5 mm | 0 | 63 litres / heure |
| 1,0 mm | 0 | 100 litres / heure |
| 1,5 mm | 0 | 160 litres / heure |
| 2,0 mm | 0 | 200 litres / heure |
| 2,5 mm | 0 | 250 litres / heure |
| 3,0 mm | 1 | 315 litres / heure |
| 4,0 mm | 1 | 400 litres / heure |
| 5,0 mm | 1 | 400 litres / heure |
| 6,0 mm | 1 | 400 litres / heure |
| 8,0 mm | 2 | 600 litres / heure |
| 10,0 mm | 2 | 800 litres / heure |
| PRESSION DE RÉGLAGE DES DÉTENDEURS | |||||
| 70 litres / heure | 100 litres / heure | 150 litres / heure | 200 litres / heure | 250 litres / heure | |
| Acétylène | 0,1 bar | 0,2 bar | 0,3 bar | 0,4 bar | 0,5 bar |
| Oxygène | 1,5 bar | 1,5 bar | 1,5 bar | 1,5 bar | 1,5 bar |
15 - Les dispositifs de sécurité anti-retours (par jacky111)
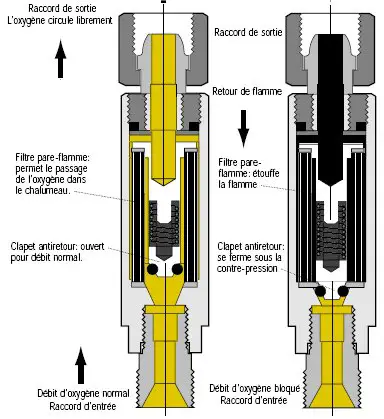
Un jeu de clapet anti retour pare flamme (ARPF) peut tout-a-fait être présent dans le manche de votre chalumeau (c'est très courant) en général ces chalumeaux ont des entrées par raccords annelés pour le montage des flexibles directement sur la poignée et non des écrous sur lesquels sont fixés les raccordements annelés il faut vérifier sur le site du fabriquant avec le modèle du chalumeau.
Un ARPF au plus près du chalumeau est indispensable et il y a plein de solutions en fonction des goûts et usages (les gouts et les couleurs ça ne se discute pas mais je vous donne mon avis pour ce qu’il vaut).
Soit dans le manche du chalumeau comme précité : ce n’est pas encombrant mais légèrement plus lourd (de toute manière la masse sera à un endroit le tout est de savoir ou elle est le moins gênante) et onéreux qu’un chalumeau simple.
A ma connaissance ça n’existe pas pour un chalumeau oxycoupeur et les chalumeaux de forte puissance. Inconvénient quant on remplace le chalumeau les ARPF partent avec donc on rachète à chaque fois un chalumeau environ 10 ou 15% plus cher.
Soit en sortie du chalumeau sur les écrous : je trouve cela plutôt bien mais ça rend l’ensemble plus lourd, encombrant etonéreux au premier achat que le modèle précédent.
En revanche pour souder dansdes endroits bizarres des fois c’est pas mal d’avoir un manche plus long.
Au remplacement du chalumeau on ne balance pas forcément les ARPF ou vice versa d'où une économie financière à long terme.
Je trouve que c’est une bonne solution pour les oxycoupeurs et gros chalumeaux.
Soit sur les raccords rapides du chalumeau :mais je ne le préconise pas trop car les raccords rapide ça coute déjà cher et cela vieilli alors en version ARPF je n’ose pas imaginer la douloureuse à chaque remplacement en plus ça risque de prendre des coups comme ça ce balade au bout des manchettes.
Soit sur les boyaux : je ne préconise pas trop car ça traine par terre et risque de prendre des coups.
L'intérêt de rajouter des ARPF sur les manodétendeurs est de renforcer la sécurité avec une deuxième barrière qui doit être au plus près du détendeur.
La il y a deux solutions technique ;
Soit sur les boyaux avec un petit morceau de flexible entre les cartouches et le manodétendeur (pour que les cartouches ne traine pas au sol et limiter la longueur de tube fragile pouvant être endommagé après l’ultime sécurité).
Soit directement vissé au détendeur : c'est à mon avis le meilleur système pour cet usage mais ce n’est possible que sur les détendeurs gros débit éventuellement blindés destinés à être monté sur les grosses bouteilles (en général les petits manodétendeurs ont des entrées annelée qui ne donnent pas cette possibilité).
C’est surtout utile pour les boyaux très longs pour les chariots à grosses bouteilles (B20 et B50) et pour souder sur échafaudage ou nacelle quant les bouteilles restent au sol (en fait dès que l'accès aux bouteilles risque d’être compliqué en cas d’incident.
Dans tous les cas c’est très vivement préconisé (les fabriquants parlent d’obligation) de toute manière c’est bonsens si l’on a plus de 20m parce qu’en cas de problème ce sera la cata le temps de foncer fermer les bouteilles.
Pour info c’était en conditions chantier donc avec des risques externes plus élevés que dans un atelier organisé mais je parle :
Un boyau d’acétylène en feux ça m'est arrivé sur des flexibles de 40 mètres : une bride de tuyauterie est tombé sur le flexible l’a blessé et comme je n’ai pas détecté la fuite tout de suite (malgrél’odeur oui je sui un gros co… j’ai eu un doute mais comme le matos était moyen et que je n’ais pas trouvé la fuite après examen j’ai continué en mettant cela sur un sertissage pas terrible ou un flexible trop vieux) et avec les projections ce n’est pas la peine de faire un dessin.
J’étais à l’établi (doncpas perché à 10 m du sol) et le chariot était juste à côté.
J’ai fermé les bouteilles vite fait quant j'ai compris le problème et j’ai étouffé le feu (il y avait des ARPF avant les manodétendeurs) mais je n’étais franchement pas fier (le matos je l’ai révisé après mais j’aurais du le faire avant). Bilan j’ai eu de la chance.
Donc oui ça peut arriver mais je l’ai bien cherché !
Idem une rentrée de flamme j’ai déjà eu une fois.
La flamme n’est plus visible mais il y a un gros sifflement pas du tout compatible avec une extinction intempestive.
Remède toujours le même fermer chalumeau et les bouteilles au plus vite (le chalumeau était équipé d’ARPF donc ça n'aurai théoriquement pas pu remonter mais ça bulle à l’intérieur de la chambre de mélange donc c’est tout de même flippant).
De mémoire le réglage devait être limite trop bas (je n’avais pas la bonne buse pour faire le travail) je sais c’est mal mais vive l’entreprise même chose que plus haut maintenant j’ai toute la collection de buse mais j’aurais mieux fait de m’équiper dès le départ.
Donc oui ça peut arriver mais je l’ai bien cherché !
En revanche jamais rien de tel ne m’est arrivé dans un cadre d'utilisation normal :
La première règle de sécurité etcelle qui garantie le mieux votre sécurité pour n’importe quoi est toujours d’utiliserle matériel dans les conditions pour lesquels il est prévu et tout se passera bien.
Si vous êtes pressés et qu’un truc cloche laissez tomber et remettez ça au moment ou vous aurez tout le matériel et en état parce que la grosse connerie se profile.
Un chalumeau n’est pas dangereux outre mesure temps que l’on respecte les règles de base mais il ne faut jamais bricoler avec mais toujours rester dans le cadre préconisé.
On résume :
Première précaution : matériel en état et adapté.
Deuxième précaution : vêtements adaptés (bannir le synthétique) la dessus en cas de problème il n’y a pas de deuxième chance.
Troisième précaution : aseptiser le cadre de travail (bannir carburant, huiles, solvants…) mais aussi faire attention au matériel (faire attention aux fous et inconscients qui passent sur les boyaux, qui manutentionnent au dessus chariots porte bouteilles, meulent n’importe où (y compris à proximité des bouteilles et boyaux).
Quatrième précaution : toujours fermer les bouteilles à chaque arrêt et surtout dès que l’on s’éloigne du machin cela doit être un réflexe.
Cinquième précaution : Moyen d’extinction, pare flamme, bâche anti feu en fonction de l’environnement (objet fragiles ou produit inflammable impossible à éliminer de l’environnement).
16 - Quelques préparations de joints
| QUELQUES PRÉPARATIONS DE JOINTS | |||
| Épaisseur en mm | Débit de la buse | Ø métal d'apport | Préparation |
| < à 1,0 mm | 40 à 60 litres / heure | Sans | 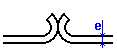 |
| De 2,0 à 4,0 mm | 60 à 200 litres / heure | Ø 2,0 mm | 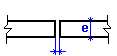 |
| De 4,0 à 12 mm | 250 à 600 litres / heure | Ø 2,0 mm | 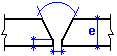 |
| De 8,0 à 12 mm | 400 à 800 litres / heure | Ø 2,0 à 3,0 mm | 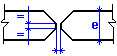 |
17 - Quelques valeurs limites d'exposition aux fumées
Il est indispensable d'utiliser un capteur de fumées de soudage efficace en espace confiné. La valeur limite est la concentration d'un composé chimique dans l'air que peut
respirer une personne ou un soudeur pendant un temps déterminé sans risque
d'altération de sa santé.
| VALEURS LIMITES D'EXPOSITION | ||
| Composé chimique | V.M.E. (mg/m[SUP]3[/SUP]) | V.L.E. (mg/m[SUP]3[/SUP]) |
| Oxyde de cadmium | 0,05 | 0,05 |
| Fumées de cuivre | 0,2 | |
| Fumées d'oxyde de fer | 5 | |
| Fumées d'oxyde de zinc | 5 | |
| Fluorures | 2,5 | |
| Oxyde de carbone | 55 | |
| Oxyde d'azote | 30 | 6 |
| Totalité des particules dans les fumées de soudage |
5 | |
18 - Vos questions en relation avec cet article sur le forum du site
Vous avez la possibilité de poser vos différentes questions sur le forum technique de ce site.
Le lien du forum est le suivant :
19 - Quelques liens Internet utiles
20 - Vos commentaires et réactions sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire.
Vos commentaires seront visibles aux lecteurs de l'article et membres du site.
Vous avez aussi la possibilité de noter l'article avec le système de notation par nombre d'étoiles placé en début de page de chaque article.
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.
21 - Un petit geste pour soutenir votre site web spécialisé technique soudage
 Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
Si vous avez apprécié notre site technique et dans la mesure où son contenu technique vous a aidé dans votre travail et dans vos recherches, vous pouvez peut être nous accorder votre contribution et vos dons. Votre donation au site Soudeurs.com via PayPal
